基于金属铸造的自动化加砂装置的制作方法
本技术涉及金属铸造,具体为基于金属铸造的自动化加砂装置。
背景技术:
1、金属铸造种类造型方法习惯上分为:普通砂型铸造和特种铸造,砂型铸造指在砂型中生产铸件的铸造方法,以型砂和芯砂为造型材料制成铸型,液态金属在重力下充填铸型来生产铸件的铸造方法,由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
2、现有的砂型铸造在铸造模型时,由于铸造砂的大小不一致导致在加砂过程中加砂装置易堵塞并且较难清理,同时由于加砂装置运动的原因导致铸造砂下落速度不同,时快时慢导致装置周围灰尘较多,对工作人员以及铸件有较大影响。
3、如中国专利cn218891160u所公开的基于金属铸造的自动化加砂装置,通过过滤板圆台型的设置以及配合挡板机构和孔,使不符合标准的铸造砂汇集于过滤板的底端,同时在移动过程中自动清洁下落,提高了装置清洁的效率,实现了不标准砂自动化清洁,减少装置运转过程中堵塞情况,极大地提高了装置自动加沙的效率,通过螺旋板结构配合盒体底端过滤孔以及底座的配合,使铸造砂在下落过程中匀速下落,配合底座设计,避免铸造砂快速下落导致灰尘四溅,影响使用人员操作,同时多层的过滤装置,使铸造砂更符合铸件模型标准,提高模型铸造的成功率。
4、但是该装置在使用过程中由于砂潮湿会粘附成块,影响过滤板筛分效率,从而影响加砂效率。
5、为此我们亟需提供基于金属铸造的自动化加砂装置。
技术实现思路
1、本实用新型的目的在于提供基于金属铸造的自动化加砂装置,以解决上述背景技术中提出的在使用过程中由于砂潮湿会粘附成块,影响过滤板筛分效率,从而影响加砂效率问题。
2、为实现上述目的,本实用新型提供如下技术方案:基于金属铸造的自动化加砂装置,包括盒体、进砂口、出砂口和盒盖,所述盒盖安装于盒体顶部,所述进砂口固定安装于盒盖顶部左侧,所述出砂口固定安装于盒体右侧下端,所述盒体内部设置有加砂装置。
3、所述加砂装置包括打散单元、导料单元、除尘单元和压实单元,所述打散单元设置于盒体内部上端,所述导料单元设置于盒体内部下端,所述除尘单元设置于盒体右侧上端,所述压实单元设置于盒体底部。
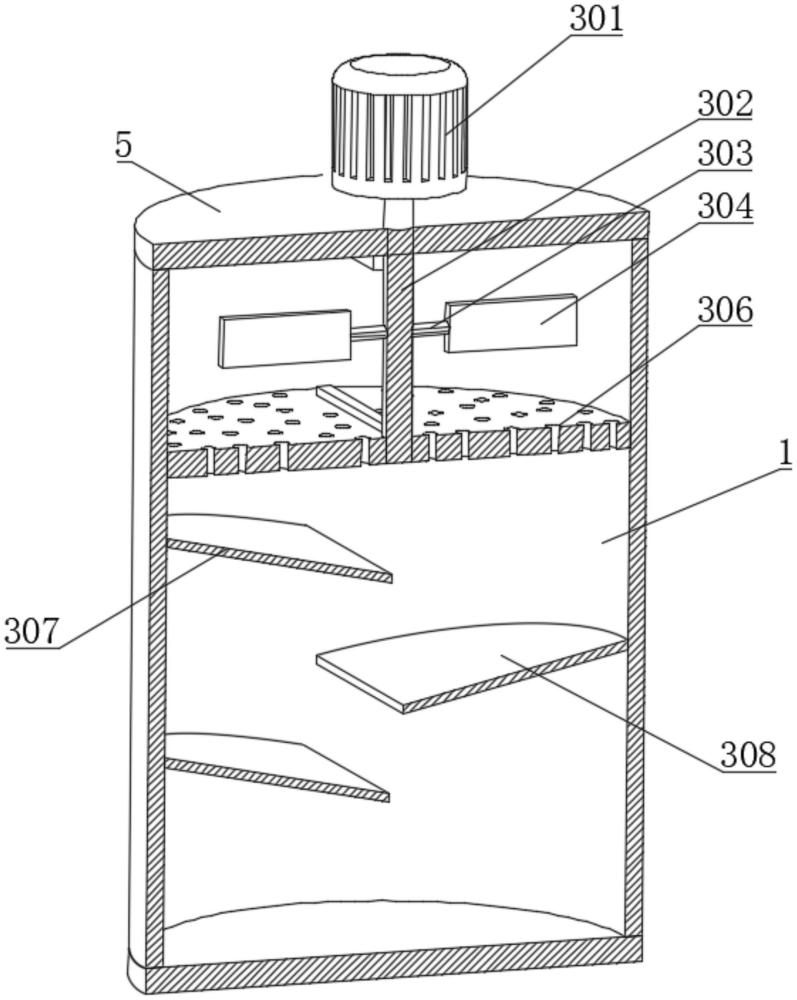
4、所述打散单元包括电机、连接轴、连接杆、拍板、刮板和过滤网,所述电机固定安装于盒体顶部中心,所述连接轴固定安装于电机的输出端,所述连接杆固定安装于连接轴外表面,所述拍板固定安装于连接杆远离连接轴的一端,所述刮板固定安装于连接轴底部,所述过滤网安装于盒体内部。
5、优选的,所述导料单元包括第一斜板和第二斜板,所述第一斜板固定安装于盒体内部左侧位于过滤网下方,所述第二斜板固定安装于盒体内部右侧。
6、优选的,所述除尘单元包括水箱、抽风机和抽风管,所述水箱安装于盒体右侧,所述抽风机安装于水箱顶部,所述抽风管连接于抽风机顶部。
7、优选的,所述压实单元包括底板、固定块、限位杆和电动推杆,所述底板设置于盒体下方,所述固定块固定安装于盒体下端前后两端,所述限位杆固定安装于底板顶部前后两端,所述电动推杆安装于底板顶部中心。
8、优选的,所述过滤网位于打散单元下方,所述刮板底部与过滤网上表面接触,通过刮板将加入的砂拨匀,使其均匀分布在过滤网上表面,避免局部堆积,影响筛分效率。
9、优选的,所述限位杆贯穿固定块内部,所述电动推杆顶部与盒体底部固定连接,通过电动推杆推动盒体沿着限位杆上下移动,使盒体内的铸造砂密实。
10、优选的,所述第一斜板与第二斜板交错分布在盒体内部左右两侧,使筛分后的符合标准的铸造砂沿着第一斜板与第二斜板到达盒体底部,避免铸造砂快速下落产生大量灰尘。
