一种玻璃吹制成型模具的制作方法
1.本实用新型涉及玻璃瓶加工技术领域,具体是指一种玻璃吹制成型模具。
背景技术:
2.玻璃瓶成型时,在玻璃吹制模具通入吹制气,在模具内形成玻璃瓶,而玻璃吹制模具一般由两个成型模拼合而成,为防止成型模拼合时合缝线处出现错位或者间隙过大,在成型模上设置定位销以及定位孔进行拼合。
3.如公开号为cn205907175u,名称为“一种新型带定位销的玻璃瓶成形模具”的中国专利,在一个成型模侧面加装定位销,另一个成型模侧面设置定位孔,通过定位销卡入至定位孔中,形成防变形结构。
4.但是如果通过的吹制气过大,成型模容易向外侧胀开,成型模拼合处的间隙变大,在成型的玻璃瓶表面仍然会出现较为明显的合缝线。
技术实现要素:
5.本实用新型要解决的技术问题是针对上述现有技术的不足,而提供一种玻璃吹制成型模具。
6.为解决上述技术问题,本实用新型采用的技术方案是:
7.一种玻璃吹制成型模具,包括设置在底板上的底模以及两个成型模,所述成型模一侧设置有向外侧的延伸边,延伸边的外侧面上设置有定位座,所述底板底部连接有安装板,安装板表面安装有气缸,气缸的活塞端上连接有支架板,所述支架板的两侧设置有定位销,定位销穿过底板和底模上开设的导销孔,所述定位座内加工有销孔,两个成型模与底模围合时,定位销插入至导向孔内。
8.进一步的,所述两个成型模的延伸边上分别设置有相对应的定位柱和定位孔,两个成型模围合时,定位柱插入至定位孔内。
9.进一步的,所述定位柱端部呈锥状。
10.进一步的,所述成型模内设置有散热孔,散热孔分布在成型模与底模围合形成的成型腔室周边。
11.与现有技术相比,本实用新型的一种玻璃吹制成型模具,在成型模合拢后,定位销插入至成型模上的销孔内,形成锁紧结构,以防止成型模向外张开,避免瓶身上出现合缝线,提高产品质量。
附图说明
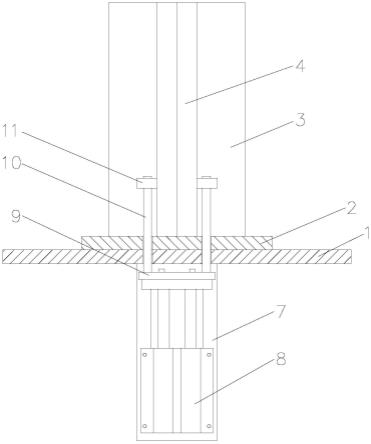
12.图1是本实用新型的结构示意图;
13.图2是本实用新型两个成型模打开后的结构示意图;
14.图3是本实用新型延伸边上定位柱与定位孔配合的示意图;
15.其中,1、底板,2、底模,3、成型模,4、延伸边,5、定位柱,6、定位孔,7、安装板,8、双
轴导向气缸,9、支架板,10、定位销,11、定位座,12、散热孔。
具体实施方式
16.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述。
17.如图1~图3所示,一种玻璃吹制成型模具,包括设置在底板1上的底模2以及两个成型模3,两个成型模3与底模2围合后内部形成成型腔室,所述成型模3一侧设置有向外侧的延伸边4,其中一个延伸边4内表面对称设置有定位柱5,另一个延伸边4内表面相对应的设置有定位孔6,成型模围合时,定位柱5插入至定位孔6内,以防止成型模合缝线处发生错位。
18.所述底板1底部连接有安装板7,安装板7表面安装有双轴导向气缸8,双轴导向气缸8的活塞端上连接有支架板9,在支架板9的两侧设置有两根定位销10,所述底板1和底模2上开设有导销孔,定位销10穿过导销孔,所述延伸边4的外侧面上设置有定位座11,定位座11内加工有销孔,当成型模围合时,定位销10插入至销孔内,防止成型腔室内吹制气过大,成型模胀开,当吹制成型后,双轴导向气缸8的活塞端下行,定位销10缩回导销孔内,以便于成型模3打开。
19.所述定位柱5端部呈锥状,以便于成型模围合时定位柱5插入至定位孔6内。
20.所述成型模3内设置有竖直的散热孔12,散热孔12分布在成型腔室周边,通过散热孔12提高成型腔室的散热性能。
21.本实用新型并不局限于所述的实施例,本领域的技术人员在不脱离本实用新型的精神即公开范围内,仍可作一些修正或改变,故本实用新型的权利保护范围以权利要求书限定的范围为准。
技术特征:
1.一种玻璃吹制成型模具,包括设置在底板上的底模以及两个成型模,其特征在于:所述成型模一侧设置有向外侧的延伸边,延伸边的外侧面上设置有定位座,所述底板底部连接有安装板,安装板表面安装有气缸,气缸的活塞端上连接有支架板,所述支架板的两侧设置有定位销,定位销穿过底板和底模上开设的导销孔,所述定位座内加工有销孔,两个成型模与底模围合时,定位销插入至导向孔内。2.根据权利要求1所述的一种玻璃吹制成型模具,其特征在于:所述两个成型模的延伸边上分别设置有相对应的定位柱和定位孔,两个成型模围合时,定位柱插入至定位孔内。3.根据权利要求2所述的一种玻璃吹制成型模具,其特征在于:所述定位柱端部呈锥状。4.根据权利要求1所述的一种玻璃吹制成型模具,其特征在于:所述成型模内设置有散热孔,散热孔分布在成型模与底模围合形成的成型腔室周边。
技术总结
一种玻璃吹制成型模具,包括设置在底板上的底模以及两个成型模,所述成型模一侧设置有向外侧的延伸边,延伸边的外侧面上设置有定位座,所述底板底部连接有安装板,安装板表面安装有气缸,气缸的活塞端上连接有支架板,所述支架板的两侧设置有定位销,定位销穿过底板和底模上开设的导销孔,所述定位座内加工有销孔,两个成型模与底模围合时,定位销插入至导向孔内。与现有技术相比,本实用新型的一种玻璃吹制成型模具,在成型模合拢后,定位销插入至成型模上的销孔内,形成锁紧结构,以防止成型模向外张开,避免瓶身上出现合缝线,提高产品质量。品质量。品质量。
技术研发人员:王汉明 秦志林
受保护的技术使用者:南通威明精工机械有限公司
技术研发日:2022.09.11
技术公布日:2022/11/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1