一种节气门轴磨边定位工装的制作方法
本技术涉及汽车零部件领域,特别涉及一种节气门轴磨边定位工装。
背景技术:
1、节气门是控制空气进入发动机的一道可控阀门,气体进入进气管后会和汽油混合变成可燃混合气,从而燃烧形成做功。它上接空气滤清器,下接发动机缸体,被称为是汽车发动机的咽喉。车子加速是否灵活,与节气门的脏污有很大的关系,节气门清洁可以减轻油耗更可以使发动机灵活而有劲。节气门中设置有可转动的节气门轴。节气门轴在进行加工时需要开设长槽,轴上的长键槽的加工精度是控制节气门空气流量的大小的关键因素,会直接影响发动机转速的控制,因而对节气门轴加工需要更加的精细从而确保后续投入使用工作的高效能。
2、但是,在开槽中由于机器震动等会产生毛刺,对长键槽的精确度产生影响,在开槽后需要再进行磨边加工,提高节气门轴的精细度。现有技术中,只能对单个待加工件定位加工,效率较低,此外在加工时如果待加工件只进行单向定位,容易因为机器的震动导致待加工件出现脱落的情况,最后加工件精确度下降。因此,本领域技术人员提供了一种节气门轴磨边定位工装,在定位工装上可以进行多个待加工件的定位,采用前推和下压的方式固定待加工件,防止在加工时因震动脱落,增加稳固性,提高了生产效率,保证了节气门轴的精细度。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型的目的是提供一种节气门轴磨边定位工装,用以解决现有技术中待加工件只能单个夹持加工,效率较低,在加工时因为机器的震动导致待加工件出现脱落的情况的问题。
3、(二)
技术实现要素:
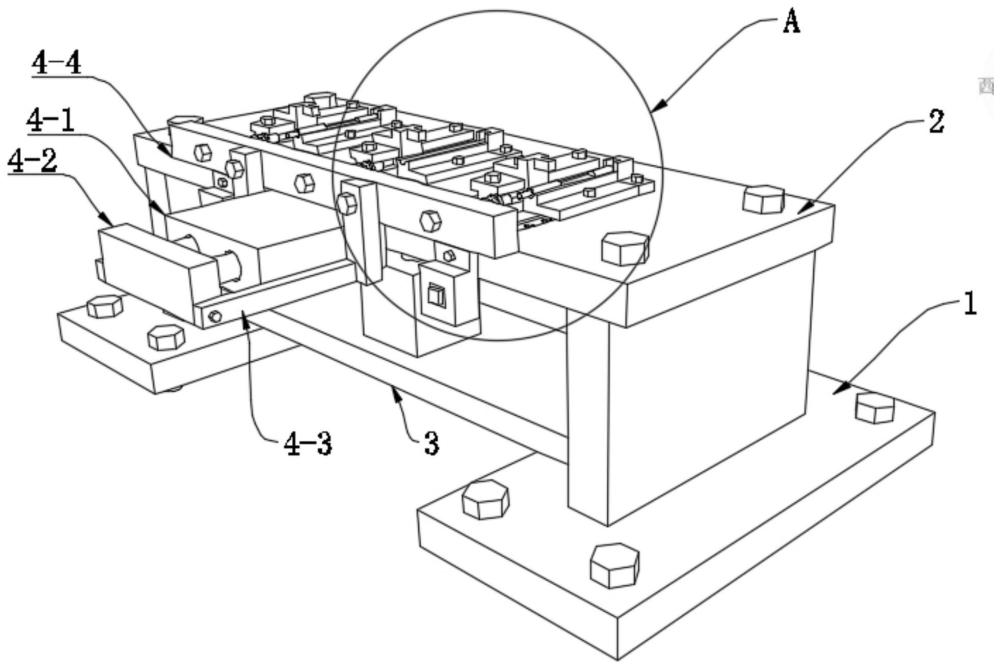
4、为了解决上述技术问题,本实用新型提供如下技术方案:一种节气门轴磨边定位工装,包括底座、桌板和底板,所述底座与桌板通过螺栓固定,所述底座与底板通过螺栓固定,所述桌板前侧面设有推拉装置,所述推拉装置包括第一气缸,所述第一气缸固定在桌板的前侧面,所述第一气缸活塞轴的伸缩端向后侧固定有推拉块,所述推拉块侧边与推拉臂通过螺栓连接,所述推拉臂与推拉横杆通过螺栓连接,所述推拉横杆上设有多个弹簧顶料杆;所述底板上设有升降装置,所述升降装置包括第二气缸,所述第二气缸固定在底板上,所述第二气缸活塞轴的伸缩端向上固定有升降支撑杆,所述升降支撑杆上设有多个轨道限位块、并通过螺栓连接,所述轨道限位块与压料块可拆卸安装,所述压料块与待加工件接触的一侧粘贴有橡胶块。
5、优选的,所述轨道限位块形状呈“工”字形长条块,所述轨道限位块与压料块卡合安装、并通过螺栓定位。
6、优选的,所述桌板上设有多个镂空凹槽,并与轨道限位块配合使用,所述轨道限位块侧边设有夹料块,所述夹料块下方设有螺纹定位槽、并通过螺栓定位。
7、优选的,所述夹料块的后端设有顶料块,所述顶料块通过螺栓固定在桌板上。
8、优选的,所述弹簧顶料杆包括顶料螺栓,所述顶料螺栓与推拉横杆螺纹连接、穿出推拉横杆的部分向后一侧设有弹簧、顶料杆帽;装配时,与待加工件前端顶触。
9、优选的,所述弹簧顶料杆与待加工件处于同一水平轴,装配时,所述待加工件位于夹料块的凹槽上,所述待加工件的端部顶撑在顶料块上,所述顶料块上设有限位槽。
10、优选的,所述桌板侧面设有第一控制开关和第二控制开关,并通过螺栓固定,所述第一控制开关与第一气缸电性连接,所述第二控制开关与第二气缸电性连接。
11、优选的,所述第一气缸和第二气缸为单向气缸。
12、(三)有益效果
13、本实用新型提供的一种节气门轴磨边定位工装,将待加工件放置在夹料块的凹槽上,推进待加工件将其一端与顶料块上的限位槽卡合,再通过第一气缸的推进下带动推拉横杆上的弹簧顶料杆顶撑住待加工件,限制了待加工的前后移动;在通过第二气缸的收缩下带动轨道限位块上的压料块向下压合待加工件,限制了待加工件的上下移动;在压料块上粘贴橡胶块增加了与待加工件之间的摩擦,防止加工件与压料块之间发生刮擦;在定位工装上可以进行多个待加工件的定位安装,采用前推和压合的方式固定待加工件,防止在加工时因为机器的震动导致待加工件出现脱落的情况的问题,增加稳固性,提高了生产效率,保证了节气门轴的精细度。
