一种控制开口槽结构的管子外圆磨削变形的装置的制作方法
本技术涉及机械制造金属切削加工,尤其涉及一种控制开口槽结构的管子外圆磨削变形的装置。
背景技术:
1、一般的管类零件在磨削外圆时会受夹紧力和磨削力影响产生外圆变形。对于薄壁、细长、结构复杂、特殊的管类零件在磨削时外圆变形尤为严重,无法满足图纸的要求。本申请涉及的管子右端存在一个开口的键槽,图纸要求右端键槽部位的外圆直径公差0.029mm,圆柱度0.03mm,且要求左端外圆与右端外圆同轴度0.04mm。通常的工艺会使用伞形活动顶尖在两端孔口定位,外圆磨床上两顶尖方式进行外圆磨削,但是由于右端存在开口键槽,顶尖顶紧后外圆略有张口,产生了径向预紧力,当加工完成退回顶尖后,外圆一般会出现0.02mm~0.06mm的变形量。另一种工艺在两端孔口使用过盈装配的堵头,然后在外圆磨床上两顶尖方式进行外圆磨削,但是由于堵头和孔存在过盈量,外圆径向产生预紧力,当加工完成拔掉堵头后,外圆一般会出现0.02mm~0.04mm的变形量。所以对这类开口槽结构的管子通过以上两种工艺磨削合格率很低,而且需要调头加工,效率也很低,很难实现质量稳定,造成的成本相当高。
技术实现思路
1、针对上述缺陷或不足,本实用新型的目的在于提供一种控制开口槽结构的管子外圆磨削变形的装置。
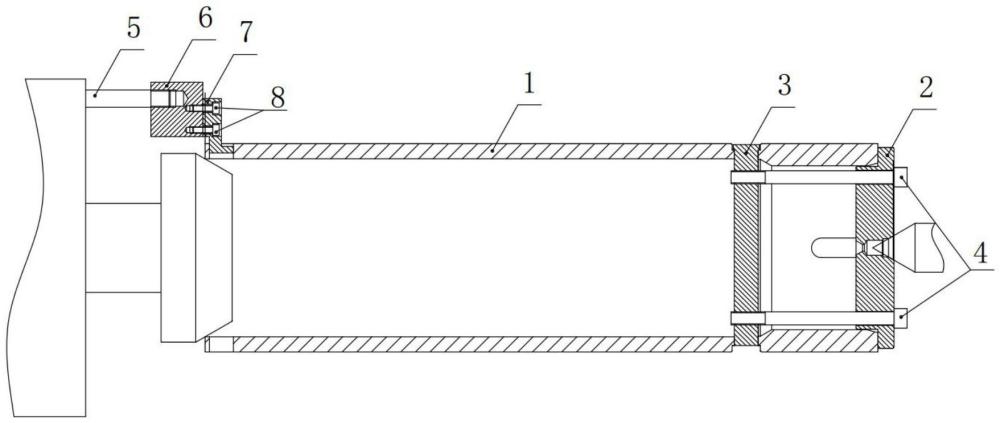
2、为达到以上目的,本实用新型的技术方案为:一种控制开口槽结构的管子外圆磨削变形的装置,包括安装于管子开口端的堵盖组件,和连接于管子另一端的拨叉组件,所述管子夹持于外圆磨床头架的两顶尖之间;
3、其中,所述堵盖组件,包括与管子开口端端部间隙配合的堵盖本体,以及径向安装于管子内的桥接杆,所述堵盖本体通过螺杆与桥接杆相连接;
4、所述管子的开口端径向开设有第一通孔,管子的另一端径向开设有第二通孔。
5、进一步,所述拨叉组件包括安装于管子一侧可拆卸的拨叉滑柱,所述拨叉滑柱连接有拨叉体,所述拨叉体与安装于外圆磨床头架转盘上的拨叉连接杆相连接。
6、优选的,所述拨叉滑柱呈l型结构。
7、优选的,所述拨叉滑柱与拨叉体通过螺钉连接。
8、进一步,所述桥接杆上径向开设有与螺杆相匹配的螺纹孔。
9、进一步,所述堵盖本体上开设有与桥接杆螺纹孔相对应的第三通孔,且与螺杆相匹配。
10、与现有技术比较,本实用新型的有益效果为:
11、本实用新型提供一种控制开口槽结构的管子外圆磨削变形的装置,根据加工零件特殊结构,设计了独有的转矩传递方式和堵盖连接方式,通过拨叉组件和堵盖组件相结合,将开口槽结构的管子在定位过程中产生的预紧力释放后导致的外圆变形,磨削后的变形量可以控制在0.01mm内,提高了管子外圆磨削合格率,解决了开口槽结构管子外圆磨削变形,导致管子磨削合格率很低的问题,实现质量稳定;同时,本实用新型中拨叉组件与工件两端的顶尖配合,实现了工件一次装夹完成管子两端外圆磨削,攻克了调头加工的工艺,同轴度也达到了0.02mm以内,进而提高了生产质量和生产效率,制造成本大幅降低。
技术特征:
1.一种控制开口槽结构的管子外圆磨削变形的装置,其特征在于,包括安装于管子(1)开口端的堵盖组件,和连接于管子(1)另一端的拨叉组件,所述管子(1)夹持于外圆磨床头架的两顶尖之间;
2.根据权利要求1所述的控制开口槽结构的管子外圆磨削变形的装置,其特征在于,所述拨叉组件包括安装于管子(1)一侧可拆卸的拨叉滑柱(7),所述拨叉滑柱(7)连接有拨叉体(6),所述拨叉体(6)与安装于外圆磨床头架转盘上的拨叉连接杆(5)相连接。
3.根据权利要求2所述的控制开口槽结构的管子外圆磨削变形的装置,其特征在于,所述拨叉滑柱(7)呈l型结构。
4.根据权利要求2所述的控制开口槽结构的管子外圆磨削变形的装置,其特征在于,所述拨叉滑柱(7)与拨叉体(6)通过螺钉(8)连接。
5.根据权利要求1所述的控制开口槽结构的管子外圆磨削变形的装置,其特征在于,所述桥接杆(3)上径向开设有与螺杆(4)相匹配的螺纹孔。
6.根据权利要求1所述的控制开口槽结构的管子外圆磨削变形的装置,其特征在于,所述堵盖本体(2)上开设有与桥接杆(3)螺纹孔相对应的第三通孔,且与螺杆(4)相匹配。
技术总结
本技术公开了一种控制开口槽结构的管子外圆磨削变形的装置,包括安装于管子开口端的堵盖组件,和连接于管子另一端的拨叉组件,所述管子夹持于外圆磨床头架的两顶尖之间;所述堵盖组件,包括与管子开口端端部间隙配合的堵盖本体,以及径向安装于管子内的桥接杆,所述堵盖本体通过螺杆与桥接杆相连接。本技术根据加工零件特殊结构,设计了独有的转矩传递方式和堵盖连接方式,将开口槽结构的管子在定位过程中产生的预紧力释放后导致的外圆变形,磨削后的变形量可以控制在0.01mm内,提高了管子外圆磨削合格率,同时也提高了生产效率和生产质量。
技术研发人员:符斌,李卫红,李建博,郭沛
受保护的技术使用者:陕西北方风力机电有限责任公司
技术研发日:20230825
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!