11、与现有技术相比,本实用新型的有益效果是:
12、1.该基于金属铸造的自动化加砂装置,通过设置打散单元,在铸造砂由进砂口加入盒体内时,通过电机带动连接轴转动,使连接杆带动拍板转动将成块的铸造砂打散,并通过刮板将打散后的铸造砂拨匀,使其均匀分布在过滤网上表面,避免局部堆积,提高铸造砂自动打散筛分效率,进而提高自动化加砂效率,解决了背景技术中提出的在使用过程中由于砂潮湿会粘附成块,影响过滤板筛分效率,从而影响加砂效率问题。
13、2.该基于金属铸造的自动化加砂装置,通过设置除尘单元由抽风机将盒体内铸造砂下落时产生的灰尘沿着抽风管抽入水箱内,防止灰尘附着在铸造砂表面,从而提高铸造砂的质量。
技术特征:
1.基于金属铸造的自动化加砂装置,包括盒体(1)、进砂口(2)、出砂口(4)和盒盖(5),所述盒盖(5)安装于盒体(1)顶部,所述进砂口(2)固定安装于盒盖(5)顶部左侧,所述出砂口(4)固定安装于盒体(1)右侧下端,其特征在于:所述盒体(1)内部设置有加砂装置;
2.根据权利要求1所述的基于金属铸造的自动化加砂装置,其特征在于:所述导料单元包括第一斜板(307)和第二斜板(308),所述第一斜板(307)固定安装于盒体(1)内部左侧位于过滤网(306)下方,所述第二斜板(308)固定安装于盒体(1)内部右侧。
3.根据权利要求1所述的基于金属铸造的自动化加砂装置,其特征在于:所述除尘单元包括水箱(309)、抽风机(310)和抽风管(311),所述水箱(309)安装于盒体(1)右侧,所述抽风机(310)安装于水箱(309)顶部,所述抽风管(311)连接于抽风机(310)顶部。
4.根据权利要求1所述的基于金属铸造的自动化加砂装置,其特征在于:所述压实单元包括底板(312)、固定块(313)、限位杆(314)和电动推杆(315),所述底板(312)设置于盒体(1)下方,所述固定块(313)固定安装于盒体(1)下端前后两端,所述限位杆(314)固定安装于底板(312)顶部前后两端,所述电动推杆(315)安装于底板(312)顶部中心。
5.根据权利要求1所述的基于金属铸造的自动化加砂装置,其特征在于:所述过滤网(306)位于打散单元下方,所述刮板(305)底部与过滤网(306)上表面接触。
6.根据权利要求4所述的基于金属铸造的自动化加砂装置,其特征在于:所述限位杆(314)贯穿固定块(313)内部,所述电动推杆(315)顶部与盒体(1)底部固定连接。
7.根据权利要求2所述的基于金属铸造的自动化加砂装置,其特征在于:所述第一斜板(307)与第二斜板(308)交错分布在盒体(1)内部左右两侧。
技术总结
本技术属于金属铸造技术领域,尤其涉及基于金属铸造的自动化加砂装置,包括盒体、进砂口、出砂口和盒盖,所述盒盖安装于盒体顶部,所述盒体内部设置有加砂装置,述加砂装置包括打散单元、导料单元、除尘单元和压实单元。该基于金属铸造的自动化加砂装置,通过设置打散单元,在铸造砂由进砂口加入盒体内时,通过电机带动连接轴转动,使连接杆带动拍板转动将成块的铸造砂打散,并通过刮板将打散后的铸造砂拨匀,使其均匀分布在过滤网上表面,避免局部堆积,提高铸造砂自动打散筛分效率,进而提高自动化加砂效率,解决了背景技术中提出的在使用过程中由于砂潮湿会粘附成块,影响过滤板筛分效率,从而影响加砂效率问题。
技术研发人员:陈琴
受保护的技术使用者:湖南宇翔牵引电气有限公司
技术研发日:20230810
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!