一种左支座的蜡模的制作方法
本技术涉及汽车零配件,特别是涉及一种左支座的蜡模。
背景技术:
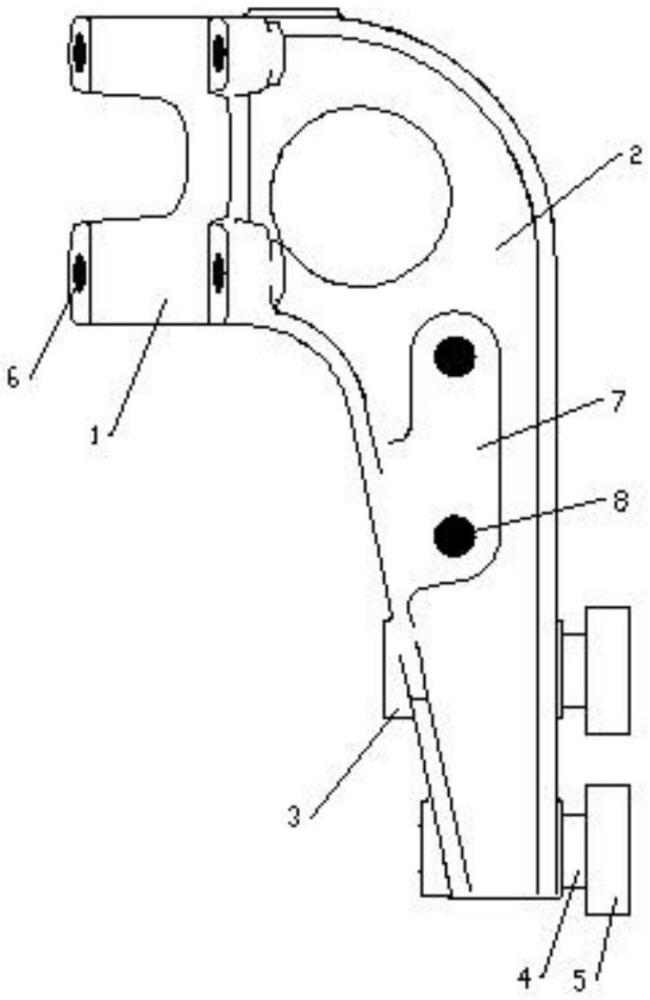
1、一种左支座,如图1~4所示,因其结构复杂,采用蜡模铸造工艺生产,为了浇铸时金属液能充满型腔,需要科学合理设计支座蜡模的结构,如浇口、以及厚薄不均的处理。
技术实现思路
1、本实用新型的目的在于针对现有技术的不足,而提供一种左支座的蜡模,其在支座臂上设置有两个浇口,且在远离浇口且较厚的安装脚处预埋金属,从而保证金属液充满型腔,并防止远端型腔金属液冷却时形成缩孔。
2、本实用新型解决其技术问题所采用的技术方案是:一种左支座的蜡模,包括正面看呈工字型侧面看呈弧形的弧板,所述弧板的背面设置有截面呈工字形的支臂,所述支臂与所述弧板呈90°,并在连接处以圆弧过渡,所述支臂的宽度从所述弧板到其尾端逐渐减小,所述支臂的翼板在与所述弧板连接处延伸到所述弧板的两端,所述支臂的尾端设置有两个用于加工销孔的孔柱,所述支臂的外侧设置有两个分别与所述孔柱连接的蜡柱,所述弧板的四脚加厚且插入有金属柱一。
3、优选的,所述支臂的腹板设置有减重孔。
4、优选的,所述蜡柱的外侧同轴设置有用于与蜡树连接的连接柱,所述连接柱的直径大于所述蜡柱。
5、优选的,所述金属柱一外侧蜡块的厚度大于所述弧板厚度1~3mm。
6、优选的,所述支臂的中段腹板设置有加厚蜡板,所述加厚蜡板穿孔设置有金属柱二。
7、优选的,预埋的所述金属柱一、所述金属柱二与其所在的蜡板厚度相等。
8、本实用新型的有益效果是:一种左支座的蜡模,其包括正面看呈工字型侧面看呈弧形的弧板,所述弧板的背面设置有截面呈工字形的支臂,所述支臂与所述弧板呈90°,并在连接处以圆弧过渡,所述支臂的宽度从所述弧板到其尾端逐渐减小,所述支臂的翼板在与所述弧板连接处延伸到所述弧板的两端,所述支臂的尾端设置有两个用于加工销孔的孔柱,所述支臂的外侧设置有两个分别与所述孔柱连接的蜡柱,所述弧板的四脚加厚且插入有金属柱一。本实用新型在支座蜡模的两个较厚的孔柱位置设置两个蜡柱,并在此处与蜡模树连接,更加稳固,另外,在较厚蜡板的位置预埋金属柱,可防止冷却时金属液塌缩形成缩孔。
技术特征:
1.一种左支座的蜡模,其特征在于:包括正面看呈工字型侧面看呈弧形的弧板,所述弧板的背面设置有截面呈工字形的支臂,所述支臂与所述弧板呈90°,并在连接处以圆弧过渡,所述支臂的宽度从所述弧板到其尾端逐渐减小,所述支臂的翼板在与所述弧板连接处延伸到所述弧板的两端,所述支臂的尾端设置有两个用于加工销孔的孔柱,所述支臂的外侧设置有两个分别与所述孔柱连接的蜡柱,所述弧板的四脚加厚且插入有金属柱一。
2.根据权利要求1所述的一种左支座的蜡模,其特征在于:所述支臂的腹板设置有减重孔。
3.根据权利要求1所述的一种左支座的蜡模,其特征在于:所述蜡柱的外侧同轴设置有用于与蜡树连接的连接柱,所述连接柱的直径大于所述蜡柱。
4.根据权利要求1所述的一种左支座的蜡模,其特征在于:所述金属柱一外侧蜡块的厚度大于所述弧板厚度1~3mm。
5.根据权利要求1所述的一种左支座的蜡模,其特征在于:所述支臂的中段腹板设置有加厚蜡板,所述加厚蜡板穿孔设置有金属柱二。
6.根据权利要求5所述的一种左支座的蜡模,其特征在于:预埋的所述金属柱一、所述金属柱二与其所在的蜡板厚度相等。
技术总结
本技术涉及汽车零配件技术领域,尤其涉及一种左支座的蜡模,其包括正面看呈工字型侧面看呈弧形的弧板,所述弧板的背面设置有截面呈工字形的支臂,所述支臂与所述弧板呈90°,并在连接处以圆弧过渡,所述支臂的宽度从所述弧板到其尾端逐渐减小,所述支臂的翼板在与所述弧板连接处延伸到所述弧板的两端,所述支臂的尾端设置有两个用于加工销孔的孔柱,所述支臂的外侧设置有两个分别与所述孔柱连接的蜡柱,所述弧板的四脚加厚且插入有金属柱一。本技术在支座蜡模的两个较厚的孔柱位置设置两个蜡柱,并在此处与蜡模树连接,更加稳固,另外,在较厚蜡板的位置预埋金属柱,可防止冷却时金属液塌缩形成缩孔。
技术研发人员:吴兵清
受保护的技术使用者:襄阳昊鑫源机械有限公司
技术研发日:20230828
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!