一种提高铸件表面与内在质量的铸造浇注装置及方法与流程
本发明涉及铸造浇注,具体为一种提高铸件表面与内在质量的铸造浇注装置及方法。
背景技术:
1、传统砂型铸造存在很多铸造缺陷,如:气孔、表面折皱、冷隔、夹渣等缺陷。影响铸件的使用和外观,是铸件报废的主要问题。
2、产生这些缺陷的原因:
3、1、钢水液充型过程与氧气反应,液面形成氧化膜和氧化渣。
4、2、砂型透气性差,干湿砂型都会在浇注时受高温水蒸气、有机物分解等产生气体膨胀,特别在热节处铸件表面不能快速形成硬皮,在气压大于钢液表面张力时侵入铸件本体。
5、因此,发明一种提高铸件表面与内在质量的铸造浇注装置及方法以解决上述现有技术存在的问题显得非常必要。
技术实现思路
1、发明的目的在于提供一种提高铸件表面与内在质量的铸造浇注装置及方法,以解决上述背景技术中提出的问题。
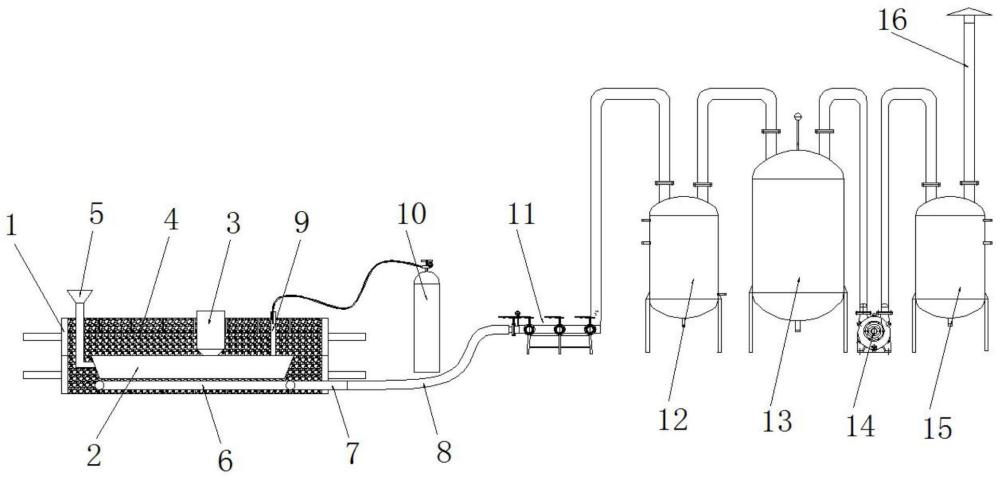
2、为实现上述目的,发明提供如下技术方案:一种提高铸件表面与内在质量的铸造浇注装置,包括砂箱,所述砂箱内设置有型砂,所述型砂内设置有用于铸件浇筑的铸件型腔,所述砂箱内位于铸件型腔的下方设置有负压管道,所述负压管道通过连接软管连接有阀门及负压表,所述阀门及负压表通过管路连接有第一储气罐,所述第一储气罐通过管路连接有第二储气罐,所述第二储气罐通过管路连接有真空泵,所述真空泵通过管路连接有尾气处理装置,所述铸件型腔上连接有排气口,所述排气口的上端延伸到砂箱外通过输送线管连接有氩气罐。
3、优选的,所述负压管道为矩形结构,所述负压管道的尾部端口与首部侧壁连通后延伸到砂箱外且设置有与连接软管连接的吸气接口。
4、优选的,所述负压管道位于砂箱内的部分设置有均匀分布的小圆孔,所述负压管道上位于小圆孔处包有细砂网,所述细砂网的孔直径小于型砂的颗粒直径。
5、优选的,所述负压管道的上方与铸件型腔的底部之间以及负压管道的下方与砂箱的底部之间均设置有用于填充型砂的间隙。
6、优选的,所述砂箱上还设置有用于与铸件型腔连通的浇道。
7、优选的,所述砂箱上还设置有用于与铸件型腔连通的冒口。
8、优选的,所述尾气处理装置还连接有烟囱。
9、一种提高铸件表面与内在质量的铸造浇注方法,具体包括以下步骤:
10、步骤一:浇注前5分钟开氩气罐的氩气阀门,氩气0.1mpa,氩气经排气口灌入铸件型腔;
11、步骤二:浇注前2分钟,打开负压的阀门及负压表对型砂吸气,负压达到0.01~0.03mpa;
12、步骤三:浇注到一半移除氩气罐及相应的输送线管,浇注完真空保持5~10分钟,确保铸件表面形成硬皮。
13、与现有技术相比,发明的有益效果是:
14、1、该提高铸件表面与内在质量的铸造浇注装置及方法,利用真空泵产生负压,负压管道引入铸件型腔,即使砂型透气性差也不会产生侵入性气孔,降低了对砂型透气性的要求。
15、2、该提高铸件表面与内在质量的铸造浇注装置及方法,浇注过程用氩气保护铸件型腔,解决钢液二次氧化,防止表面折皱,冷隔,夹渣等缺陷。
16、3、该提高铸件表面与内在质量的铸造浇注装置及方法,铸件型腔负压可以提高浇注充型速度,有利于钢水流动,减少浇道的浇口过热现象。
17、4、该提高铸件表面与内在质量的铸造浇注装置及方法,氩气能净化钢水,帮助钢液中的气体和夹杂物的上浮,提高钢水质量。
18、5、该提高铸件表面与内在质量的铸造浇注装置及方法,负压能使铸件型腔的强度增加,防止塌箱、冲砂情况产生。
19、6、该提高铸件表面与内在质量的铸造浇注装置及方法,负压浇注把铸件型腔内产生的气体吸走并集中处理,可以减少排气口的数量,减少后道处理,提高钢水利用率,提高铸造车间的空气质量。
