具有改善压铸件表面质量的拉丝纹结构及压铸模具的制作方法
本技术涉及压铸模具的,特别是涉及一种具有改善压铸件表面质量的拉丝纹结构及压铸模具。
背景技术:
1、在压铸过程中,因铝液流动性差,铝液填满型腔的时间较长,铝液的温度损失得较多,导致压铸件表面温度较低,进而导致压铸件较易产生各种如流纹、冷隔、加工后表面出现细小气孔等缺陷,尤其是一些表面为平滑面的压铸件,这些缺陷直接影响压铸件的表面质量,致使压铸件在使用时发生漏水、漏油、漏气等问题,降低了压铸件的使用性能。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种提高铸件表面温度的具有改善压铸件表面质量的拉丝纹结构及压铸模具。
2、本实用新型的目的是通过以下技术方案来实现的:
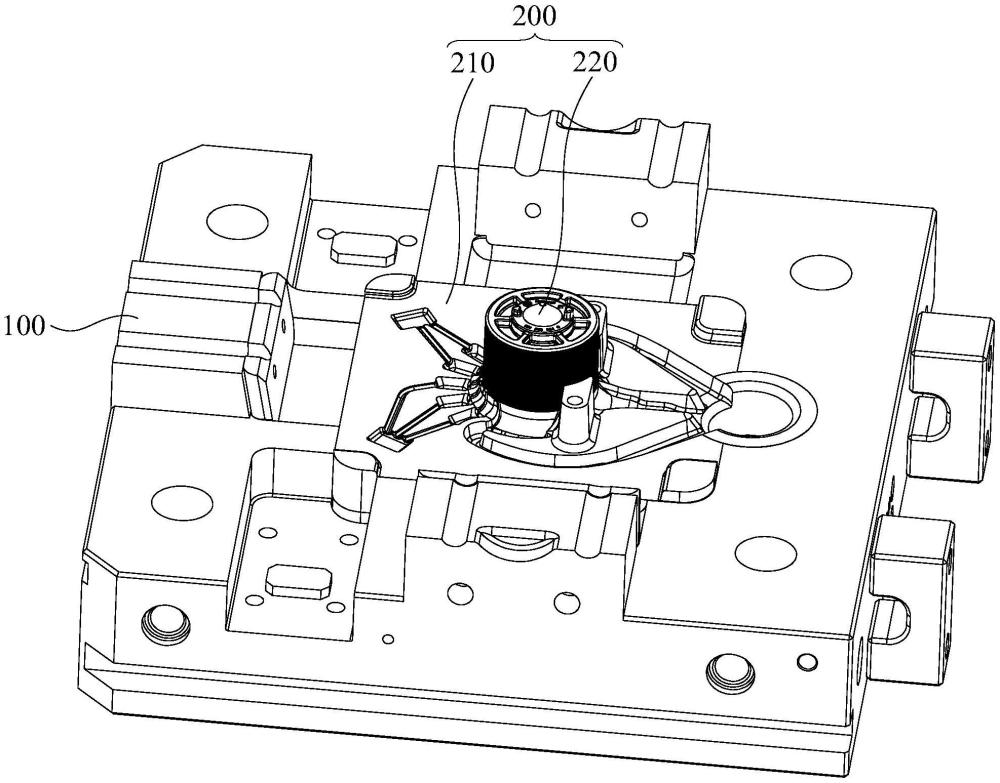
3、一种具有改善压铸件表面质量的拉丝纹结构,包括定模座以及定模仁,所述定模仁包括固定镶件以及成型镶件,所述定模仁嵌置在所述定模座内,所述成型镶件的一端固定连接于所述固定镶件的一侧面,所述成型镶件的外侧面形成有多个间隔设置的条形凹槽;多个所述条形凹槽沿所述成型镶件的周向环绕设置,各所述条形凹槽的延伸方向与所述成型镶件的轴向平行,各所述条形凹槽延伸至所述成型镶件背离所述固定镶件的一端面;各所述条形凹槽的宽度为0.1毫米,各所述条形凹槽的深度为0.02毫米至0.05毫米,相邻两个所述条形凹槽之间的间距为0.2毫米。
4、在其中一个实施例中,各所述条形凹槽包括两个相对设置的侧壁,两个所述侧壁之间的夹角为90°;各所述条形凹槽的拔模角大于或等于0.5。
5、在其中一个实施例中,各所述条形凹槽包括一个底壁,各所述条形凹槽的底壁位于相应的两个侧壁之间。
6、在其中一个实施例中,各所述条形凹槽的底壁为圆弧面。
7、在其中一个实施例中,各所述条形凹槽的底壁的圆角为r0.02。
8、在其中一个实施例中,所述成型镶件包括连接柱以及成型柱,所述连接柱的第一端固定连接于所述固定镶件的一侧面,所述成型柱的第一端固定连接于所述连接柱的第二端,各所述条形凹槽形成于所述成型柱的外侧面。
9、在其中一个实施例中,各所述条形凹槽延伸至所述成型柱的两端面。
10、在其中一个实施例中,所述连接柱凸出设置于所述成型柱的外侧面,所述连接柱与所述成型柱为一体成型结构。
11、在其中一个实施例中,所述具有改善压铸件表面质量的拉丝纹结构还包括多个抽芯机构,多个所述抽芯机构安装于所述定模座,多个所述抽芯机构沿所述成型镶件的周向环绕设置,以使多个所述抽芯机构与所述成型镶件共同形成铸件成型槽。
12、一种压铸模具,包括上述任一实施例所述的具有改善压铸件表面质量的拉丝纹结构。
13、与现有技术相比,本实用新型至少具有以下优点:
14、上述的具有改善压铸件表面质量的拉丝纹结构,成型镶件的外侧面有多个间隔设置的条形凹槽,增大了成型镶件的表面积,进而增大了铝液与成型镶件的接触面积,进而增大了铝液与成型镶件之间的摩擦力,即增大了铝液在流动时受到的摩擦力;由于摩擦会产生热量,使得铝液在流动时因摩擦力增大而产生更多的热量,提高了铝液的温度,减少了铝液的温度损失,使得压铸件表面对应的铝液的温度较高,即使得压铸件表面的温度较高,抑制了压铸件产生表面缺陷的问题,改善了压铸件的表面质量,提高了压铸件的使用性能。
