玻璃模具口模用芯子的制作方法
本技术涉及玻璃模具,特别涉及一种玻璃模具用芯子。
背景技术:
1、芯子是玻璃瓶成型模具的重要组成部件。在吹-吹法生产玻璃瓶过程中,为了瓶口的成型,需要先利用芯子插入口模,使玻璃料初步成型瓶口状,产生瓶口,然后芯子退出口模,利用气流吹入瓶口,进而进行玻璃瓶身的成型。
2、如cn212687889u公开的一种玻璃瓶模具口模用芯子,包括芯子本体和设置在芯子本体上的芯子头,芯子头上设置有多个吹气孔,芯子本体上端开设有盲孔,芯子头插设在所述盲孔内,芯子本体外壁周面还开设有通孔,通孔内插设有固定销,固定销与所述芯子头相接触固定,芯子本体和芯子头采用不同材质进行制作。其在使用过程中,由于熔融玻璃料的温度较高,芯子退出口模时,芯子端部容易与玻璃料粘连,导致瓶口变形,影响玻璃瓶生产质量,增加企业生产成本。
技术实现思路
1、本实用新型的目的是提供一种玻璃模具口模用芯子,该芯子能辅助脱模,避免芯头与玻璃料粘连,防止瓶口变形。
2、为了达到上述技术目的,本实用新型的技术方案是:
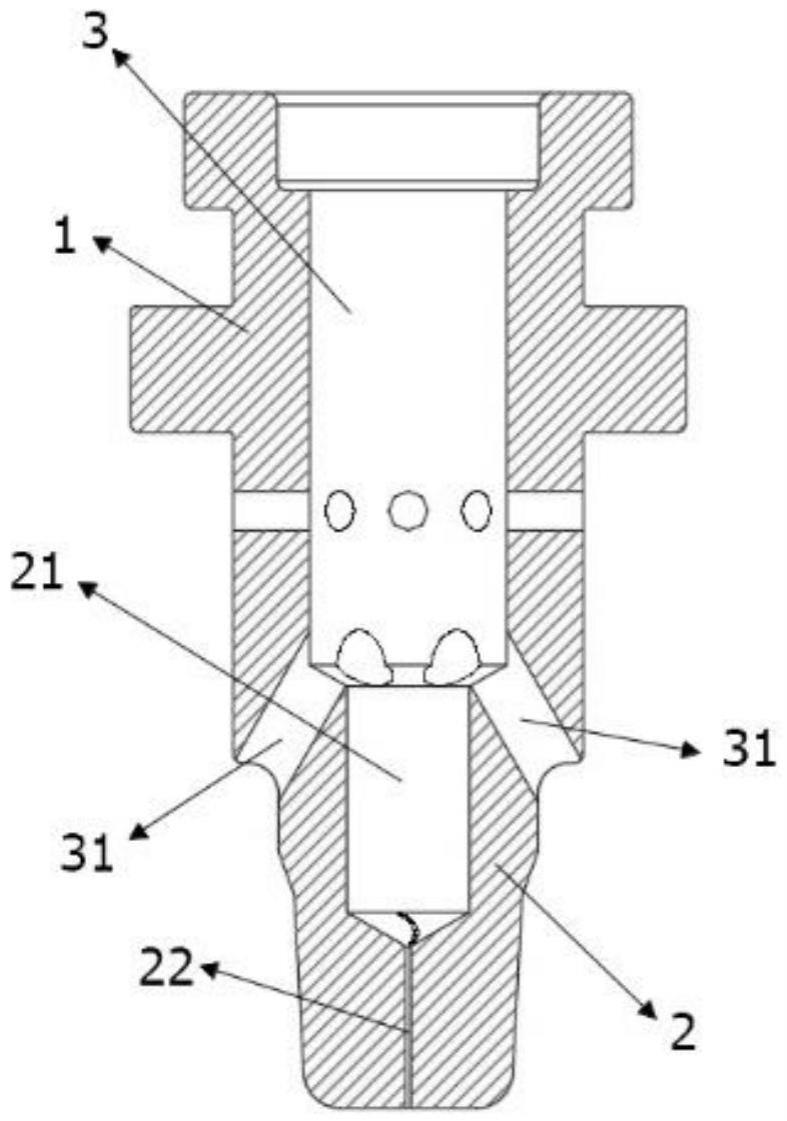
3、玻璃模具口模用芯子,包括芯子本体,所述芯子本体头端具有芯头,所述芯子本体尾端设置有高压气通道,所述芯子本体侧壁设置有多个吹气孔,所述吹气孔均与高压气通道相通,所述芯头内部设置有内部冷却孔,所述内部冷却孔与高压气通道相通,所述芯头的端面设置有排气槽,所述排气槽贯通芯头端部与内部冷却孔相通,所述排气槽宽度为0.2-0.4mm。
4、作为优选,所述排气槽宽度为0.3mm。
5、所述排气槽为s型排气槽。
6、所述吹气孔呈倾斜状。
7、所述吹气孔设置有六个,沿芯子本体周向,六个吹起孔均匀分布在芯子本体侧壁上。
8、使用时,玻璃模具初模、口模等合模配合,玻璃料进入口模内,芯头冲入口模内成型玻璃瓶瓶口,芯头与玻璃料接触时,芯子受玻璃料影响升温。在芯子退出时,高压气源通过高压气通道和吹气孔吹制玻璃料,内部冷却孔与高压气通道相通,因此,在吹制玻璃料时,同时冷却芯头,使芯子头部热收缩变化小,便于芯头脱模;排气槽与内部冷却孔相通,因此,在吹制玻璃料及冷却芯头时,同时通过排气槽排气,能避免玻璃料与芯头粘连,防止瓶口变形。
