带厚大法兰的离心铸造用模具的制作方法
本技术涉及模具制造领域,具体的说是一种带厚大法兰的离心铸造用模具。
背景技术:
1、传统的模具如一种离心铸造模具cn86206943u,主要适用于微电机转子铸铝,也可用于各种小型合金的浇注,可以一模多铸,效率高;一种离心浇铸模具cn201310610812.3包括浇铸模盒,模盒由上模盒和下模盒组成,保证产品定向性能,替换原来砂型铸造模具,保证产品的外部光洁度,节省大量成本。
2、但对于大型船用锡青铜水润滑轴承衬套(铜衬套的法兰外径φ1232mm、法兰长度295mm、本体外径φ916mm、内径φ812mm、长度2889mm)的制造而言,需要设计相应的大型的离心铸造用模具,该模具在设计时存在以下问题:(1)生产时,大尺寸模具极易与离心机地基的干涉;(2)由于一端带有厚大的法兰,产品从中心到两端的重量不一致,影响高速旋转时平稳运行和安全平稳起吊;(3)盖板的强度和刚度不足;(4)不便于放浇嘴和出气。上述原因,导致目前模具的质量稳定性、装配效率和安全系数不佳。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,提供一种质量稳定性、装配效率高和安全系数好的带厚大法兰的离心铸造用模具。
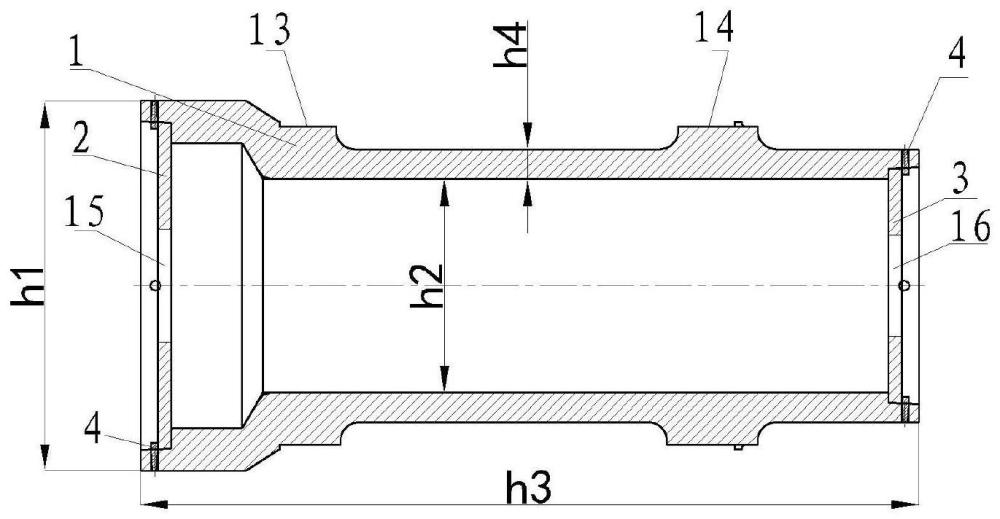
2、本发明技术方案包括筒形的模具本体,所述模具本体前端设前盖板,后端设后盖板,并分别通过销子紧固;所述模具本体外壁的前段为法兰段,中段设前、后托轮接触位,前、后端均匀设多个吊耳;所述前、后托轮接触位处设有卡筋。
3、所述模具本体内壁的两端分别设有用于对应安装前、后盖板的前、后止口。
4、所述模具本体内壁的前段由法兰止口和斜角组成。
5、所述前、后托轮接触位均宽250mm,且高出模具本体外壁100mm。
6、所述前、后盖板上开有通孔。
7、所述前、后盖板上通孔的孔径分别为500mm、450mm。
8、所述前、后盖板的厚度均为60mm。
9、所述模具本体的法兰段的外径1636mm、内径1256mm、法兰止口长310mm、壁厚190mm。
10、所述模具本体壁厚130mm、模具总长度3430mm。
11、有益效果:
12、1)设计模具的托轮位,并高出模具本体外壁,防止模具与离心机地基的干涉;
13、2)由于模具一端带有厚大的法兰,导致产品从中心到两端的重量不一致,因此增加另一端的长度来匹配法兰端的重量,使模具总长度达3430mm,使模具能够高速旋转时平稳运行和起吊水平。
14、3)在模具本体前、后端均匀设多个吊耳,便于铜套浇注完后立即起吊,以免损坏离心机的皮带。
15、4)增加了前后盖板厚度至60mm,进一步加强盖板的强度和刚度;所述前后盖板上开通孔,便于放浇嘴和出气。
16、5)本实用新型模具质量稳定性、装配效率高和安全系数好,适用于生产大尺寸和壁厚的船用锡青铜水润滑轴承衬套,解决了用此模具离心浇注的船用锡青铜水润滑轴承衬套产品的生产制造问题。
技术特征:
1.一种带厚大法兰的离心铸造用模具,包括筒形的模具本体,其特征在于,所述模具本体前端设前盖板,后端设后盖板,并分别通过销子紧固;所述模具本体外壁的前段为法兰段,中段设前、后托轮接触位,前、后端均匀设多个吊耳;所述前、后托轮接触位处设有卡筋。
2.如权利要求1所述的带厚大法兰的离心铸造用模具,其特征在于,所述模具本体内壁的两端分别设有用于对应安装前、后盖板的前、后止口。
3.如权利要求1或2所述的带厚大法兰的离心铸造用模具,其特征在于,所述模具本体内壁的前段由法兰止口和斜角组成。
4.如权利要求1所述的带厚大法兰的离心铸造用模具,其特征在于,所述前、后托轮接触位均宽250mm,且高出模具本体外壁100mm。
5.如权利要求3所述的带厚大法兰的离心铸造用模具,其特征在于,所述前、后盖板上均开有通孔。
6.如权利要求5所述的带厚大法兰的离心铸造用模具,其特征在于,所述前、后盖板上通孔的孔径分别为500mm、450mm。
7.如权利要求1或5或6所述的带厚大法兰的离心铸造用模具,其特征在于,所述前、后盖板的厚度均为60mm。
8.如权利要求3所述的带厚大法兰的离心铸造用模具,其特征在于,所述模具本体的法兰段的外径1636mm、内径1256mm、法兰止口长310mm、壁厚190mm。
9.如权利要求8所述的带厚大法兰的离心铸造用模具,其特征在于,所述模具本体壁厚130mm、模具总长度3430mm。
技术总结
本技术公开了一种带厚大法兰的离心铸造用模具,解决了现有模具存在的质量稳定性、装配效率和安全系数有待进一定提高的问题。技术方案包括筒形的模具本体,所述模具本体前端设前盖板,后端设后盖板,并分别通过销子紧固;所述模具本体外壁的前段为法兰段,中段设前、后托轮接触位,前、后端均匀设多个吊耳;所述前、后托轮接触位处设有卡筋。本技术模具质量稳定性、装配效率高和安全系数好,适用于生产大尺寸和壁厚的船用锡青铜水润滑轴承衬套。
技术研发人员:刘齐军,王茂春,余松林,郭雄斌,熊三华,秦朋涛,徐滨
受保护的技术使用者:武汉重工铸锻有限责任公司
技术研发日:20230830
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!