一种铝材加工切角磨边装置的制作方法
本发明涉及铝材切割的,尤其涉及一种铝材加工切角磨边装置。
背景技术:
1、铝材切割磨边装置是用于对铝材进行切割和磨边的设备,它通常由切割机和磨边机组成或者两者集成;切割机用于将铝材切割成所需的尺寸和形状它可以使用不同的切割工具,如锯片、刀具或钻头,根据具体的切割要求来选择适当的工具和参数;磨边机用于对铝材切割边缘进行精细磨削,以获得光滑和精确的边缘;磨边机通常配备磨轮或砂轮,利用磨削和磨砂的方式去除铝材边缘的毛刺和粗糙部分。
2、在专利公开号为cn108296784a的专利中公开了一种铝材加工生产切割设备,包括安装台、出料漏斗、第一支撑机构、打磨机构、滑轨、电机、围护机构、切割机构、限位机构、第二支撑机构、转动机构、收集机构、弹簧、把手和滑块,切割机构的一侧设置围护机构,将切割机构切割铝材时产生的碎屑收集起来,防止铝材碎屑飞溅;围护机构的底端设置收集机构,将位于围护机构内部的铝材碎屑落入收集机构的内部,防止铝材碎屑影响视线,阻碍人们切割铝材。安装台一侧设置打磨机构,切割完成的铝材进入打磨机构的内部,将铝材周边的毛刺抹平,防止毛刺刺伤手臂,方便人们使用铝材。
3、现有技术存在以下缺陷:
4、现有技术通常采用固定速率的砂轮进给切割铝材,固定进给速度切割铝材有几个潜在的缺点,这些可能影响切割过程的效率、品质和工具寿命,以下是一些关键的缺点:
5、1.不适宜的切割参数:固定进给速度可能不适宜用于所有切割情况。不同厚度和合金类型的铝材需要不同的进给率以最大限度地降低刀具磨损和改善切割质量;且成型铝材的截面是不规律的,固定进给速度不能适应截面与刀具接触面不断变化的铝材
6、2.降低切割效率:适应特定任务的进给速度可能会更快或更慢。固定进给速度可能导致切割效率不足,因为它没有为特定情况优化速度。
7、3.切割品质问题:固定进给速度可能不会产生最佳的切割效果,可能会造成切割表面出现毛边、裂缝或变色这样的问题。
8、4.过度热量:铝材在高速切割时进给速度过快可能产生过多的热量,这可能导致材料变性、工具损坏和加工表面质量下降。
技术实现思路
1、鉴于现有技术存在切割砂轮进给速度固定,不能适应各种切割环境,提出了一种铝材加工切角磨边装置。
2、本申请的一方面,提供了一种铝材加工切角磨边装置,其目的在于:在切割铝材的过程中自适应的改变砂轮的进给速度,以改善切割效果。
3、本发明的技术方案为:一种铝材加工切角磨边装置,包括框架、设置在支架上的切割支架、设置在切割支架上的切割机,还包括设置在框架上的进给单元,进给单元和切割支架相连;
