3D打印模型用清理装置的制作方法
本技术属于3d打印,尤其涉及一种3d打印模型用清理装置。
背景技术:
1、3d打印技术通过增材制造方法制作零部件,相对于传统制造,可以缩短研发周期,降低研发成本。3d打印技术在铸造行业的应用可以直接越过模具开发工作,大大简化生产流程,在铸造行业领域表现出巨大的优势。
2、铸造3d打印技术是对砂层逐层选择性喷射粘结剂进行打印的,每一层铺砂的厚度从0.2mm到0.4mm不等。在铸造3d打印机工作时,每铺一层砂粒,通过打印头按照设计好的图形喷射一次粘结剂,通过化学反应形成所需产品的形状。
3、3d打印时在形成砂型的位置喷射粘接剂形成具有一定强度的砂型,而没有喷射粘接剂的位置则保持铺砂的原始状态。由于粘结剂的挥发、扩散等因素,砂型周边3-5mm以内的散沙,会依附在砂型周围很难自动溃散,需要在后期去除。因此,使用3d打印技术快速获得砂型的同时,去除砂型周围多余散砂带来了挑战。
4、通常情况下清理砂型、砂芯周围的散沙,使用压缩空气人工清理,这种方法不仅效率低下,而且清理时浮尘、砂粒被吹的到处都是,工作环境比较恶劣。已经清理完毕的砂型、砂芯容易落上一层表面浮砂,造成重复工作。
技术实现思路
1、针对上述不足,本实用新型所要解决的技术问题是:提供一种3d打印模型用清理装置,用于快速高效的清理掉3d打印出的模型上粘附的杂质。
2、为解决上述技术问题,本实用新型的技术方案是:
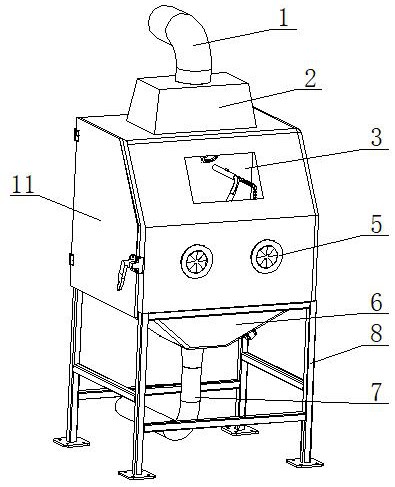
3、一种3d打印模型用清理装置,包括:机架,所述机架上固定有清理室,所述清理室设有密封门,所述清理室面向作业人员的一侧设有观察窗和操作口,所述清理室的上端设有负压吸尘管,所述清理室内设有多转向吹风管;
4、所述清理室内固定设有网格过滤板,所述网格过滤板上设有旋转平台。
5、优选地,所述多转向吹风管设有多孔式喷嘴。
6、优选地,所述清理室内还设有多转向负压吸砂管,所述多转向负压吸砂管的吸风口设有硬毛圆刷。
7、优选地,所述网格过滤板固定有底座,所述旋转平台转动安装于所述底座上。
8、优选地,所述清理室的下端设有负压输砂管。
9、优选地,所述清理室的下部设有集砂斗,所述负压输砂管设于所述集砂斗的下端。
10、优选地,所述集砂斗上安装有震动电机。
11、优选地,所述清理室的上部设有负压集尘罩,所述负压吸尘管设于所述负压集尘罩的上端。
12、优选地,所述清理室内设有多转向led灯。
13、优选地,所述密封门和所述机架之间设有密封胶条。
14、采用了上述技术方案后,本实用新型的有益效果是:
15、清理3d打印出的模型时,打开密封门,将模型放置于旋转平台上,关闭密封门,然后打开负压吸尘管,作业人员的两个手分别通过两个操作口伸入清理室中,一只手握持多转向吹风管使其朝向模型吹风,并不断调整多转向吹风管的位置和吹风角度,同时另一只手旋转旋转平台,使模型得到全方位的吹洗,吹洗掉的浮尘和小颗粒的杂质被负压吸尘管吸走,大颗粒杂质从网格过滤板的网格中漏到下方,从而快速高效的将模型清理干净,且不存在重复工作的问题。
技术特征:
1.一种3d打印模型用清理装置,包括:机架,其特征在于,
2.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述多转向吹风管设有多孔式喷嘴。
3.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述清理室内还设有多转向负压吸砂管,所述多转向负压吸砂管的吸风口设有硬毛圆刷。
4.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述网格过滤板固定有底座,所述旋转平台转动安装于所述底座上。
5.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述清理室的下端设有负压输砂管。
6.如权利要求5所述的3d打印模型用清理装置,其特征在于,所述清理室的下部设有集砂斗,所述负压输砂管设于所述集砂斗的下端。
7.如权利要求6所述的3d打印模型用清理装置,其特征在于,所述集砂斗上安装有震动电机。
8.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述清理室的上部设有负压集尘罩,所述负压吸尘管设于所述负压集尘罩的上端。
9.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述清理室内设有多转向led灯。
10.如权利要求1所述的3d打印模型用清理装置,其特征在于,所述密封门和所述机架之间设有密封胶条。
技术总结
本技术公开了一种3D打印模型用清理装置,包括:机架,机架上固定有清理室,清理室设有密封门,清理室面向作业人员的一侧设有观察窗和操作口,清理室设有负压吸尘管,清理室内设有多转向吹风管;清理室内固定设有网格过滤板,网格过滤板上设有旋转平台。清理3D打印出的模型时,将模型放置于旋转平台上,关闭密封门,打开负压吸尘管,一只手握持多转向吹风管使其朝向模型吹风,并不断调整多转向吹风管的位置和吹风角度,同时另一只手旋转旋转平台,使模型得到全方位的吹洗,吹洗掉的浮尘和小颗粒的杂质被负压吸尘管吸走,大颗粒杂质从网格过滤板的网格中漏到下方,从而快速高效的将模型清理干净,且不存在重复工作的问题。
技术研发人员:张为海,孙晓敏,孔岩,黄世强,张家魁,李俐,王雪华
受保护的技术使用者:潍坊富源增压器有限公司
技术研发日:20230710
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!