一种转炉下料口的制作方法
本申请涉及下料设备的,尤其是涉及一种转炉下料口。
背景技术:
1、转炉下料口是在炼钢过程中向汽化冷却烟道内添加辅助原料的通道结构,一般在汽化冷却烟道上安装有两个。
2、由于落入下料口的物料硬度较大,对下料口的耐磨强度、耐冲击强度均有较高的要求,所以现有技术中多有采用布置铸造耐磨衬套的方式,以保证耐磨强度,当物料碰撞耐磨衬套以后轨迹发生变化,以滑行的形式向下移动,此时物料的冲击力已得到大幅度削减。
3、若在下料口内满布耐磨衬套的话,造价成本较高,且无其他附加效果,若满布耐磨块的话,造价成本虽然降低了,但强度不够,下料口使用寿命大大降低。那么如何在保证下料口耐磨强度、耐冲击强度的同时兼顾较低的造价成本,是行业内亟待解决的问题。
技术实现思路
1、为了在保证下料口耐磨强度、耐冲击强度的同时兼顾较低的造价成本,本申请提供一种转炉下料口。
2、本申请提供的一种转炉下料口采用如下的技术方案:
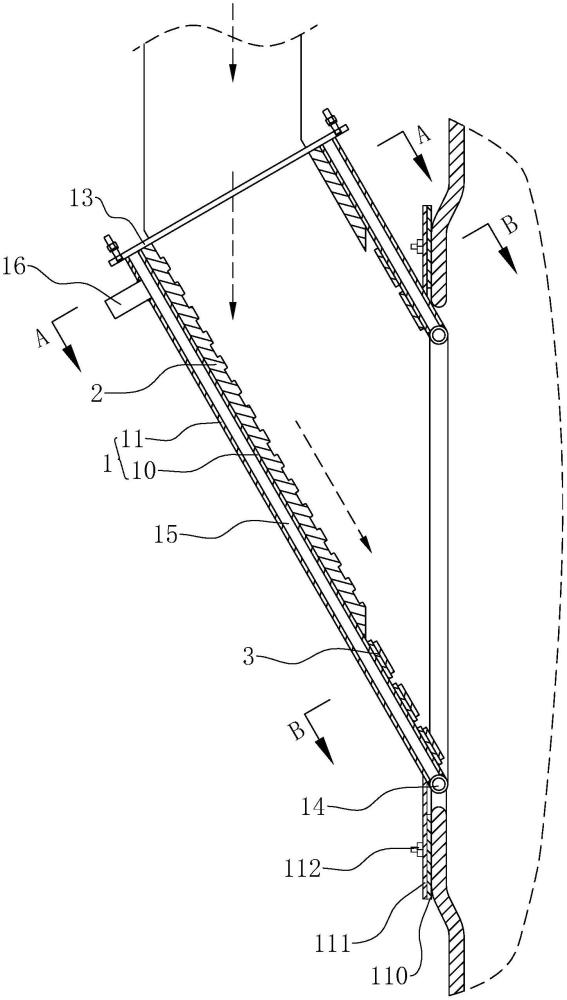
3、一种转炉下料口,包括倾斜设置的筒体,所述筒体底端安装于汽化冷却烟道上,所述筒体内壁上设置有用于承接物料下落冲击的耐磨衬套,所述筒体内壁上还布设有位于耐磨衬套与汽化冷却烟道之间的耐磨块。
4、通过采用上述技术方案,物料首先冲击高强度、高造价的耐磨衬套,待冲击力减小后再冲击低强度、低造价的耐磨块,采用耐磨衬套与耐磨块相结合的形式,具有保护下料口和降低造价成本的双重优势。
5、可选的,所述耐磨衬套上沿物料的下滑方向设置有凸棱。
6、通过采用上述技术方案,凸棱可以减少物料下降时的势能,从而提升下料口的使用寿命。
7、可选的,所述凸棱上开设有伸缩缝。
8、通过采用上述技术方案,伸缩缝作为凸棱受热膨胀的活动区域,保证了凸棱的结构强度不被破坏。
9、可选的,所述耐磨块设置为多层。
10、通过采用上述技术方案,多层耐磨块提升了整体的耐磨强度。
11、可选的,所述筒体侧壁内设置有供冷却水流通的冷却通道。
12、通过采用上述技术方案,向冷却通道内通入冷却水,可有效降低下料口的温度,进而提升下料口的使用寿命。
13、可选的,所述筒体包括内筒体、外筒体和隔板,所述冷却通道由所述隔板分隔而成,所述内筒体和外筒体的底端密封固接有下联管,所述下联管与冷却通道共同形成冷却水的循环路径。
14、通过采用上述技术方案,冷却水循环流动,全面覆盖筒体范围,提升热置换效果。
15、可选的,所述下联管上设置有用于与物料接触的钢筋条。
16、通过采用上述技术方案,物料下滑时与钢筋条接触,避免物料直接接触下联管,对下联管造成损伤。
17、可选的,所述汽化冷却烟道上固接有安装板一,所述筒体底端固接有安装板二,所述安装板一与安装板二通过螺栓连接。
