一种1400MPa级别中锰钢的制备方法
本发明涉及汽车用钢材料,具体涉及一种1400mpa级别中锰钢的制备方法。
背景技术:
1、汽车行业迅速发展,汽车产量呈爆发式上升,环境和能源问题日益严峻,越来越多的企业重视绿色制造和节能减排。应用在汽车车身结构件的钢铁往往要求高强度、高塑性以及良好的加工性能。一方面钢材在变形时会产生裂纹以及开裂的现象,而合适的屈服强度以及低屈强比可以有更低的加工能耗和更大的成形空间,减少了钢厂生产成本。另一方面汽车碰撞安全性十分重要,较高的抗拉强度可以让断裂滞后发生,提高车辆的安全性。因此,合适的屈服强度以及如何降低屈强比的同时提高抗拉强度是设计汽车结构用钢的关键。
2、汽车结构用中锰钢汽车领域应用范围广泛的先进高强钢,组织为奥氏体和铁素体,奥氏体可以通过trip相变诱发和塑性变形而使钢的强度和塑性有所提高,具有高强度的力学性能特征。在受到外力碰撞而发生变形时,因为具有超低屈强比,钢的剪切断裂不会断裂,有效提高了汽车的安全系数。中锰钢常用于汽车悬挂系统、abc柱和保险杠等防撞部位,随着社会的发展,对汽车结构用中锰钢的性能要求越来越高。
3、中国发明专利申请cn117144261a公开了一种低屈强比高抗拉强度的室温淬火-配分中锰钢及其制备方法,其成分按质量百分比为c:0.1-0.3%,mn:8-12%,si:1.0-3.0%,p:≤0.005%,s:≤0.005%,余量为fe以及不可避免的杂质。可得到屈强比为0.55~0.60,抗拉强度为1250~1350mpa。但是,其屈强比过高,抗拉强度也略低,且多了一步配分热处理工艺。
4、中国发明专利申请cn116288030a公开了一种600mpa级汽车外板用热镀锌双相钢及制备方法,其成分按质量百分比为:c:0.11~0.15%,si:0.05~0.10%,mn:1.5~1.7%,p≤0.005%,s≤0.005%,a1s:0.4~0.6%,mo:0.01~0.05%,其余为fe及不可避免的杂质,可得其屈强比为0.55,屈服强度为300~360mpa,抗拉强度为620~670m。该钢板屈强比过高,屈服强度和抗拉强度都较低。
技术实现思路
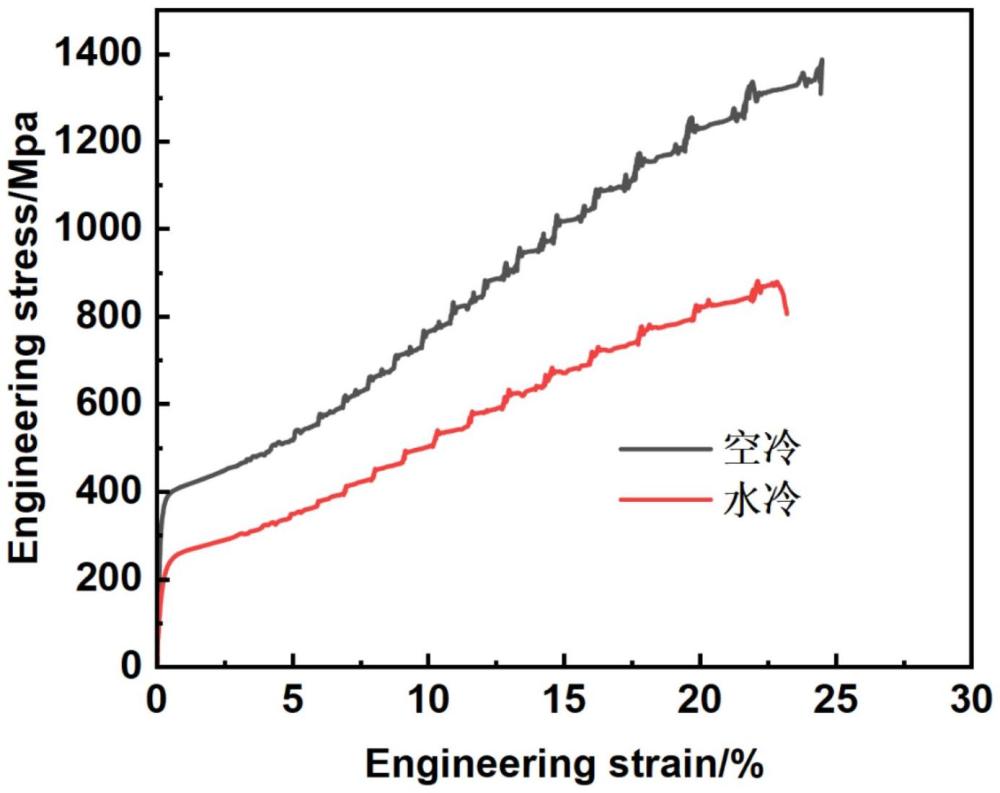
1、针对现有技术的不足,本发明提供了一种1400mpa级别中锰钢的制备方法,以温轧方式进行轧制,并结合正火工艺,最终得到屈强比在0.3~0.306,屈服强度在270mpa~430mpa,抗拉强度在800mpa~1400mpa之间的超高强中锰钢。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、本发明公开了一种1400mpa级别中锰钢的制备方法,将中锰钢铸锭加热至1150℃~1250℃保温2±0.5小时,然后锻铸成板坯,空冷后,在1100℃~1200℃保温20分钟,进行多道次热轧变形,空冷后,加热至700℃~750℃并保温20分钟,然后在620℃~720℃进行温轧变形,空冷后,加热至700℃~750℃并保温至少20分钟,空冷后,即得1400mpa级别超低屈强比中锰钢。
4、优选的,按照质量百分比计,所述中锰钢的原料包括:碳:0.15%~0.30%、锰:11%~13.5%、铝:1.5%~2.5%、硫:0~0.005%、磷:0~0.008%、余量为铁。
5、优选的,将中锰钢的各原料在1550℃~1650℃熔炼,以获得铸锭。