4、所述进给单元包括设置在框架上的底板、设置在底板上的一对垫块、设置在垫块上的滑轨、滑动设置在滑轨上的滑块、设置在滑块上的连接板、设置在连接板上的推板、设置在底板上的一对轴架、设置在轴架上的螺纹轴、套设在螺纹轴上的螺纹套、设置在推板上的配合孔、设置在配合孔内且套设在螺纹套上的套筒、设置在套筒内的弹性件一、滑动设置在螺纹套上的摩擦环、设置在底板上的燕尾槽、滑动设置在燕尾槽内的燕尾块、设置在燕尾块上的滑板、设置在滑板上的减速电机、设置在减速电机主轴上的锥形辊、设置在滑板上的支撑耳;
5、所述支撑耳和螺纹套的一端转动连接,所述螺纹套上设置有滑动槽,所述摩擦环内壁设置有滑动凸起,滑动凸起和滑动槽相配合,所述摩擦环和套筒转动卡接,所述锥形辊和摩擦环摩擦传动,所述弹性件一和螺纹套相抵,所述锥形辊自左往右外径减小。
6、采用上述方案,通过设置进给单元,使砂轮在进给切割的过程中自适应的改变进给速度,在切割截面较厚的地方时能自适应地减慢进给速度,避免出现毛边、刀具过热和切面质量下降的情况。
7、进一步的,所述框架上设置有侧板,侧板上设置有承接块,侧板上设置有横向固定气缸和纵向固定气缸,所述侧板上设置有砂轮配合槽。
8、采用上述方案,通过横向固定气缸和纵向气缸对待切割铝材进行夹持固定,防止铝材晃动造成切面不齐,砂轮穿过砂轮配合槽对铝材进行切割。
9、进一步的,所述侧板上开设有斜切口,斜切口处设置有固定壳。
10、采用上述方案,通过设置斜切口和固定壳,铝材沿45度穿过斜切口,对铝材进行斜边切割。
11、进一步的,所述螺纹套与弹性件一接触的一端设置有凸台,所述螺纹套内腔与弹性件相对应的位置设置有滑动段,凸台在滑动段内滑动。
12、采用上述方案,通过设置凸台和滑动段,使在切割完成后凸台能拉动套筒回退,进而带动砂轮退刀。
13、进一步的,所述摩擦环分为摩擦内环和摩擦外环,摩擦内环和摩擦外环通过莫氏锥度配合,所述支撑耳靠近摩擦环的一侧设置有抵接块,摩擦外环右滑与抵接块相抵。
14、采用上述方案,通过设置内外摩擦环以及抵接块,在摩擦环相对于螺纹套向右滑动至极限后,抵接块使内外摩擦块脱离接触,使进给传动中断,避免进给速度过块,对切割机和工件造成损伤。
15、进一步的,所述摩擦内环上设置有卡接件一,所述套筒上设置有卡接件二,卡接件一和卡接件二转动卡接。
16、采用上述方案,通过设置卡接件一和卡接件二,使摩擦环和套筒之间转动连接。
17、进一步的,所述卡接件一上设置有弹性片,弹性片与摩擦外环相抵,使摩擦外环和摩擦内环紧密接触。
18、采用上述方案,通过设置弹性片,使摩擦外环不与抵接块相抵时与摩擦内环紧密接触,保证摩擦外环和摩擦内环同步转动。
19、本发明的有益效果:
20、1、通过设置进给单元,使砂轮在进给切割的过程中自适应的改变进给速度,在切割截面较厚的地方时能自适应地减慢进给速度,避免出现毛边、刀具过热和切面质量下降的情况。
