一种铸件表面处理用喷砂装置的制作方法
本发明涉及喷砂装置领域,特别是一种铸件表面处理用喷砂装置。
背景技术:
1、喷砂枪利用压缩气喷射的高速射流产生吸力,抽取砂粒后将砂粒喷射在铸件的表面,可以利用砂粒的锋利棱角和高硬度,去除掉铸件表面的锈迹、脏污等,在喷砂枪喷砂过程中,砂粒在喷管中完成加速和喷射,因喷砂枪的喷管也会受到砂粒磨料的剧烈磨损,考虑到现有喷管材料的耐磨性能和材料成本问题,喷管的使用寿命还难以达到免维护阶段。
2、在一些需要长时间连续高强度使用的生产环境中,遇到喷管损坏,还需要经历报损申领物料、拆卸安装等过程,耽误生产进程,因此为了能够让喷砂枪持续使用更久的时间,提出了能够内置多个喷管快速切换的一种铸件表面处理用喷砂装置,使得喷砂枪在发生喷管损坏时能够继续工作,直到计划生产暂停或进入计划设备养护时间。
技术实现思路
1、鉴于上述或现有技术中喷砂枪喷管磨损限制了喷砂枪使用寿命和可靠性的问题,提出了本发明。
2、因此,本发明的目的是提供一种铸件表面处理用喷砂装置。
3、为解决上述技术问题,本发明提供如下技术方案:一种铸件表面处理用喷砂装置,包括y型阀组和喷管,还包括支架机构,其包括中轴,所述中轴套接有型材,所述型材呈环形阵列设置有三组第一滑槽,且每个所述第一滑槽均滑动连接有卡座,所述喷管与卡座卡接,所述中轴外壁位于型材处设置有防滑胶圈;切换机构,其包括安装座,所述安装座与y型阀组的壳体拼接,且所述中轴的一端与安装座转动连接,所述中轴位于安装座的一端固定套接有扭环,所述安装座的端面绕中轴沿圆弧路径开设有第二滑槽,且所述安装座位于第二滑槽的槽底沿第二滑槽路径开设有第三滑槽,所述第一滑槽和二滑槽的断面轮廓均呈凸字形设置,且所述第二滑槽内匹配滑动连接有滑块,所述第二滑槽内位于滑块和连接座之间设置有第一弹簧,且所述第三滑槽的两端设置有圆弧,且所述圆弧直径大于第三滑槽的槽宽,所述圆弧直径小于第二滑槽的槽宽,所述滑块平行中轴弹性插接有拨针,且所述拨针的一端插接于型材上相邻的第一滑槽之间,所述拨针的另一端与第三滑槽匹配滑动连接;所述拨针沿其径向转动连接有短轴,且所述短轴与扭环搭接,所述y型阀组设置有排气接口,且所述排气接口弹性密封滑动套接有转接套,所述转接套的一端与喷管密封滑动套接,且所述喷管沿其径向连接有短臂,且所述短臂的末端球接有滚珠,所述滚珠与扭环搭接。
4、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述安装座呈扇形,且所述安装座与y型阀组的壳体拼合呈圆柱体,所述安装座和y型阀组之间连接有外壳,所述外壳呈圆管状,且所述支架机构套接于外壳内,所述外壳远离安装座的一端连接有端盖,且所述端盖位于喷管的喷口处呈镂空设置,所述y型阀组还设置有进气接口和进砂接口。
5、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述中轴位于型材的两端均卡接有卡簧,所述中轴的另一端与端盖转动插接,且所述中轴贯穿端盖的一端沿其径向设置有手柄。
