一种双倒角拉刀加工用夹具的制作方法
本技术涉及加工;具体而言,本技术涉及一种双倒角拉刀加工用夹具。
背景技术:
1、双倒角拉刀是一种应用于空调压缩机加工中,比如应用于气缸的倒角加工中,可以一次成型,倒角形状一致等特征,如图1所示,具有并列刀齿,具有三段刃结构组成的多刃成型面(第一倒角刃、直刃和第二倒角刃),使得在拉刀的加工过程中,需要对其进行双倒角刃磨,并且还需对刀刃两侧面进行刃磨。但目前技术中的夹具通常是单角度和单方向的。在倒角刃磨过程中,都是在对拉刀一侧倒角刃磨完成后,更换另一夹具,操作不方便,较为繁琐。
技术实现思路
1、本实用新型的目的在于提供一种双倒角拉刀加工用夹具,可解决或者至少缓解了现有技术中存在的上述问题和其它方面问题中的一个或多个。
2、为了实现前述目的,本实用新型提供了一种双倒角拉刀加工用夹具,其中,所述双倒角拉刀加工用夹具包括:
3、基座,所述基座的上端面形成有第一斜面,所述第一斜面与水平面之间的夹角为α,0<α<90°,所述基座的右端面形成有第二斜面,所述第二斜面与竖直面之间的夹角为β,0<β<90°;
4、上卡块,所述上卡块设置于所述基座的上端面,所述上卡块与所述第一斜面形成“l”型的上卡槽;
5、上压板,所述上压板设置于所述基座的上端面并用于将拉刀固定于所述上卡槽内;
6、右卡块,所述右卡块设置于所述基座的右端面,所述右卡块与所述第二斜面形成“l”型的右卡槽;
7、右压板,所述右压板设置于所述基座的右端面并用于将拉刀固定于所述右卡槽内。
8、在如前所述的双倒角拉刀加工用夹具中,可选地,所述上压板和所述右压板均呈“v”字型,“v”字型的所述上卡块和所述右卡块的开口均朝向拉刀。
9、在如前所述的双倒角拉刀加工用夹具中,可选地,所述上压板和所述右压板均通过螺栓与所述基座可拆卸连接。
10、在如前所述的双倒角拉刀加工用夹具中,可选地,所述基座的上端面和右端面对应所述螺栓等间距设置有多个固定螺纹槽。
11、在如前所述的双倒角拉刀加工用夹具中,可选地,所述基座的上端面设置有凸起,所述凸起用于抵住所述上压板。
12、在如前所述的双倒角拉刀加工用夹具中,可选地,所述基座的前端面和/或后端面对应所述上卡槽设置有上限位螺纹槽,所述上限位螺纹槽处设置有上卡位螺钉,所述上卡位螺钉用于抵住拉刀;
13、所述基座的前端面和/或后端面对应所述右卡槽设置有右限位螺纹槽,所述右限位螺纹槽处设置有右卡位螺钉,所述右卡位螺钉用于抵住拉刀。
14、在如前所述的双倒角拉刀加工用夹具中,可选地,所述上卡槽和所述右卡槽的拐角处均设置有导屑槽。
