一种高纯锌表面处理铸锭成型装置的制作方法
本技术属于铸锭,具体的说,涉及一种高纯锌表面处理铸锭成型装置。
背景技术:
1、高纯锌铸锭时,在空气中铸锭冷却成型过程表面会形成一层氧化层,且在空气中冷却速度较快表面会形成收缩凹陷,致使成型后的锌锭质量不达标。
2、因此,有必要提供一种高纯锌表面处理铸锭成型装置,将在空气中铸锭出的高纯锌锭在表面处理铸锭成型装置中重新熔化铸锭,获得外观质量光亮平整的高纯锌锭产品。
技术实现思路
1、为了克服背景技术中存在的问题,本实用新型提供了一种高纯锌表面处理铸锭成型装置,结构简单,操作方便,提高了锌锭的成型质量,保证了锌锭的品质。
2、为实现上述目的,本实用新型是通过如下技术方案实现的:
3、本实用新型提供了一种高纯锌表面处理铸锭成型装置,包括还原炉炉体和布置于还原炉炉体内腔的锌锭成型元件。
4、所述的还原炉炉体为半圆筒炉底和半圆筒炉盖铰接而成的圆柱体结构,包括炉壳1和炉膛2,炉壳1包裹布置于炉膛2外侧,锌锭成型元件安装于炉膛2内,炉膛2内开设有与锌锭成型元件匹配的安装槽。
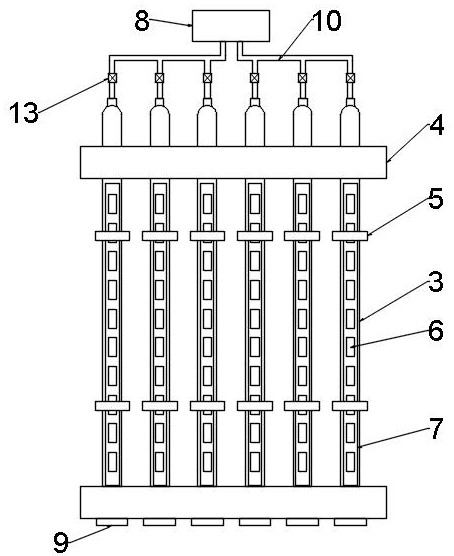
5、所述的锌锭成型元件包括石英管3、端部安装块4、电阻丝加热元件5、锌锭布置件7、氢气供气装置8;石英管3均匀的平行布置在两个端部安装块4之间,端部安装块4通过螺栓安装在还原炉炉体的两端,石英管3匹配安装在安装槽内,石英管3的一端设置有密封盖9,另一端通过氢气供气管道10连通氢气供气装置8,锌锭布置件7置于石英管3内,其上均匀的设置有用于放置锌锭槽6,电阻丝加热元件5环绕布置于石英管3的外侧。
6、作为优选,所述的安装槽包括加热管道布置槽11和加热元件布置槽12,加热管道布置槽11均匀的开设在半圆筒炉底和半圆筒炉盖的炉膛2内,与石英管3相匹配,加热元件布置槽12垂直于加热管道布置槽布置,并与电阻丝加热元件5相匹配。
7、作为优选,所述的氢气供气管道10上设置有供气阀门13。
8、作为优选,所述的电阻丝加热元件5间隔布置有两组。
9、作为优选,所述的半圆筒炉盖未与半圆筒炉底铰接的一侧安装有不锈钢把手14。
10、作为优选,所述的半圆筒炉底的底部设置有支撑架15。
11、本实用新型的有益效果:
12、本实用新型采用间隔布置的电阻丝加热元件对锌锭进行重熔铸锭,在氢气保护气氛下,升温至一定温度使高纯锌锭熔化,恒温一定时间使液态锌表层氧化锌还原成金属锌,缓慢降温冷却成型,获得光亮平整的高纯锌锭产品。
技术特征:
1.一种高纯锌表面处理铸锭成型装置,其特征在于:所述的高纯锌表面处理铸锭成型装置包括铸锭炉炉体和布置于铸锭炉炉体内腔的锌锭成型元件;
2.根据权利要求1所述的一种高纯锌表面处理铸锭成型装置,其特征在于:所述的安装槽包括加热管道布置槽(11)和加热元件布置槽(12),加热管道布置槽(11)均匀的开设在半圆筒炉底和半圆筒炉盖的炉膛(2)内,与石英管(3)相匹配,加热元件布置槽(12)垂直于加热管道布置槽布置,并与电阻丝加热元件(5)相匹配。
3.根据权利要求1或2所述的一种高纯锌表面处理铸锭成型装置,其特征在于:所述的氢气供气管道(10)上设置有供气阀门(13)。
4.根据权利要求1或2所述的一种高纯锌表面处理铸锭成型装置,其特征在于:所述的电阻丝加热元件(5)间隔布置有两组。
5.根据权利要求1或2所述的一种高纯锌表面处理铸锭成型装置,其特征在于:所述的半圆筒炉盖未与半圆筒炉底铰接的一侧安装有不锈钢把手(14)。
6.根据权利要求1或2所述的一种高纯锌表面处理铸锭成型装置,其特征在于:所述的半圆筒炉底的底部设置有支撑架(15)。
技术总结
本技术涉及一种高纯锌表面处理铸锭成型装置,属于铸锭技术领域。所述的高纯锌表面处理铸锭成型装置包括铸锭炉炉体和布置于铸锭炉炉体内腔的锌锭成型元件,所述的铸锭炉炉体为半圆筒炉底和半圆筒炉盖铰接而成的圆柱体结构,包括炉壳和炉膛,炉壳包裹布置于炉膛外侧,锌锭成型元件安装于炉膛内,炉膛内开设有与锌锭成型元件匹配的安装槽。本技术采用间隔布置的电阻丝加热元件对在空气中铸锭成型的锌锭进行表面处理,通入氢气作为保护性气体,锌锭重新熔化到一定温度之后保温还原一段时间进行缓慢冷却,氢气将表层的氧化锌还原为液态锌,缓慢冷却保障了铸锭成型之后的锌锭外观光亮平整,保证了锌锭成型的品质。
技术研发人员:裴启飞,符世继,李衍林,吴仕艳,陆占清,卢文鹏,世家伟,李俊仪,马雁鸿,陈元欣,宁磊,尤炜,李思,王爽
受保护的技术使用者:云南驰宏锌锗股份有限公司
技术研发日:20230915
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!