18、通过采用上述技术方案,便于下料口的安装和拆卸。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.物料首先冲击高强度、高造价的耐磨衬套,待冲击力减小后再冲击低强度、低造价的耐磨块,采用耐磨衬套与耐磨块相结合的形式,具有保护下料口和降低造价成本的双重优势;
21、2.凸棱可以减少物料下降时的势能,从而提升下料口的使用寿命;
22、3.伸缩缝作为凸棱受热膨胀的活动区域,保证了凸棱的结构强度不被破坏。
技术特征:
1.一种转炉下料口,其特征在于:包括倾斜设置的筒体(1),所述筒体(1)底端安装于汽化冷却烟道上,所述筒体(1)内壁上设置有用于承接物料下落冲击的耐磨衬套(2),所述筒体(1)内壁上还布设有位于耐磨衬套(2)与汽化冷却烟道之间的耐磨块(3)。
2.根据权利要求1所述的转炉下料口,其特征在于:所述耐磨衬套(2)上沿物料的下滑方向设置有凸棱(20)。
3.根据权利要求2所述的转炉下料口,其特征在于:所述凸棱(20)上开设有伸缩缝(21)。
4.根据权利要求1所述的转炉下料口,其特征在于:所述耐磨块(3)设置为多层。
5.根据权利要求1所述的转炉下料口,其特征在于:所述筒体(1)侧壁内设置有供冷却水流通的冷却通道(15)。
6.根据权利要求5所述的转炉下料口,其特征在于:所述筒体(1)包括内筒体(10)、外筒体(11)和隔板(12),所述冷却通道(15)由所述隔板(12)分隔而成,所述内筒体(10)和外筒体(11)的底端密封固接有下联管(14),所述下联管(14)与冷却通道(15)共同形成冷却水的循环路径。
7.根据权利要求6所述的转炉下料口,其特征在于:所述下联管(14)上设置有用于与物料接触的钢筋条(4)。
8.根据权利要求1所述的转炉下料口,其特征在于:所述汽化冷却烟道上固接有安装板一(110),所述筒体(1)底端固接有安装板二(111),所述安装板一(110)与安装板二(111)通过螺栓(112)连接。
技术总结
本申请涉及转炉汽化冷却烟道的技术领域,尤其是涉及一种转炉下料口,其包括倾斜设置的筒体,所述筒体底端安装于汽化冷却烟道上,所述筒体内壁上设置有用于承接物料下落冲击的耐磨衬套,所述筒体内壁上还布设有位于耐磨衬套与汽化冷却烟道之间的耐磨块。本申请具有在保证下料口耐磨强度、耐冲击强度的同时兼顾较低的造价成本的效果。
技术研发人员:孟建龙,张立志,李硕岩
受保护的技术使用者:唐山市三川钢铁机械制造有限公司
技术研发日:20230812
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!