6、优选的,热轧道次为5~7道次,开轧温度为1000℃~1100℃,终轧温度为850℃~950℃。
7、优选的,温轧道次为10~12道次。
8、本发明具备以下有益效果:
9、1.本发明所制备的中锰钢中无cr、mo等贵重金属元素,成本较低并拥有较好力学性能,具有巨大的社会需求量,有望在广大的钢铁市场中占据一席之地。
10、2.本发明的超高强中锰钢的屈强比为0.3~0.306,屈服强度为270mpa~430mpa,延伸率为23%~25%,抗拉强度在800mpa~1400mpa,具有良好的加工硬化率,还有很好的强度和延伸率等力学性能特征。并且不添加cr、mo等贵重合金元素,有助于汽车的轻量化与安全性,具备显著的经济和社会效益。
11、3.本发明优化了化学组分。c和mn元素提高了奥氏体的稳定性,减小奥氏体变为马氏体的转变速率。由于si对钢板的表面质量不利,本发明用al代替了si元素,以获得优良的拉伸性能。与此同时,本发明的化学组分中不含有cr、mo、ti等贵重合金元素,降低了生产成本。
12、4.本发明在温轧后进行了热处理,细化了晶粒,提高了奥氏体的稳定性,可有效增强奥氏体相变时的trip效应。
13、5.采用真空感应炉冶炼,在真空条件下通过电磁感应原理使熔炼材料获得感应电流,以达到加热目的,不需要采用覆盖剂来防止空气中的n、o元素在高温下与铁锰反应,节约了覆盖剂的使用,可有效降低本发明超高强中锰钢板的生产成本,并且加热效率高,提高了生产效率。
技术特征:
1.一种1400mpa级别中锰钢的制备方法,其特征在于:将中锰钢铸锭加热至1150℃~1250℃保温2±0.5小时,然后锻铸成板坯,空冷后,在1100℃~1200℃保温20分钟,进行多道次热轧变形,空冷后,加热至700℃~750℃并保温20分钟,然后在620℃~720℃进行温轧变形,空冷后,加热至700℃~750℃并保温至少20分钟,空冷后,即得1400mpa级别超低屈强比中锰钢。
2.根据权利要求1所述的制备方法,其特征在于:按照质量百分比计,所述中锰钢的原料包括:碳:0.15%~0.30%、锰:11%~13.5%、铝:1.5%~2.5%、硫:0~0.005%、磷:0~0.008%、余量为铁。
3.根据权利要求2所述的制备方法,其特征在于:将中锰钢的各原料在1550℃~1650℃熔炼,以获得铸锭。
4.根据权利要求1所述的制备方法,其特征在于:热轧道次为5~7道次,开轧温度为1000℃~1100℃,终轧温度为850℃~950℃。
5.根据权利要求1所述的制备方法,其特征在于:温轧道次为10~12道次。
技术总结
本发明涉及汽车用钢材料技术领域,具体涉及一种1400MPa级别中锰钢的制备方法。具体技术方案为:将中锰钢铸锭加热至1150℃~1250℃保温2±0.5小时,然后锻铸成板坯,空冷后,在1100℃~1200℃保温20分钟,进行多道次热轧变形,空冷后,加热至700℃~750℃并保温20分钟,然后在620℃~720℃进行温轧变形,空冷后,加热至700℃~750℃并保温至少20分钟,空冷后,即得1400MPa级别超低屈强比中锰钢。本发明以温轧方式进行轧制,并结合正火工艺,最终得到屈强比在0.3~0.306,屈服强度在270MPa~430MPa,抗拉强度在800MPa~1400MPa之间的超高强中锰钢。
技术研发人员:吴志强,刘威,徐桂丽,陈奎,何其巍,肖大恒,胡军
受保护的技术使用者:湖南科技大学
技术研发日:
技术公布日:2025/4/24
- 还没有人留言评论。精彩留言会获得点赞!