一种柴油机缸体铸件用贯穿孔孔芯的芯盒的制作方法
本技术涉及孔芯芯盒,特别涉及一种柴油机缸体铸件用贯穿孔孔芯的芯盒。
背景技术:
1、大型柴油机缸体铸件,外形尺寸达到5960mm*1470mm*1670mm左右,比较适合砂型铸造,这种铸件内具有较多的贯穿孔,这些贯穿孔需要通过孔芯来成型,这些孔芯的尺寸也比较大,长度有数米,而且对紧实度有很高要求。
2、现有的一种外周多曲面的孔芯,通常会采用立做的方式进行制作,通过右侧模板和多块左侧模板进行组合形成芯盒,操作时先立设右侧模板,然后组装左侧模板一并完成填砂,该块填砂完毕后组装左侧模板二并填砂,依次完成左侧模板三和左侧模板四的拼装。
3、上述方案中的芯盒通过多个模板组成,在组成芯盒之前,多个模板上均逐层填砂,每拼接一层模板均需要紧固件进行紧固,且多个模板的砂层之间存在一定的缝隙,为此,我们提出一种柴油机缸体铸件用贯穿孔孔芯的芯盒。
技术实现思路
1、本实用新型的主要目的在于提供一种柴油机缸体铸件用贯穿孔孔芯的芯盒,通过设置的下模件、下料件以及连接件,解决了在组成芯盒之前,多个模板上均逐层填砂,每拼接一层模板均需要紧固件进行紧固,且多个模板的砂层之间存在一定的缝隙的问题。
2、为实现上述目的,本实用新型采取的技术方案为:一种柴油机缸体铸件用贯穿孔孔芯的芯盒,包括:上模件,还包括:
3、下模件,所述下模件包括第一拼接模板、设于第一拼接模板一侧的第二拼接模板以及设于第二拼接模板一侧的第一螺杆;
4、下料件,所述下料件包括开设于上模件顶部的下料口、开设于下料口侧壁的下料通道以及开设于下料通道底壁的下料孔;
5、连接件,所述连接件设于下模件和上模件的连接处。
6、优选地,所述第一螺杆的一端依次贯穿第二拼接模板和第一拼接模板,且延伸至第一拼接模板的另一侧,所述第一拼接模板与第二拼接模板紧密接触。
7、优选地,所述上模件的底部、第一拼接模板和第二拼接模板的顶部均开设有模槽。
8、优选地,所述下料通道的内壁设为倾斜状,所述下料孔与模槽的内部相连通。
9、优选地,所述下料孔开设有若干组,若干组所述下料孔间隔均匀分布。
10、优选地,所述连接件包括固定设于上模件一侧的上安装板、固定设于下模件一侧的下安装板以及活动设于下安装板下方的第二螺杆。
11、优选地,所述下安装板和上安装板的内部均开设有螺纹槽,所述第二螺杆的底部固定设有防滑架,所述第二螺杆的顶部依次贯穿下安装板和上安装板,且其顶部的外周侧活动套设有螺杆套。
12、与现有技术相比,本实用新型具有如下有益效果:本实用新型中,通过第一拼接模板、第二拼接模板以及第一螺杆组成下模件,通过第一螺杆贯穿第一拼接模板和第二拼接模板,将第一拼接模板和第二拼接模板紧密连接,将孔芯置于第一拼接模板和第二拼接模板内,接着将上模件盖在下模件上方,使得孔芯的顶部位于上模件底部开设的模槽内,进行填砂时,将砂从下料口倒入,砂顺着下料通道滑动,且通过下料孔流入滑槽内,接着晃动芯盒整体,使得砂填满每个角落,待砂硬化成型即可。
