一种蒸压加气混凝土板及生产工艺的制作方法
本发明涉及加气混凝土板生产领域,具体涉及一种蒸压加气混凝土板及生产工艺。
背景技术:
1、蒸压加气混凝土板是以水泥、石灰、硅砂等为主要原料再根据结构要求配置添加不同数量经防腐处理的钢筋网片的一种轻质多孔新型的绿色环保建筑材料,经高温高压、蒸汽养护,反应生产具有多孔状结晶的蒸压加气混凝土板,其密度较一般水泥质材料小,且具有良好的耐火、防火、隔音、隔热、保温等无与伦比的性能。
2、在对蒸压加气混凝土板生产时,并未设置一整套完整的生产工艺流程以及严格的执行标准,使得成品蒸压加气混凝土板质量不一,容易出现强度不够、孔洞等现象,需要进行返工,影响生产效率。
技术实现思路
1、本发明的目的在于:为解决上述背景技术中提出的问题,本发明提供了一种蒸压加气混凝土板及生产工艺。
2、本发明为了实现上述目的具体采用以下技术方案:
3、一种蒸压加气混凝土板,该蒸压加气混凝土板由如下材料制成:
4、淤沙、采矿选矿废渣、粉煤灰、磷石膏、石灰、水泥、铝粉、钢筋。
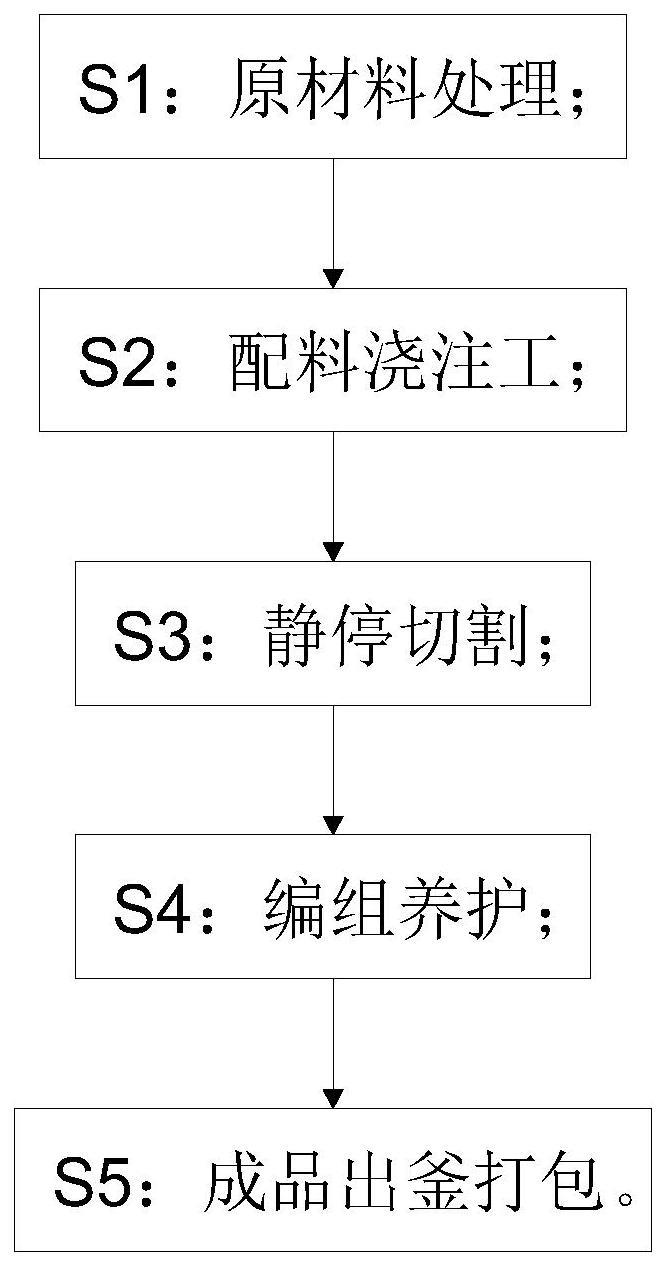
5、一种蒸压加气混凝土板生产工艺,应用于上述任一项所述的一种蒸压加气混凝土板,其特征在于,该工艺包括以下步骤:
6、s1:原材料处理;
7、s2:配料浇注工;
8、s3:静停切割;
9、s4:编组养护;
10、s5:成品出釜打包。
11、进一步的,所述s1中原材料处理时,利用抓斗行车抓取淤沙、采矿选矿废渣、粉煤灰、磷石膏,称量后由皮带输送机送入球磨机球磨,并将水泥及石灰分别输送至储存罐内备用,且将投入铝粉仓内备用。
12、进一步的,所述磨球机对原料研磨后,需对原料过筛,筛网采用0.08mm方孔筛,筛余量≤25%,料浆比重1.55-1.65kg/l,制成料浆储存于料浆罐内。
13、进一步的,所述石灰处理时,消解温度≥85℃,消解时间8-15min,并采用细度要求过0.08mm方孔筛进行过筛,筛余量<15%。
14、进一步的,所述s1中原材料处理时,按尺寸要求制好网片,且钢筋≥φ4.0mm,钢筋圆盘经拉丝机处理后由全自动钢筋网片焊机焊接成网片,网片经组网后制成网笼,并将制好的网片经组网后浸防腐槽防腐,防腐完成入烘箱烘干,网笼经防腐处理及烘箱烘干后由插钎机构吊运至指定位置等待插钎。
15、进一步的,所述s2中配料浇注时,按配方要求计量好料浆、废浆、石灰、水泥、铝粉,启动浇注搅拌机,依次入料浆、废浆,水泥、石灰、铝粉,之后将浇注机将混合好的浆料放入模框,由插钎机构将网笼插入已定位好的模框,之后送入静停窑冷却。
16、进一步的,所述浇筑时,浇注温度40-45℃,水料比0.65左右。
17、进一步的,所述s3中静停切时,静停窑温度约50℃,切割硬度450-550,切割废料加水混合入废浆池后比重控制1.35-1.4kg/l,泵入废浆罐,配料浇注用,将切割好的胚体编组在釜前等待入釜。
18、进一步的,所述s4中编组养护时,胚体进入釜内,进行蒸压养护,恒压时间8-10h,恒压压力:1.0-1.2mpa,温度185-195℃。
19、本发明的有益效果如下:
20、本发明,通过该生产工艺流程,使得蒸压加气混凝土板生产时,采用一整套完整的生产工艺流程生产,严格控制各项标准,减少强度不够、孔洞等现象,进而提高蒸压加气混凝土板的质量,更有利于后续的使用,同时能够减少返工量,提高生产效率。
技术特征:
1.一种蒸压加气混凝土板,其特征在于,该蒸压加气混凝土板由如下材料制成:
