一种镜腿批量打磨用夹具的制作方法
【】本申请属于眼镜加工,具体涉及一种镜腿批量打磨用夹具。
背景技术
0、
背景技术:
1、眼镜是现代生活中常见的视力矫正工具,而镜腿是眼镜的一个重要组成部分,在眼镜制造过程中,通常需要将镜腿精确地安装在镜架上,以确保最终眼镜产品的质量和舒适度。通常情况下,眼镜镜腿需要进行打磨以达到一定的形状和尺寸要求,传统的眼镜桩头打磨过程通常只能同时处理一个眼镜桩头,效率较低,需要经验丰富的技术人员进行单个眼镜镜腿的打磨,这种手工操作存在一定的不确定性,可能导致打磨程度不一致,尤其是在大规模生产中。
技术实现思路
0、
技术实现要素:
1、为了解决现有技术中对单个眼镜镜腿的打磨过程中存在各个眼镜镜腿打磨程度不一致且效率低的问题,本申请提供了一种镜腿批量打磨用夹具。
2、本申请是通过以下技术方案实现的:
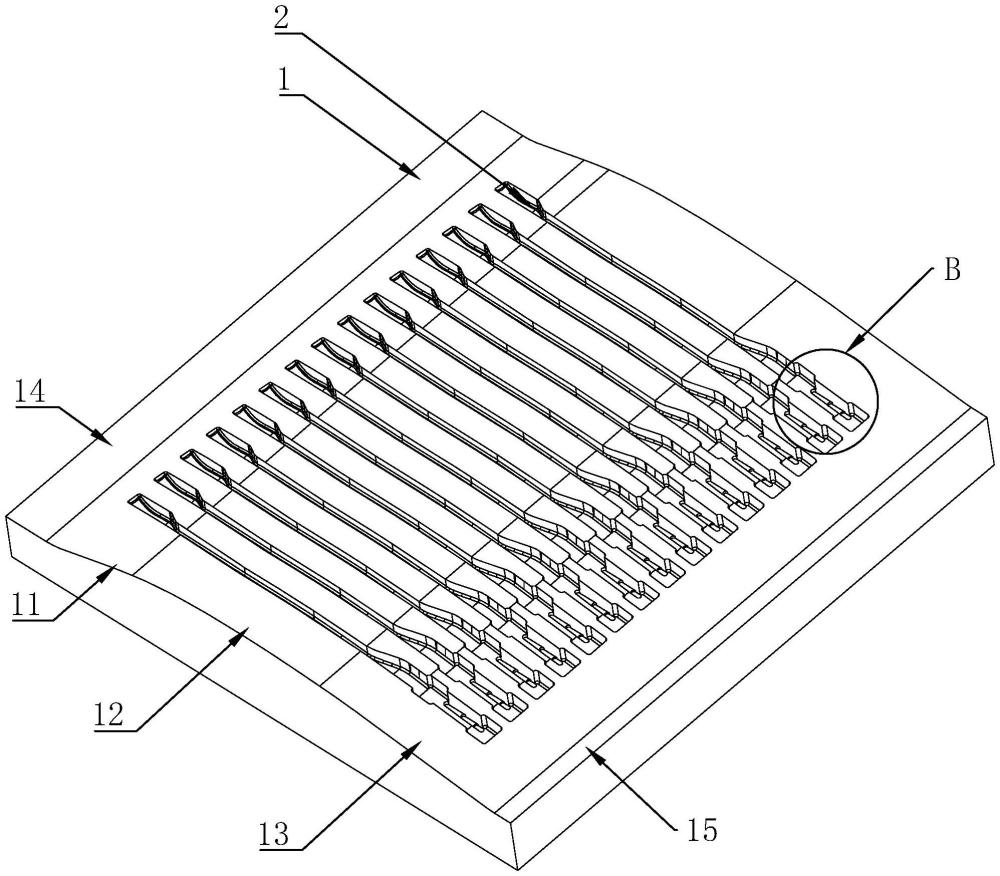
3、一种镜腿批量打磨用夹具,包括磨台,设于所述磨台上并供眼镜镜腿放置的十五个限位槽,外围磨台包括依次设置的第一打磨曲面、第二打磨曲面以及第三打磨曲面,所述限位槽的开口沿所述第一打磨曲面、所述第二打磨曲面以及所述第三打磨曲面设置。
4、如上所述的一种镜腿批量打磨用夹具,所述磨台还包括与所述第一打磨曲面一端连接的第一缓冲平面以及与所述第三打磨曲面一端连接的第二缓冲平面。
5、如上所述的一种镜腿批量打磨用夹具,所述第一打磨曲面与第一缓冲平面相交的夹角为α,所述第三打磨曲面与第二缓冲平面相交的夹角为β,其中,α>β。
6、如上所述的一种镜腿批量打磨用夹具,所述第一缓冲平面的长度为l,所述第二缓冲平面的长度为s,其中,l>s。
7、如上所述的一种镜腿批量打磨用夹具,所述限位槽位于所述第三打磨曲面一侧设有第一凹槽,所述第一凹槽分别设于所述限位槽的左右两端,所述第一凹槽向下延伸至所述限位槽底部。
8、如上所述的一种镜腿批量打磨用夹具,还包括与所述第一凹槽间隔设置的第二凹槽,所述限位槽内还设有沟槽,所述沟槽位于所述第一凹槽与所述第二凹槽之间。
9、如上所述的一种镜腿批量打磨用夹具,所述沟槽内设有第一台阶以及第二台阶,所述第一台阶的前端与所述第二台阶的末端连接。
10、如上所述的一种镜腿批量打磨用夹具,所述沟槽往依次经过所述第一台阶以及所述第二台阶的方向向下倾斜。
11、如上所述的一种镜腿批量打磨用夹具,所述第一台阶的长度d小于所述第二台阶的长度d。
12、与现有技术相比,本申请有如下优点:
13、本申请的一种镜腿批量打磨用夹具,通过设置限位槽供眼镜镜腿定位放置,防止其在打磨过程中发生移动或偏离,限位槽的开口沿第一打磨曲面、第二打磨曲面以及第三打磨曲面设置,使得打磨后的眼镜镜腿上表面与限位槽的开口能够完全重合,从而保证了打磨结果的准确性和一致性,提高了打磨效率。
技术特征:
1.一种镜腿批量打磨用夹具,其特征在于,包括磨台(1),设于所述磨台(1)上并供眼镜镜腿放置的十五个限位槽(2),所述磨台(1)包括依次设置的第一打磨曲面(11)、第二打磨曲面(12)以及第三打磨曲面(13),所述限位槽(2)的开口沿所述第一打磨曲面(11)、所述第二打磨曲面(12)以及所述第三打磨曲面(13)设置。
2.根据权利要求1所述的一种镜腿批量打磨用夹具,其特征在于,所述磨台(1)还包括与所述第一打磨曲面(11)一端连接的第一缓冲平面(14)以及与所述第三打磨曲面(13)一端连接的第二缓冲平面(15)。
3.根据权利要求1所述的一种镜腿批量打磨用夹具,其特征在于,所述第一打磨曲面(11)与第一缓冲平面(14)相交的夹角为α,所述第三打磨曲面(13)与第二缓冲平面(15)相交的夹角为β,其中,α>β。
4.根据权利要求3所述的一种镜腿批量打磨用夹具,其特征在于,所述第一缓冲平面(14)的长度为l,所述第二缓冲平面(15)的长度为s,其中,l>s。
5.根据权利要求1所述的一种镜腿批量打磨用夹具,其特征在于,所述限位槽(2)位于所述第三打磨曲面(13)一侧设有第一凹槽(21),所述第一凹槽(21)分别设于所述限位槽(2)的左右两端,所述第一凹槽(21)向下延伸至所述限位槽(2)底部。
6.根据权利要求5所述的一种镜腿批量打磨用夹具,其特征在于,还包括与所述第一凹槽(21)间隔设置的第二凹槽(22),所述限位槽(2)内还设有沟槽(23),所述沟槽(23)位于所述第一凹槽(21)与所述第二凹槽(22)之间。
7.根据权利要求6所述的一种镜腿批量打磨用夹具,其特征在于,所述沟槽(23)内设有第一台阶(231)以及第二台阶(232),所述第一台阶(231)的前端与所述第二台阶(232)的末端连接。
8.根据权利要求7所述的一种镜腿批量打磨用夹具,其特征在于,所述沟槽(23)往依次经过所述第一台阶(231)以及所述第二台阶(232)的方向向下倾斜。
9.根据权利要求7所述的一种镜腿批量打磨用夹具,其特征在于,所述第一台阶(231)的长度d小于所述第二台阶(232)的长度d。
技术总结
本技术属于眼镜加工技术领域,具体涉及一种镜腿批量打磨用夹具,包括磨台,设于所述磨台上并供眼镜镜腿放置的十五个限位槽,所述磨台包括依次设置的第一打磨曲面、第二打磨曲面以及第三打磨曲面,所述限位槽的开口沿所述第一打磨曲面、所述第二打磨曲面以及所述第三打磨曲面设置。本申请的一种镜腿批量打磨用夹具,通过设置限位槽供眼镜镜腿定位放置,防止其在打磨过程中发生移动或偏离,限位槽的开口沿第一打磨曲面、第二打磨曲面以及第三打磨曲面设置,使得打磨后的眼镜镜腿上表面与限位槽的开口能够完全重合,从而保证了打磨结果的准确性和一致性,提高了打磨效率。
技术研发人员:陈新栋,陈新川
受保护的技术使用者:广东井泰科技有限公司
技术研发日:20230811
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!