9、本实用新型的玻璃模具口模用芯子,不仅能辅助脱模,也避免芯头与玻璃料粘连,防止瓶口变形,提高玻璃瓶生产质量,降低企业生产成本。
技术特征:
1.玻璃模具口模用芯子,其特征在于:包括芯子本体,所述芯子本体头端具有芯头,所述芯子本体尾端设置有高压气通道,所述芯子本体侧壁设置有多个吹气孔,所述吹气孔均与高压气通道相通,所述芯头内部设置有内部冷却孔,所述内部冷却孔与高压气通道相通,所述芯头的端面设置有排气槽,所述排气槽贯通芯头端部与内部冷却孔相通,所述排气槽宽度为0.2-0.4mm。
2.根据权利要求1所述的玻璃模具口模用芯子,其特征在于:所述排气槽宽度为0.3mm。
3.根据权利要求1所述的玻璃模具口模用芯子,其特征在于:所述排气槽为s型排气槽。
4.根据权利要求1所述的玻璃模具口模用芯子,其特征在于:所述吹气孔呈倾斜状。
5.根据权利要求1所述的玻璃模具口模用芯子,其特征在于:所述吹气孔设置有六个,沿芯子本体周向,六个吹起孔均匀分布在芯子本体侧壁上。
技术总结
本技术公开了玻璃模具口模用芯子,包括芯子本体,所述芯子本体头端具有芯头,所述芯子本体尾端设置有高压气通道,所述芯子本体侧壁设置有多个吹气孔,所述吹气孔均与高压气通道相通,所述芯头内部设置有内部冷却孔,所述内部冷却孔与高压气通道相通,所述芯头的端面设置有排气槽,所述排气槽贯通芯头端部与内部冷却孔相通,所述排气槽宽度为0.2‑0.4mm。本技术的玻璃模具口模用芯子,不仅能辅助脱模,也避免芯头与玻璃料粘连,防止瓶口变形,提高玻璃瓶生产质量,降低企业生产成本。
技术研发人员:钱卫锋
受保护的技术使用者:常熟市兄弟玻璃模具有限公司
技术研发日:20221202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!