技术特征:
1.一种节气门轴磨边定位工装,包括底座(1)、桌板(2)和底板(3),所述底座(1)与桌板(2)通过螺栓固定,所述底座(1)与底板(3)通过螺栓固定,其特征在于:所述桌板(2)前侧面设有推拉装置(4),所述推拉装置(4)包括第一气缸(4-1),所述第一气缸(4-1)固定在桌板(2)的前侧面,所述第一气缸(4-1)活塞轴的伸缩端向后侧固定有推拉块(4-2),所述推拉块(4-2)侧边与推拉臂(4-3)通过螺栓连接,所述推拉臂(4-3)与推拉横杆(4-4)通过螺栓连接,所述推拉横杆(4-4)上设有多个弹簧顶料杆(4-5);所述底板(3)上设有升降装置(5),所述升降装置(5)包括第二气缸(5-1),所述第二气缸(5-1)固定在底板(3)上,所述第二气缸(5-1)活塞轴的伸缩端向上固定有升降支撑杆(5-2),所述升降支撑杆(5-2)上设有多个轨道限位块(5-3)、并通过螺栓连接,所述轨道限位块(5-3)与压料块(5-4)可拆卸连接,所述压料块(5-4)与待加工件(8)接触的一侧粘贴有橡胶块(5-5)。
2.根据权利要求1所述的一种节气门轴磨边定位工装,其特征在于:所述轨道限位块(5-3)形状呈“工”字形长条块,所述轨道限位块(5-3)与压料块(5-4)卡合安装、并通过螺栓定位。
3.根据权利要求2所述的一种节气门轴磨边定位工装,其特征在于:所述桌板(2)上设有多个镂空凹槽,并与轨道限位块(5-3)配合使用,所述轨道限位块(5-3)侧边设有夹料块(7),所述夹料块(7)下方设有螺纹定位槽(2-1)、并通过螺栓定位。
4.根据权利要求3所述的一种节气门轴磨边定位工装,其特征在于:所述夹料块(7)的后端设有顶料块(6),所述顶料块(6)通过螺栓固定在桌板(2)上。
5.根据权利要求4所述的一种节气门轴磨边定位工装,其特征在于:所述弹簧顶料杆(4-5)包括顶料螺栓(4-51),所述顶料螺栓(4-51)与推拉横杆(4-4)螺纹连接、穿出推拉横杆(4-4)的部分向后一侧设有弹簧(4-52)、顶料杆帽(4-53);装配时,与待加工件(8)前端顶触。
6.根据权利要求5所述的一种节气门轴磨边定位工装,其特征在于:所述弹簧顶料杆(4-5)与待加工件(8)处于同一水平轴,装配时,所述待加工件(8)位于夹料块(7)的凹槽上,所述待加工件(8)的端部顶撑在顶料块(6)上,所述顶料块(6)上设有限位槽。
7.根据权利要求1所述的一种节气门轴磨边定位工装,其特征在于:所述桌板(2)侧面设有第一控制开关(9)和第二控制开关(10),并通过螺栓固定,所述第一控制开关(9)与第一气缸(4-1)电性连接,所述第二控制开关(10)与第二气缸(5-1)电性连接。
8.根据权利要求1所述的一种节气门轴磨边定位工装,其特征在于:所述第一气缸(4-1)和第二气缸(5-1)为单向气缸。
技术总结
本技术公开了一种节气门轴磨边定位工装,包括底座、桌板和底板,桌板前侧面设有推拉装置,推拉装置包括第一气缸,第一气缸固定在桌板的前侧面,第一气缸活塞轴的伸缩端向后侧固定有推拉块,推拉块侧边与推拉臂通过螺栓连接,推拉臂与推拉横杆通过螺栓连接,推拉横杆上设有多个弹簧顶料杆;底板上设有升降装置,升降装置包括第二气缸,第二气缸固定在底板上,第二气缸活塞轴的伸缩端向上固定有升降支撑杆,升降支撑杆上设有多个限位轨道块、并通过螺栓连接,限位轨道块与压料块可拆卸连接。本技术在定位工装上可以进行多个待加工件的定位,采用前推和下压的方式固定待加工件,防止在加工时因震动脱落,增加稳固性。
技术研发人员:柳英国,赖德胜,王德光
受保护的技术使用者:福鼎市中盛机车部件有限公司
技术研发日:20230728
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!