技术特征:
1.一种具有改善压铸件表面质量的拉丝纹结构,包括定模座以及定模仁,其特征在于,
2.根据权利要求1所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,各所述条形凹槽包括两个相对设置的侧壁,两个所述侧壁之间的夹角为90°;各所述条形凹槽的拔模角大于或等于0.5°。
3.根据权利要求2所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,各所述条形凹槽包括一个底壁,各所述条形凹槽的底壁位于相应的两个侧壁之间。
4.根据权利要求3所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,各所述条形凹槽的底壁为圆弧面。
5.根据权利要求4所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,各所述条形凹槽的底壁的圆角为r0.02。
6.根据权利要求1所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,所述成型镶件包括连接柱以及成型柱,所述连接柱的第一端固定连接于所述固定镶件的一侧面,所述成型柱的第一端固定连接于所述连接柱的第二端,各所述条形凹槽形成于所述成型柱的外侧面。
7.根据权利要求6所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,各所述条形凹槽延伸至所述成型柱的两端面。
8.根据权利要求6所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,所述连接柱凸出设置于所述成型柱的外侧面,所述连接柱与所述成型柱为一体成型结构。
9.根据权利要求1所述的具有改善压铸件表面质量的拉丝纹结构,其特征在于,所述具有改善压铸件表面质量的拉丝纹结构还包括多个抽芯机构,多个所述抽芯机构安装于所述定模座,多个所述抽芯机构沿所述成型镶件的周向环绕设置,以使多个所述抽芯机构与所述成型镶件共同形成铸件成型槽。
10.一种压铸模具,其特征在于,包括权利要求1至9中任一项所述的具有改善压铸件表面质量的拉丝纹结构。
技术总结
本申请提供一种具有改善压铸件表面质量的拉丝纹结构及压铸模具。上述的具有改善压铸件表面质量的拉丝纹结构包括定模座及定模仁,定模仁包括固定镶件以及成型镶件,定模仁嵌置在定模座内,成型镶件的一端固定连接于固定镶件的一侧面,成型镶件的外侧面形成有多个间隔设置的条形凹槽,以在成型镶件的表面形成多个间隔设置的条形齿条;多个条形凹槽沿成型镶件的周向环绕设置,各条形凹槽的延伸方向与成型镶件的轴向平行,各条形凹槽延伸至成型镶件背离固定镶件的一端面;各条形凹槽的宽度为0.1毫米,各条形凹槽的深度为0.02毫米至0.05毫米,相邻两个条形凹槽之间的间距为0.2毫米。如此,改善了压铸件的表面质量,提高了压铸件的使用性能。
技术研发人员:张远杰
受保护的技术使用者:东莞鸿图精密压铸有限公司
技术研发日:20230717
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!