一种大直径筒体环缝局部热处理工装的制作方法
本技术涉及热处理,具体是一种大直径筒体环缝局部热处理工装。
背景技术:
1、在进行碳含量高的碳钢、低合金钢、耐热钢,以及厚度较大的低碳钢焊接时,为了消除焊接残余应力、降低淬硬性、排除焊缝内的氢原子等,焊后都需要进行焊后热处理。
2、对于筒体环缝焊后热处理,通常可采用筒体进炉整体热处理或电阻加热片加热局部热处理。而对于大直径的筒体环缝,许多时候受限于热处理炉尺寸不够,或者筒体内部提前安装了内件,无法进炉热整体处理,只能采用电阻加热片局部热处理。环焊缝外侧包覆电阻加热片相对容易,加热片覆盖上焊缝表面,再覆盖一层保温棉,外侧用钢丝固定即可。而焊缝内表面包覆加热片相对比较困难,需采用工装托住加热片与保温棉,实际生产中筒体的直径大大小小不同,根据不同直径的筒体单独制作托板工装会造成严重的浪费。
技术实现思路
1、为解决上述现有技术的缺陷,本实用新型提供一种大直径筒体环缝局部热处理工装,本实用新型使筒体环缝热处理受热均匀,工装安装操作方便,并适用于多种直径的筒体。
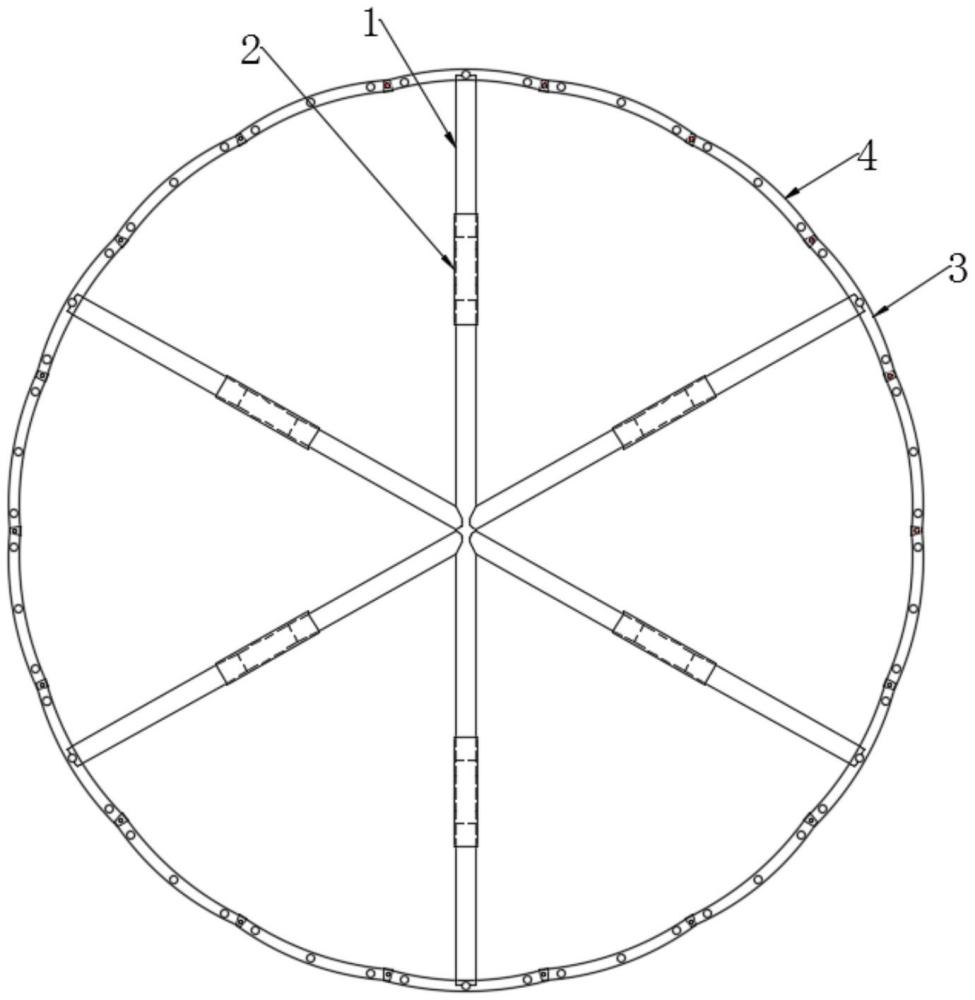
2、为实现上述技术目的,本实用新型采用如下技术方案:一种大直径筒体环缝局部热处理工装,包括内端相互连接的多个支撑钢管,所述支撑钢管的中部设置有伸缩机构以使得所述支撑钢管能够伸缩;
3、所述支撑钢管的外端安装有常规弧形托板,所述常规弧形托板的两端安装有可调弧形托板或者安装有另一个所述常规弧形托板,多个所述常规弧形托板、多个所述可调弧形托板连成一个圆;
4、所述常规弧形托板、所述可调弧形托板能够安装热处理组件。
5、进一步地,多个所述支撑钢管呈星型排布向外发散。
6、进一步地,所述伸缩机构包括套筒,所述支撑钢管断为两段,两段分别从两端套入到所述套筒内,所述套筒的两端均配合有紧固螺栓。
7、进一步地,所述常规弧形托板包括两个对称的常规弧形板以及将两个所述常规弧形板固定连接的第一固定杆。
8、进一步地,所述常规弧形板的一端设置有外扩段,所述外扩段开设有外扩孔,所述常规弧形板的另一端开设有第一固定孔。
9、进一步地,所述可调弧形托板包括两个对称的可调弧形板,以及将两个所述可调弧形板固定连接的第二固定杆,以及至少一个可调托杆;所述可调托杆在所述可调弧形板的位置能够调节。
10、进一步地,所述可调弧形板开设有多个可调孔,所述可调托杆利用销钉固定在其中一组所述可调孔中。
11、进一步地,所述可调弧形板的一端设置有内扩段,所述内扩段开设有内扩孔,所述可调弧形板的另一端开设有第二固定孔。
12、综上所述,本实用新型取得了以下技术效果:
13、本实用新型通过增减弧形托板数量和调整星形支撑的长短,使得在进行不同直径筒体的环缝局部热处理时,电阻加热片和保温棉能与筒体环缝贴合的更严密,从而达到理想的热处理效果,同时降低了因筒体直径不同而制作多个焊缝热处理工装的成本。