6、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述拨针位于滑块和短轴之间套接有第二弹簧,所述排气接口位于y型阀组和转接套之间设置有第三弹簧。
7、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述扭环沿圆弧路径连续设置有第一凹段、第一凸段、第二凹段和第二凸段,且所述滚珠和短轴的一端均弹性压接于扭环位于安装座的一侧。
8、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述第一凹段的弧度为六十度,且所述第一凸段的弧度为一百二十度,所述第二凹段的弧度为一百二十度,且所述第二凸段的弧度为六十度。
9、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:装置处于零位时,所述短轴位于第二凹段靠近第一凸段的一端,且所述滚珠位于第一凹段内。
10、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述第一凹段、第一凸段、第二凹段、第二凸段的连接处均加厚设置。
11、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述第二凹段和第二凸段之间连接处设置有斜推面,且所述斜推面与短轴接触角度为四十五度。
12、作为本发明铸件表面处理用喷砂装置的一种优选方案,其中:所述第一弹簧、第二弹簧和第三弹簧均为压缩弹簧。
13、本发明的铸件表面处理用喷砂装置的有益效果:该装置通过在喷砂枪内存放多个备用喷管并在需要时将新喷管替换旧喷管,不仅实现了数倍于常规喷砂枪的工作时间,还非常适用于不同性质的工作介质,具有良好的兼容性,对于操作者来说,仅仅只是拨动手柄一圈,每拨动一圈,内部自动切换一次喷管位置,操作非常的便捷,足以支持喷枪持续使用到生产线进入计划性停机维护时间,不同工作介质还可以切换对应的喷管使用而互不影响。
技术特征:
1.一种铸件表面处理用喷砂装置,包括y型阀组(100)和喷管(104),其特征在于:还包括,
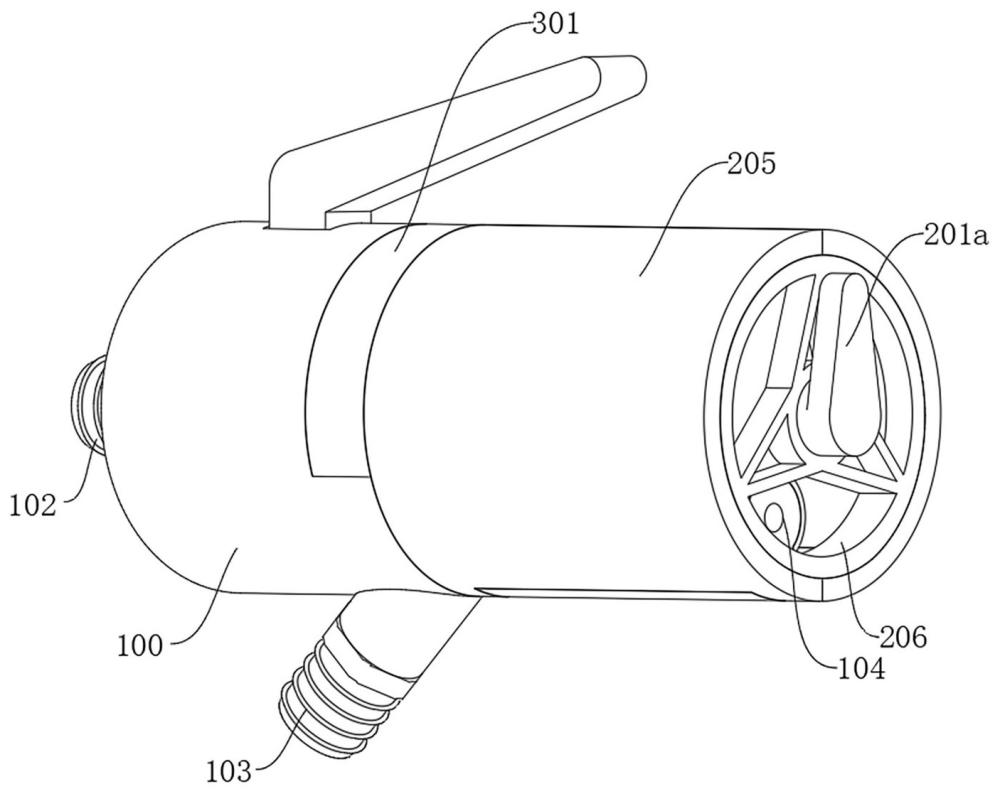
2.如权利要求1所述的铸件表面处理用喷砂装置,其特征在于:所述安装座(301)呈扇形,且所述安装座(301)与y型阀组(100)的壳体拼合呈圆柱体,所述安装座(301)和y型阀组(100)之间连接有外壳(205),所述外壳(205)呈圆管状,且所述支架机构(200)套接于外壳(205)内,所述外壳(205)远离安装座(301)的一端连接有端盖(206),且所述端盖(206)位于喷管(104)的喷口处呈镂空设置,所述y型阀组(100)还设置有进气接口(102)和进砂接口(103)。
