铸造件浇筑避渣浇筑道的制作方法
本技术属于铸件加工,具体涉及一种铸造件浇筑避渣浇筑道。
背景技术:
1、压铸模具的浇道系统是金属液从压射室流到型腔的分流通道。浇道系统的好坏,对压铸件的质量和生产效益都有非常重要的影响。浇道结构需要根据产品的结构特性来综合布局,需要保证金属液在型腔内的流动平顺性,因此合理的浇注系统对于压铸件来说极其重要,既能降低现场工艺调试难度,也能保证产品质量、提高压铸产品的合格率,现有铸件模组在浇筑的时候需要通过浇筑道进行输送熔体;而目前的浇筑道均是直线型和浇筑口杯连接,熔体中存在的固体碎屑会直接通过直线型浇筑道直接进入铸件模组,从而影响浇筑件的产品合格率,因此需要对浇筑道进行优化。
技术实现思路
1、针对现有的技术方案存在的问题。本实用新型的目的在于提供一种铸造件浇筑避渣浇筑道。
2、为实现上述目的,本实用新型提供以下技术方案:
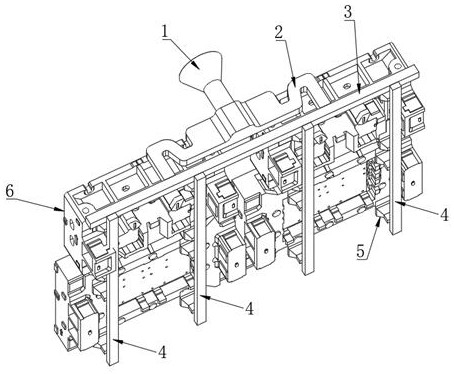
3、铸造件浇筑避渣浇筑道,包括浇筑口杯及铸件模组,所述浇筑口杯下方连接 “弓”字型避渣浇道,浇筑口杯连通在所述“弓”字型避渣浇道中央,“弓”字型避渣浇道两侧均具有s型弯道,“弓”字型避渣浇道两侧出口分别连通横置的主浇筑道,主浇筑道上等间距的连通支浇筑道,每个支浇筑道通过过滤器连通铸件模组。
4、进一步的,所述支浇筑道和主浇筑道之间垂直。
5、进一步的,浇筑口杯为漏斗形浇筑口杯。
6、进一步的,所述浇筑口杯下方和“弓”字型避渣浇道连通处形成一个收纳碎屑的空腔。
7、进一步的,所述空腔容积是“弓”字型避渣浇道容积的三倍。
8、进一步的,过滤器具有多个,每个支浇筑道上等间距布置四个,每个铸件模组连通两个过滤器。
9、进一步的,所述主浇筑道和支浇筑道均为方形筑道。
10、与现有技术相比,本实用新型的有益效果是:本新型通过浇筑口杯下方连接 “弓”字型避渣浇道,浇筑口杯下方和“弓”字型避渣浇道连通处形成一个收纳碎屑的空腔,“弓”字型避渣浇道很好的收集了浇筑熔体的固体碎屑,避免了碎屑流入铸件模组,提高了铸件的成品率。
技术特征:
1.铸造件浇筑避渣浇筑道,包括浇筑口杯(1)及铸件模组(6),其特征在于,所述浇筑口杯(1)下方连接 “弓”字型避渣浇道(2),浇筑口杯(1)连通在所述“弓”字型避渣浇道(2)中央,“弓”字型避渣浇道(2)两侧均具有s型弯道,“弓”字型避渣浇道(2)两侧出口分别连通横置的主浇筑道(3),主浇筑道(3)上等间距的连通支浇筑道(4),每个支浇筑道(4)通过过滤器(5)连通铸件模组(6)。
2.根据权利要求1所述的铸造件浇筑避渣浇筑道,其特征在于,所述支浇筑道(4)和主浇筑道(3)之间垂直。
3.根据权利要求1所述的铸造件浇筑避渣浇筑道,其特征在于,浇筑口杯(1)为漏斗形浇筑口杯。
4.根据权利要求1所述的铸造件浇筑避渣浇筑道,其特征在于,所述浇筑口杯(1)下方和“弓”字型避渣浇道(2)连通处形成一个收纳碎屑的空腔。
5.根据权利要求4所述的铸造件浇筑避渣浇筑道,其特征在于,所述空腔容积是“弓”字型避渣浇道(2)容积的三倍。
6.根据权利要求1所述的铸造件浇筑避渣浇筑道,其特征在于,过滤器(5)具有多个,每个支浇筑道(4)上等间距布置四个,每个铸件模组(6)连通两个过滤器(5)。
7.根据权利要求1所述的铸造件浇筑避渣浇筑道,其特征在于,所述主浇筑道(3)和支浇筑道(4)均为方形筑道。
技术总结
本技术提供一种铸造件浇筑避渣浇筑道,包括浇筑口杯及铸件模组,所述浇筑口杯下方连接“弓”字型避渣浇道,浇筑口杯连通在所述“弓”字型避渣浇道中央,“弓”字型避渣浇道两侧均具有S型弯道,“弓”字型避渣浇道两侧出口分别连通横置的主浇筑道,主浇筑道上等间距的连通支浇筑道,每个支浇筑道通过过滤器连通铸件模组。本新型通过浇筑口杯下方连接“弓”字型避渣浇道,浇筑口杯下方和“弓”字型避渣浇道连通处形成一个收纳碎屑的空腔,“弓”字型避渣浇道很好的收集了浇筑熔体的固体碎屑,避免了碎屑流入铸件模组,提高了铸件的成品率。
技术研发人员:范世刚,何涛,王俊,喻嘉伟,周文闯
受保护的技术使用者:合肥市顺达铸造有限公司
技术研发日:20230817
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!