技术特征:
1.一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:包括砂箱(1),所述砂箱(1)内设置有型砂(4),所述型砂(4)内设置有用于铸件浇筑的铸件型腔(2),所述砂箱(1)内位于铸件型腔(2)的下方设置有负压管道(6),所述负压管道(6)通过连接软管(8)连接有阀门及负压表(11),所述阀门及负压表(11)通过管路连接有第一储气罐(12),所述第一储气罐(12)通过管路连接有第二储气罐(13),所述第二储气罐(13)通过管路连接有真空泵(14),所述真空泵(14)通过管路连接有尾气处理装置(15),所述铸件型腔(2)上连接有排气口(9),所述排气口(9)的上端延伸到砂箱(1)外通过输送线管连接有氩气罐(10)。
2.如权利要求1所述的一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:所述负压管道(6)为矩形结构,所述负压管道(6)的尾部端口与首部侧壁连通后延伸到砂箱(1)外且设置有与连接软管(8)连接的吸气接口(7)。
3.如权利要求1所述的一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:所述负压管道(6)位于砂箱(1)内的部分设置有均匀分布的小圆孔,所述负压管道(6)上位于小圆孔处包有细砂网,所述细砂网的孔直径小于型砂(4)的颗粒直径。
4.如权利要求1所述的一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:所述负压管道(6)的上方与铸件型腔(2)的底部之间以及负压管道(6)的下方与砂箱(1)的底部之间均设置有用于填充型砂(4)的间隙。
5.如权利要求1所述的一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:所述砂箱(1)上还设置有用于与铸件型腔(2)连通的浇道(5)。
6.如权利要求1所述的一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:所述砂箱(1)上还设置有用于与铸件型腔(2)连通的冒口(3)。
7.如权利要求1所述的一种提高铸件表面与内在质量的铸造浇注装置,其特征在于:所述尾气处理装置(15)还连接有烟囱(16)。
8.一种提高铸件表面与内在质量的铸造浇注方法,其特征在于:利用上述权利要求1-7中任意一项构成的铸造浇注装置实现提高铸件表面与内在质量的铸造浇注方法,具体包括以下步骤:
技术总结
本发明公开了一种提高铸件表面与内在质量的铸造浇注装置,包括砂箱,所述砂箱内设置有型砂,所述型砂内设置有用于铸件浇筑的铸件型腔,所述砂箱内位于铸件型腔的下方设置有负压管道,所述负压管道通过连接软管连接有阀门及负压表,所述阀门及负压表通过管路连接有第一储气罐,所述第一储气罐通过管路连接有第二储气罐,所述第二储气罐通过管路连接有真空泵,所述真空泵通过管路连接有尾气处理装置,所述铸件型腔上连接有排气口,所述排气口的上端延伸到砂箱外通过输送线管连接有氩气罐。该发明的技术效果为浇注出来的铸件,没有冷隔,皱皮,气孔,夹渣等缺陷,表面光洁。适用铸造高质量的铸件。
技术研发人员:赵翼军
受保护的技术使用者:兰溪市新特铸钢厂
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!