3.如权利要求2所述的铸件表面处理用喷砂装置,其特征在于:所述中轴(201)位于型材(202)的两端均卡接有卡簧(207),所述中轴(201)的另一端与端盖(206)转动插接,且所述中轴(201)贯穿端盖(206)的一端沿其径向设置有手柄(201a)。
4.如权利要求3所述的铸件表面处理用喷砂装置,其特征在于:所述拨针(305)位于滑块(303)和短轴(306)之间套接有第二弹簧(310),所述排气接口(101)位于y型阀组(100)和转接套(307)之间设置有第三弹簧(311)。
5.如权利要求4所述的铸件表面处理用喷砂装置,其特征在于:所述扭环(302)沿圆弧(301c)路径连续设置有第一凹段(302a)、第一凸段(302b)、第二凹段(302c)和第二凸段(302d),且所述滚珠(309)和短轴(306)的一端均弹性压接于扭环(302)位于安装座(301)的一侧。
6.如权利要求5所述的铸件表面处理用喷砂装置,其特征在于:所述第一凹段(302a)的弧度为六十度,且所述第一凸段(302b)的弧度为一百二十度,所述第二凹段(302c)的弧度为一百二十度,且所述第二凸段(302d)的弧度为六十度。
7.如权利要求6所述的铸件表面处理用喷砂装置,其特征在于:装置处于零位时,所述短轴(306)位于第二凹段(302c)靠近第一凸段(302b)的一端,且所述滚珠(309)位于第一凹段(302a)内。
8.如权利要求7所述的铸件表面处理用喷砂装置,其特征在于:所述第一凹段(302a)、第一凸段(302b)、第二凹段(302c)、第二凸段(302d)的连接处均加厚设置。
9.如权利要求8所述的铸件表面处理用喷砂装置,其特征在于:所述第二凹段(302c)和第二凸段(302d)之间连接处设置有斜推面(302e),且所述斜推面(302e)与短轴(306)接触角度为四十五度。
10.如权利要求9所述的铸件表面处理用喷砂装置,其特征在于:所述第一弹簧(304)、第二弹簧(310)和第三弹簧(311)均为压缩弹簧。
技术总结
本发明涉及喷砂装置领域,尤其是一种铸件表面处理用喷砂装置,包括Y型阀组和喷管,还包括支架机构,其包括中轴,所述中轴套接有型材,所述型材呈环形阵列设置有三组第一滑槽,且每个所述第一滑槽均滑动连接有卡座,所述喷管与卡座卡接,所述中轴外壁位于型材处设置有防滑胶圈。该装置通过在喷砂枪内存放多个备用喷管并在需要时将新喷管替换旧喷管,不仅实现了数倍于常规喷砂枪的工作时间,还非常适用于不同性质的工作介质,具有良好的兼容性,对于操作者来说,仅仅只是拨动手柄一圈,每拨动一圈,内部自动切换一次喷管位置,操作非常的便捷,足以支持喷枪持续使用到生产线进入计划性停机维护时间。
技术研发人员:于佳
受保护的技术使用者:江苏三耐特种设备制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!