一种氮气保护热处理一体化炉的制作方法
本技术涉及热处理。具体地说是一种氮气保护热处理一体化炉。
背景技术:
1、现有技术中用于热处理的真空炉的加热元件为石墨棒、钼丝或钼带,在工作过程中必须抽真空,对炉体的密闭性要求很高,冷却方式必须是油冷,使得整体设备造价昂贵、运行成本高昂。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于提供一种造价低廉、运行成本低的氮气保护热处理一体化炉。
2、为解决上述技术问题,本实用新型提供如下技术方案:
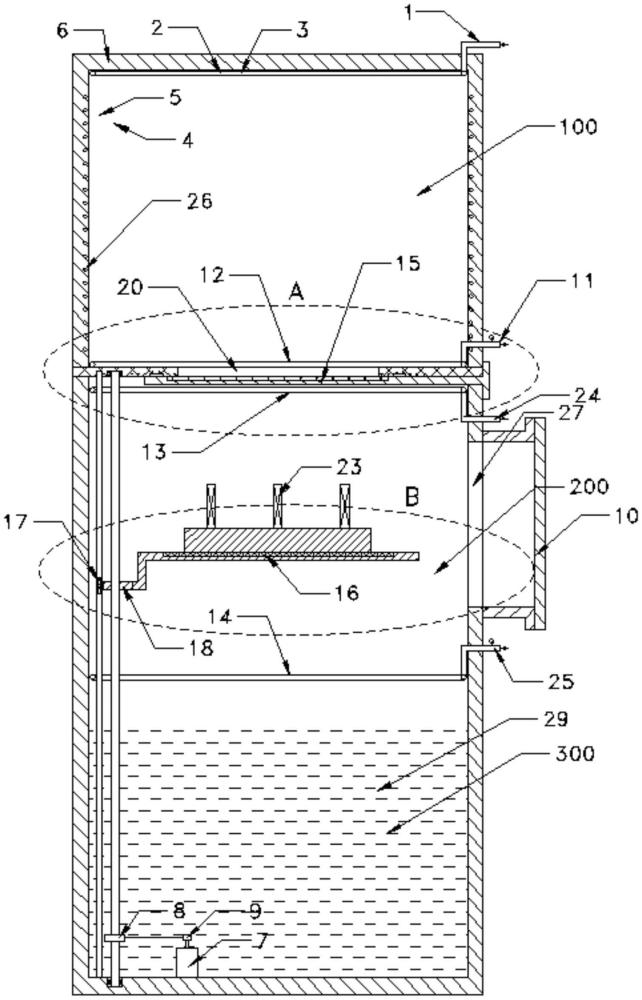
3、一种氮气保护热处理一体化炉,包括由上及下的加热段、过渡段、冷却段和工件往复输送机构,所述加热段的侧壁上埋设有加热元件,所述过渡段的侧壁上开设有工件取放口、所述工件取放口处安装有用于密封所述工件取放口的工件取放侧门,所述冷却段内盛有液态淬火介质,所述加热段与所述过渡段之间安装有隔热板,所述过渡段与所述冷却段之间连通;所述隔热板中心开设有工件进出口,所述隔热板的下方安装有用于封闭所述工件进出口的隔热推拉门;工件往复输送机构输送工件至所述加热段、所述过渡段或所述冷却段;所述加热段的上部安装有与加热段氮气进气管流体导通的加热段供气环,所述加热段的下部安装有与加热段排气管流体导通的加热段排气环,所述过渡段的上部安装有与过渡段氮气进气管流体导通的过渡段供气环,所述过渡段的下部安装有与过渡段排气管流体导通的过渡段排气环;所述加热段供气环、所述加热段排气环、所述过渡段供气环和所述过渡段排气环上分别开设有气孔。
4、上述氮气保护热处理一体化炉,所述工件往复输送机构包括工件放置架、驱动丝杠、导向轮、丝母和导向槽钢,所述导向轮的轮轴和所述丝母分别固定安装在所述工件放置架上,并且所述导向轮位于所述导向槽钢的导向槽内,所述驱动丝杠穿过所述丝母,所述驱动丝杠的上端安装在所述隔热板底面盲孔内的轴承上、所述驱动丝杠的下端安装在所述冷却段底壁盲孔内的轴承上,并且所述驱动丝杠位于所述冷却段的下部上安装有从动轮,所述从动轮与电机的主动轮驱动连接。
5、上述氮气保护热处理一体化炉,所述工件放置架包括工件放置板和工件放置台,所述工件放置板的上板面上镶嵌有隔热层,所述工件放置台位于所述隔热层上,所述隔热层的面积大于所述工件进出口的面积,所述工件放置台的高度大于或等于所述工件进出口的高度。
6、上述氮气保护热处理一体化炉,所述隔热板朝向所述隔热推拉门的底面上安装有环形密封圈,并且所述隔热板内部埋设有水冷盘管。
7、上述氮气保护热处理一体化炉,所述隔热推拉门的上表面上设置有滑轨,所述隔热板的下表面上开设有滑槽,所述滑轨位于所述滑槽内。
8、上述氮气保护热处理一体化炉,所述加热段排气管上和所述过渡段排气管上分别安装有氮气浓度检测仪。
9、本实用新型的技术方案取得了如下有益的技术效果:
10、1、在工件热处理过程中使用氮气进行保护,炉内为正压,对炉体的密闭性要求低,降低设备整体造价。
11、2、在冷却过程中也使用氮气进行保护,实现了全过程氮气保护,克服了现有的氮气保护炉在工件加热完毕后需要将工件取出置于空气中冷却而导致的氧化问题。
12、3、加热元件可以使用普通的电阻带,价格低廉。
13、4、可以使用水冷、油冷或pag冷却液进行冷却,冷却介质多样化。
14、5、相比真空加热炉,安全、环保且整套设备造价低30-40%。
技术特征:
1.一种氮气保护热处理一体化炉,其特征在于,包括由上及下的加热段(100)、过渡段(200)、冷却段(300)和工件往复输送机构,所述加热段(100)的侧壁上埋设有加热元件(26),所述过渡段(200)的侧壁上开设有工件取放口(27)、所述工件取放口(27)处安装有用于密封所述工件取放口(27)的工件取放侧门(10),所述冷却段(300)内盛有液态淬火介质(29),所述加热段(100)与所述过渡段(200)之间安装有隔热板(19),所述过渡段(200)与所述冷却段(300)之间连通;所述隔热板(19)中心开设有工件进出口(20),所述隔热板(19)的下方安装有用于封闭所述工件进出口(20)的隔热推拉门(15);工件往复输送机构输送工件至所述加热段(100)、所述过渡段(200)或所述冷却段(300);所述加热段(100)的上部安装有与加热段氮气进气管(1)流体导通的加热段供气环(2),所述加热段(100)的下部安装有与加热段排气管(11)流体导通的加热段排气环(12),所述过渡段(200)的上部安装有与过渡段氮气进气管(24)流体导通的过渡段供气环(13),所述过渡段(200)的下部安装有与过渡段排气管(25)流体导通的过渡段排气环(14);所述加热段供气环(2)、所述加热段排气环(12)、所述过渡段供气环(13)和所述过渡段排气环(14)上分别开设有气孔(3)。
2.根据权利要求1所述的一种氮气保护热处理一体化炉,其特征在于,所述工件往复输送机构包括工件放置架(16)、驱动丝杠(4)、导向轮(17)、丝母(18)和导向槽钢(5),所述导向轮(17)的轮轴和所述丝母(18)分别固定安装在所述工件放置架(16)上,并且所述导向轮(17)位于所述导向槽钢(5)的导向槽内,所述驱动丝杠(4)穿过所述丝母(18),所述驱动丝杠(4)的上端安装在所述隔热板(19)底面盲孔内的轴承(6)上、所述驱动丝杠(4)的下端安装在所述冷却段(300)底壁盲孔内的轴承(6)上,并且所述驱动丝杠(4)位于所述冷却段(300)的下部上安装有从动轮(8),所述从动轮(8)与电机(7)的主动轮(9)驱动连接。
3.根据权利要求2所述的一种氮气保护热处理一体化炉,其特征在于,所述工件放置架(16)包括工件放置板(161)和工件放置台(162),所述工件放置板(161)的上板面上镶嵌有隔热层(163),所述工件放置台(162)位于所述隔热层(163)上,所述隔热层(163)的面积大于所述工件进出口(20)的面积,所述工件放置台(162)的高度大于或等于所述工件进出口(20)的高度。
4.根据权利要求1所述的一种氮气保护热处理一体化炉,其特征在于,所述隔热板(19)朝向所述隔热推拉门(15)的底面上安装有环形密封圈(21),并且所述隔热板(19)内部埋设有水冷盘管(22)。
5.根据权利要求1所述的一种氮气保护热处理一体化炉,其特征在于,所述隔热推拉门(15)的上表面上设置有滑轨,所述隔热板(19)的下表面上开设有滑槽,所述滑轨位于所述滑槽内。
6.根据权利要求1所述的一种氮气保护热处理一体化炉,其特征在于,所述加热段排气管(11)上和所述过渡段排气管(25)上分别安装有氮气浓度检测仪(28)。
技术总结
本技术公开一种氮气保护热处理一体化炉,包括由上及下的加热段、过渡段、冷却段和工件往复输送机构,所述加热段的侧壁上埋设有加热元件,所述过渡段的侧壁上开设有工件取放口、所述工件取放口处安装有用于密封所述工件取放口的工件取放侧门,所述冷却段内盛有液态淬火介质,所述加热段与所述过渡段之间安装有隔热板,所述过渡段与所述冷却段之间连通;所述隔热板中心开设有工件进出口,所述隔热板的下方安装有用于封闭所述工件进出口的隔热推拉门;工件往复输送机构输送工件至所述加热段、所述过渡段或所述冷却段。在工件热处理及冷却过程中使用氮气进行保护,炉内为正压,对炉体的密闭性要求低,降低设备整体造价。
技术研发人员:王学军,王郡博,孙占蕊
受保护的技术使用者:北京龙祥正业机电设备有限公司
技术研发日:20230817
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!