技术特征:
1.一种柴油机缸体铸件用贯穿孔孔芯的芯盒,包括:上模件(2),其特征在于,还包括:
2.根据权利要求1所述的一种柴油机缸体铸件用贯穿孔孔芯的芯盒,其特征在于:所述第一螺杆(13)的一端依次贯穿第二拼接模板(12)和第一拼接模板(11),且延伸至第一拼接模板(11)的另一侧,所述第一拼接模板(11)与第二拼接模板(12)紧密接触。
3.根据权利要求1所述的一种柴油机缸体铸件用贯穿孔孔芯的芯盒,其特征在于:所述上模件(2)的底部、第一拼接模板(11)和第二拼接模板(12)的顶部均开设有模槽(3)。
4.根据权利要求3所述的一种柴油机缸体铸件用贯穿孔孔芯的芯盒,其特征在于:所述下料通道(6)的内壁设为倾斜状,所述下料孔(7)与模槽(3)的内部相连通。
5.根据权利要求1所述的一种柴油机缸体铸件用贯穿孔孔芯的芯盒,其特征在于:所述下料孔(7)开设有若干组,若干组所述下料孔(7)间隔均匀分布。
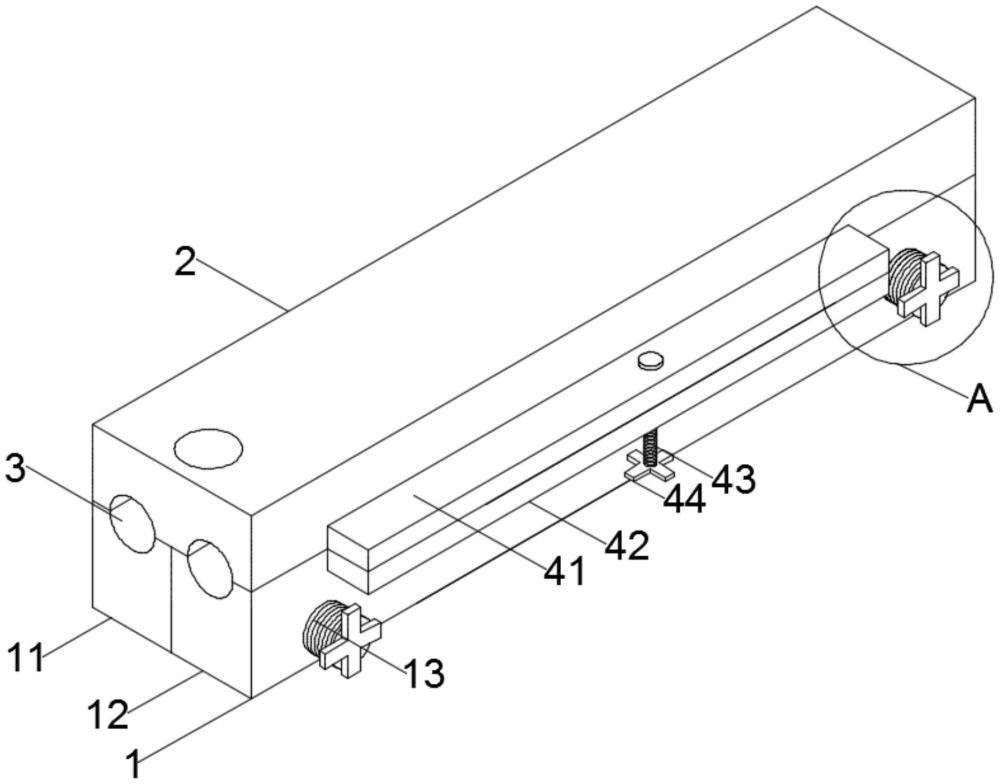
6.根据权利要求1所述的一种柴油机缸体铸件用贯穿孔孔芯的芯盒,其特征在于:所述连接件(4)包括固定设于上模件(2)一侧的上安装板(41)、固定设于下模件(1)一侧的下安装板(42)以及活动设于下安装板(42)下方的第二螺杆(43)。
7.根据权利要求6所述的一种柴油机缸体铸件用贯穿孔孔芯的芯盒,其特征在于:所述下安装板(42)和上安装板(41)的内部均开设有螺纹槽(46),所述第二螺杆(43)的底部固定设有防滑架(44),所述第二螺杆(43)的顶部依次贯穿下安装板(42)和上安装板(41),且其顶部的外周侧活动套设有螺杆套(45)。
技术总结
本技术公开了一种柴油机缸体铸件用贯穿孔孔芯的芯盒,涉及孔芯芯盒技术领域,包括上模件,还包括:下模件,下模件包括第一拼接模板、设于第一拼接模板一侧的第二拼接模板以及设于第二拼接模板一侧的第一螺杆。本技术中,通过设置第一拼接模板、第二拼接模板以及第一螺杆组成下模件,将孔芯置于第一拼接模板和第二拼接模板内,接着将上模件盖在下模件上方,使得孔芯的顶部位于上模件底部开设的模槽内,进行填砂时,将砂从下料口倒入,砂顺着下料通道滑动,且通过下料孔流入滑槽内,接着晃动芯盒整体,使得砂填满每个角落,待砂硬化成型后,便于充分对孔芯进行保护。
技术研发人员:华强
受保护的技术使用者:无锡华乾科技有限公司
技术研发日:20230927
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!