技术特征:
1.一种大直径筒体环缝局部热处理工装,其特征在于:包括内端相互连接的多个支撑钢管(1),所述支撑钢管(1)的中部设置有伸缩机构(2)以使得所述支撑钢管(1)能够伸缩;
2.根据权利要求1所述的一种大直径筒体环缝局部热处理工装,其特征在于:多个所述支撑钢管(1)呈星型排布向外发散。
3.根据权利要求1所述的一种大直径筒体环缝局部热处理工装,其特征在于:所述伸缩机构(2)包括套筒,所述支撑钢管(1)断为两段,两段分别从两端套入到所述套筒内,所述套筒的两端均配合有紧固螺栓。
4.根据权利要求1所述的一种大直径筒体环缝局部热处理工装,其特征在于:所述常规弧形托板(3)包括两个对称的常规弧形板(301)以及将两个所述常规弧形板(301)固定连接的第一固定杆(303)。
5.根据权利要求4所述的一种大直径筒体环缝局部热处理工装,其特征在于:所述常规弧形板(301)的一端设置有外扩段(302),所述外扩段(302)开设有外扩孔(304),所述常规弧形板(301)的另一端开设有第一固定孔(305)。
6.根据权利要求1所述的一种大直径筒体环缝局部热处理工装,其特征在于:所述可调弧形托板(4)包括两个对称的可调弧形板(401),以及将两个所述可调弧形板(401)固定连接的第二固定杆(402),以及至少一个可调托杆(403);所述可调托杆(403)在所述可调弧形板(401)的位置能够调节。
7.根据权利要求6所述的一种大直径筒体环缝局部热处理工装,其特征在于:所述可调弧形板(401)开设有多个可调孔(406),所述可调托杆(403)利用销钉(404)固定在其中一组所述可调孔(406)中。
8.根据权利要求7所述的一种大直径筒体环缝局部热处理工装,其特征在于:所述可调弧形板(401)的一端设置有内扩段(405),所述内扩段(405)开设有内扩孔(408),所述可调弧形板(401)的另一端开设有第二固定孔(407)。
技术总结
本技术公开了一种大直径筒体环缝局部热处理工装,包括内端相互连接的多个支撑钢管,所述支撑钢管的中部设置有伸缩机构以使得所述支撑钢管能够伸缩;所述支撑钢管的外端安装有常规弧形托板,所述常规弧形托板的两端安装有可调弧形托板或者安装有另一个所述常规弧形托板,多个所述常规弧形托板、多个所述可调弧形托板连成一个圆;所述常规弧形托板、所述可调弧形托板能够安装热处理组件。本技术使筒体环缝热处理受热均匀,工装安装操作方便,并适用于多种直径的筒体。
技术研发人员:陆铭,施骏
受保护的技术使用者:大明能源装备(江苏)有限公司
技术研发日:20230823
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!