2.根据权利要求1所述的一种蒸压加气混凝土板生产工艺,应用于上述权利要求1所述的一种蒸压加气混凝土板,其特征在于,该工艺包括以下步骤:
3.根据权利要求2所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述s1中原材料处理时,利用抓斗行车抓取淤沙、采矿选矿废渣、粉煤灰、磷石膏,称量后由皮带输送机送入球磨机球磨,并将水泥及石灰分别输送至储存罐内备用,且将投入铝粉仓内备用。
4.根据权利要求3所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述磨球机对原料研磨后,需对原料过筛,筛网采用0.08mm方孔筛,筛余量≤25%,料浆比重1.55-1.65kg/l,制成料浆储存于料浆罐内。
5.根据权利要求3所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述石灰处理时,消解温度≥85℃,消解时间8-15min,并采用细度要求过0.08mm方孔筛进行过筛,筛余量<15%。
6.根据权利要求1所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述s1中原材料处理时,按尺寸要求制好网片,且钢筋≥φ4.0mm,钢筋圆盘经拉丝机处理后由全自动钢筋网片焊机焊接成网片,网片经组网后制成网笼,并将制好的网片经组网后浸防腐槽防腐,防腐完成入烘箱烘干,网笼经防腐处理及烘箱烘干后由插钎机构吊运至指定位置等待插钎。
7.根据权利要求2所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述s2中配料浇注时,按配方要求计量好料浆、废浆、石灰、水泥、铝粉,启动浇注搅拌机,依次入料浆、废浆,水泥、石灰、铝粉,之后将浇注机将混合好的浆料放入模框,由插钎机构将网笼插入已定位好的模框,之后送入静停窑冷却。
8.根据权利要求7所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述浇筑时,浇注温度40-45℃,水料比0.65左右。
9.根据权利要求7所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述s3中静停切时,静停窑温度约50℃,切割硬度450-550,切割废料加水混合入废浆池后比重控制1.35-1.4kg/l,泵入废浆罐,配料浇注用,将切割好的胚体编组在釜前等待入釜。
10.根据权利要求2所述的一种蒸压加气混凝土板生产工艺,其特征在于,所述s4中编组养护时,胚体进入釜内,进行蒸压养护,恒压时间8-10h,恒压压力:1.0-1.2mpa,温度185-195℃。
技术总结
本发明公开了一种蒸压加气混凝土板及生产工艺,涉及加气混凝土板生产领域。该蒸压加气混凝土板由如下材料制成:淤沙、采矿选矿废渣、粉煤灰、磷石膏、石灰、水泥、铝粉、钢筋。一种蒸压加气混凝土板,该工艺包括以下步骤:S1:原材料处理;S2:配料浇注工;S3:静停切割;S4:编组养护;S5:成品出釜打包;通过该生产工艺流程,使得蒸压加气混凝土板生产时,采用一整套完整的生产工艺流程生产,严格控制各项标准,减少强度不够、孔洞等现象,进而提高蒸压加气混凝土板的质量,更有利于后续的使用,同时能够减少返工量,提高生产效率。
技术研发人员:徐瑾,陆刚强,裘铝波,曹建阳,王慧成
受保护的技术使用者:宁国华滋筑友建材科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!