15、与现有技术相比,本实用新型的有益效果是:
16、根据本实用新型的双倒角拉刀加工用夹具,拉刀固定于上卡槽内,刃磨设备可对拉刀刀齿侧面进行刃磨,拉刀固定于右卡槽内,刃磨设备可对拉刀两侧的倒角刃进行刃磨。本实用新型的双倒角拉刀加工用夹具与刃磨设备实现对拉刀两倒角进行刃磨。
技术特征:
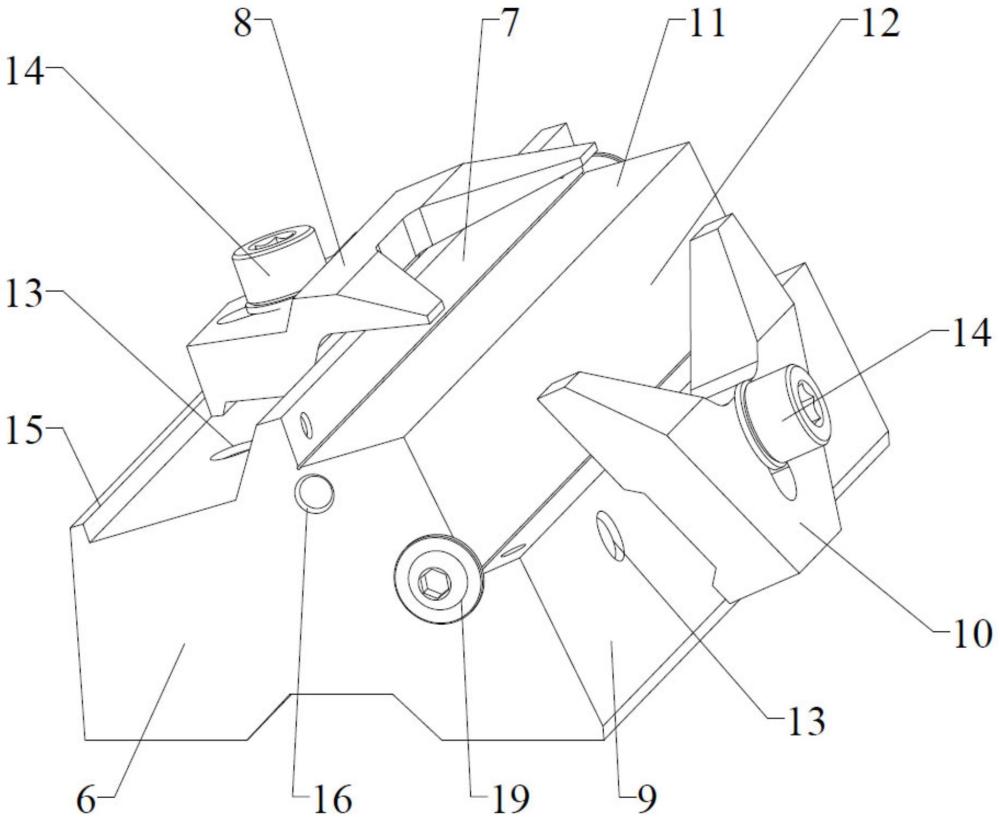
1.一种双倒角拉刀加工用夹具,其特征在于,所述双倒角拉刀加工用夹具包括:
2.如权利要求1所述的双倒角拉刀加工用夹具,其特征在于,所述上压板(8)和所述右压板(10)均呈“v”字型,“v”字型的所述上卡块(7)和所述右卡块(9)的开口均朝向拉刀。
3.如权利要求1所述的双倒角拉刀加工用夹具,其特征在于,所述上压板(8)和所述右压板(10)均通过螺栓(14)与所述基座(6)可拆卸连接。
4.如权利要求3所述的双倒角拉刀加工用夹具,其特征在于,所述基座(6)的上端面和右端面对应所述螺栓(14)等间距设置有多个固定螺纹槽(13)。
5.如权利要求1所述的双倒角拉刀加工用夹具,其特征在于,所述基座(6)的上端面设置有凸起(15),所述凸起(15)用于抵住所述上压板(8)。
6.如权利要求1所述的双倒角拉刀加工用夹具,其特征在于,所述基座(6)的前端面和/或后端面对应所述上卡槽设置有上限位螺纹槽(16),所述上限位螺纹槽(16)处设置有上卡位螺钉(18),所述上卡位螺钉用于抵住拉刀;
7.如权利要求1所述的双倒角拉刀加工用夹具,其特征在于,所述上卡槽和所述右卡槽的拐角处均设置有导屑槽。
技术总结
本技术涉及一种双倒角拉刀加工用夹具,所述双倒角拉刀加工用夹具包括:基座,所述基座的上端面形成有第一斜面,所述基座的右端面形成有第二斜面;上卡块,所述上卡块设置于所述基座的上端面,所述上卡块与所述第一斜面形成“L”型的上卡槽;上压板,所述上压板设置于所述基座的上端面并用于将拉刀固定于所述上卡槽内;右卡块,所述右卡块设置于所述基座的右端面,所述右卡块与所述第二斜面形成“L”型的右卡槽;右压板,所述右压板设置于所述基座的右端面并用于将拉刀固定于所述右卡槽内。本技术双倒角拉刀加工用夹具与刃磨设备实现对拉刀两侧倒角进行刃磨。
技术研发人员:徐冬生,汤庆荣,汤晨冬,徐维华,黄建德
受保护的技术使用者:上海永桦合金工具有限公司
技术研发日:20240417
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!