21、2、通过设置内外摩擦环以及抵接块,在摩擦环相对于螺纹套向右滑动至极限后,抵接块使内外摩擦块脱离接触,使进给传动中断,避免进给速度过块,对切割机和工件造成损伤。
技术特征:
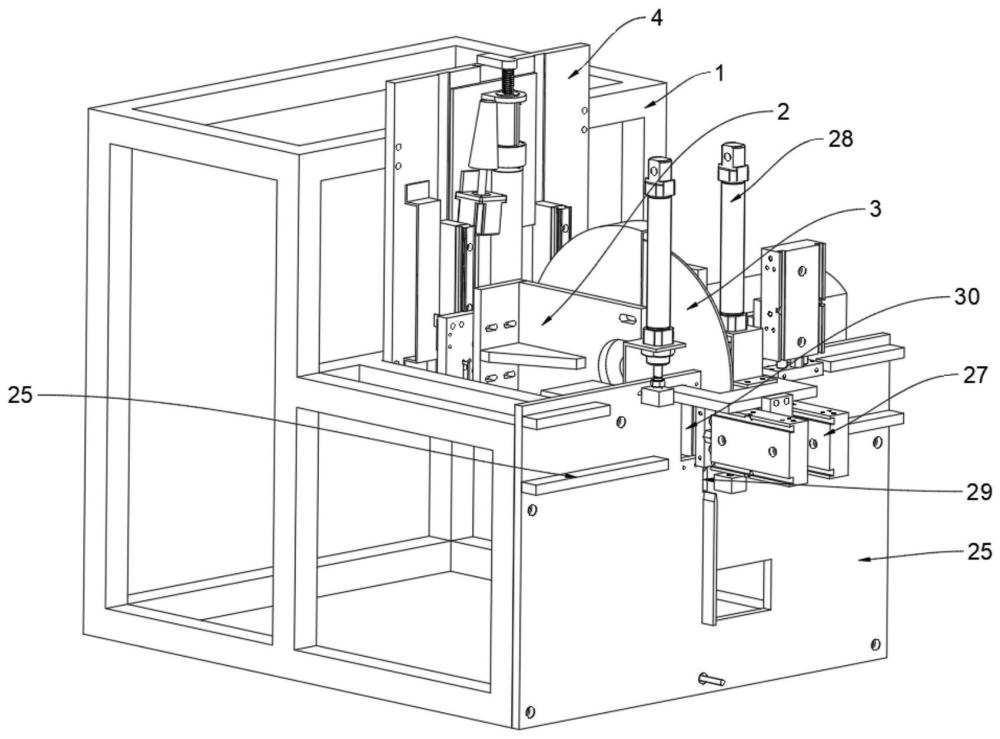
1.一种铝材加工切角磨边装置,包括框架(1)、设置在支架上的切割支架(2)、设置在切割支架(2)上的切割机(3),置在其特征在于:还包括设置在框架(1)上的进给单元,进给单元和切割支架(2)相连;
2.根据权利要求1所述的铝材加工切角磨边装置,其特征在于:所述框架(1)上设置有侧板(25),侧板(25)上设置有承接块(26),侧板(25)上设置有横向固定气缸(27)和纵向固定气缸(28),所述侧板(25)上设置有砂轮配合槽(29)。
3.根据权利要求2所述的铝材加工切角磨边装置,其特征在于:所述侧板(25)上开设有斜切口(30),斜切口(30)处设置有固定壳(31)。
4.根据权利要求1所述的铝材加工切角磨边装置,其特征在于:所述螺纹套(12)与弹性件一(15)接触的一端设置有凸台(32),所述螺纹套(12)内腔与弹性件相对应的位置设置有滑动段(33),凸台(32)在滑动段(33)内滑动。
5.根据权利要求4所述的铝材加工切角磨边装置,其特征在于:所述摩擦环(16)分为摩擦内环(34)和摩擦外环(35),摩擦内环(34)和摩擦外环(35)通过莫氏锥度配合,所述支撑耳(22)靠近摩擦环(16)的一侧设置有抵接块(36),摩擦外环(35)右滑与抵接块(36)相抵。
6.根据权利要求5所述的铝材加工切角磨边装置,其特征在于:所述摩擦内环(34)上设置有卡接件一(37),所述套筒(14)上设置有卡接件二(38),卡接件一(37)和卡接件二(38)转动卡接。
7.根据权利要求6所述的铝材加工切角磨边装置,其特征在于:所述卡接件一(37)上设置有弹性片(39),弹性片(39)与摩擦外环(35)相抵,使摩擦外环(35)和摩擦内环(34)紧密接触。
技术总结
本发明涉及铝材切割的技术领域,公开了一种铝材加工切角磨边装置,包括包括框架、设置在支架上的切割支架、设置在切割支架上的切割机,还包括设置在框架上的进给单元,进给单元和切割支架相连。该铝材加工切角磨边装置,通过设置进给单元,使砂轮在进给切割的过程中自适应的改变进给速度,在切割截面较厚的地方时能自适应地减慢进给速度,避免出现毛边、刀具过热和切面质量下降的情况;通过设置内外摩擦环以及抵接块,在摩擦环相对于螺纹套向右滑动至极限后,抵接块使内外摩擦块脱离接触,使进给传动中断,避免进给速度过块,对切割机和工件造成损伤。
技术研发人员:柴玮泽,王增峰
受保护的技术使用者:临沂国派门窗有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!