一种具有侧面排气结构的砂芯的制作方法
本技术涉及发动机缸体铸造,尤其是用于铁水浇注用的模具砂芯。
背景技术:
1、现有技术中对于砂芯的制芯工艺采用冷芯盒制芯的方式。冷芯盒制芯是指在室温下,通过吹三乙胺气体使砂子在芯盒内快速硬化的一种砂芯成形方法。冷芯盒制芯质量与温度、湿度、吹气压力、吹气时间及芯盒排气系统密切相关。但该制芯过程中,由于侧面出砂孔平面面积大,模具上难以安装排气塞,三乙胺气体无法顺畅到达此平面,使砂型无法完全硬化,出现松砂,成形不好的问题,导致芯废率居高不下。
2、因此,需要一种新的技术方案以解决上述问题。
技术实现思路
1、为了解决现有技术所产生的问题,本实用新型提供了一种具有侧面排气结构的砂芯,解决固化气体无法很好的到达砂芯侧面成形面的问题。
2、为达到上述目的,本实用新型可采用如下技术方案:
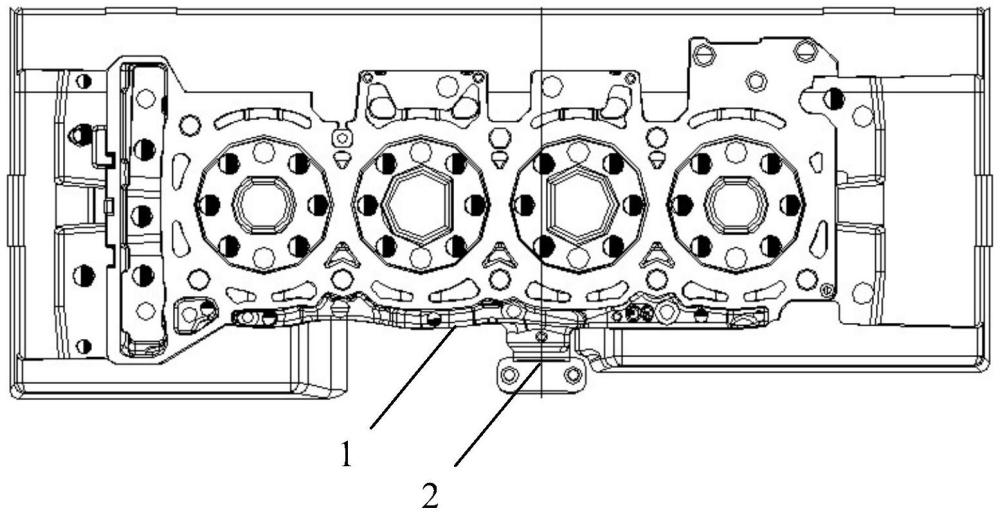
3、一种具有侧面排气结构的砂芯,包括砂芯本体及安装于砂芯本体侧面的排气镶块;所述排气镶块设有排气通道与砂芯本体内部空腔连通;且排气镶块的外表面安装有排气塞;排气塞与排气通道连通。
4、进一步的,所述排气镶块可拆卸的安装于砂芯本体的侧面。
5、进一步的,所述排气镶块上至少设置三个排气塞。
6、有益效果:相对于现有技术,本实用新型具有侧面排气结构的砂芯通过在砂芯侧面设置排气镶块,使固化气体可以经过砂芯侧面排气镶块进行流通,从而弥漫整个砂芯,将全部砂芯固化,很好的解决了局部松砂问题。
技术特征:
1.一种具有侧面排气结构的砂芯,其特征在于,包括砂芯本体及安装于砂芯本体侧面的排气镶块;所述排气镶块设有排气通道与砂芯本体内部空腔连通;且排气镶块的外表面安装有排气塞;排气塞与排气通道连通;所述排气镶块可拆卸的安装于砂芯本体的侧面。
2.根据权利要求1所述的具有侧面排气结构的砂芯,其特征在于,所述排气镶块上至少设置三个排气塞。
技术总结
本技术公开了一种具有侧面排气结构的砂芯,包括砂芯本体及安装于砂芯本体侧面的排气镶块,使固化气体可以经过砂芯侧面排气镶块进行流通,从而弥漫整个砂芯,将全部砂芯固化,很好的解决了局部松砂问题。
技术研发人员:汪丽杰
受保护的技术使用者:华东泰克西汽车铸造有限公司
技术研发日:20230712
技术公布日:2024/5/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1