一种更换牵引辊时的远端自动配重系统及配重方法与流程
本发明属于玻璃成型设备控制,特别涉及一种牵引辊远端自动配重系统及配重方法。
背景技术:
1、在载板玻璃生产过程的成型工艺中,需要有数对牵引辊对载板玻璃进行拉引和导向。在稳定生产阶段,对载板玻璃进行主要拉引的一对牵引辊,其结构通常为两端有比主辊直径稍大的夹持轮,夹持轮直接接触载板玻璃,对玻璃进行拉引。
2、正常生产时,夹持轮跟载板玻璃的接触面会有磨损,需要定期对夹持轮接触面进行打磨,打磨时需要更换整组牵引辊,更换时需要对牵引辊的2端同时操作,牵引辊离窑炉近的一端为近端,离窑炉远的一端为远端。更换时,在牵引辊远端插上钢管套住,将牵引辊由远端往近端输送并从近端取出旧牵引辊。
3、更换时,随着牵引辊不断向着近端移动,与牵引辊远端连接的钢管逐渐深入炉内,重心往炉内移动,牵引辊与钢管接口处会下沉,容易磕到炉内部件,损坏设备。如果靠人压在远端钢管上,不能精确掌握重心和配重之间的关系,造成牵引辊上下晃动,也会磕碰到炉内部件,损坏设备。
4、因此在牵引辊更换时,如何控制其远端连接钢管的配重,避免对炉内部件造成磕碰是需要解决的问题。
技术实现思路
1、本发明提出一种牵引辊远端自动配重系统及配重方法,能控制牵引辊远端所连接钢管的配重,避免对炉内部件造成磕碰。
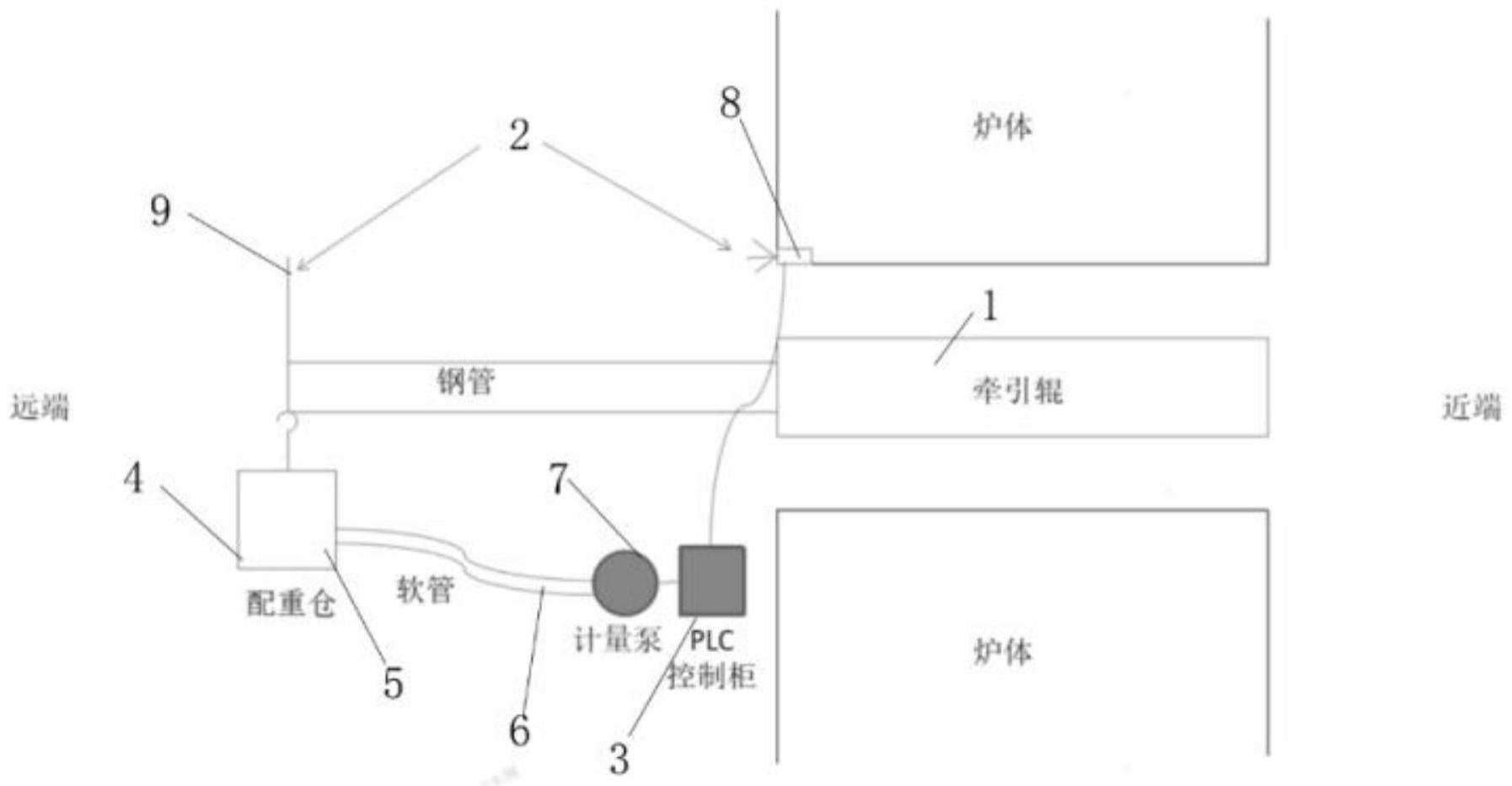
2、本发明的技术方案是这样实现的:一种更换牵引辊时的远端自动配重系统,与生产玻璃窑炉的炉体配合使用,所述炉体内设置有牵引辊,所述牵引辊插入到炉体内的一端为近端,所述牵引辊的另一端为远端,所述牵引辊的远端插接有钢管,该配重系统包括位移测量模块、控制模块和配重模块;
3、位移测量模块,设置有两组且分别位于炉体与牵引辊远端相对应的一侧和钢管背离牵引辊的一侧,两组所述位移测量模块测量钢管插入到炉体内的距离数据并输出到控制模块;
4、控制模块,分别与两组位移测量模块电性连接,用于对接收位移测量模块测得的距离数据进行计算,并将计算结果传递到配重模块;
5、配重模块,与控制模块电性连接,用于接收控制模块发出的信号对钢管进行配重。
6、作为一种优选的实施方式,所述配重模块包括设置在钢管背离牵引辊一端的配重仓,用于盛装液体;所述配重仓上连通设置有软管,用于向配重仓内加注液体;所述软管背离配重仓的一端连通设置有加重单元,所述加重单元与控制模块电性连接,用于控制通过软管向配重仓内加注的液体的重量。
7、作为一种优选的实施方式,所述位移测量模块包括a组激光测重传感器和b组激光测重传感器且二者均与控制模块电性连接,所述a组激光测重传感器位于炉体与牵引辊远端相对应一侧,所述b组激光侧重传感器钢管背离牵引辊的一侧。
8、一种更换牵引辊时的远端自动配重方法,该方法包括以下步骤:
9、第一步,确定钢管及钢管配重二者的重心位置;
10、第二步,计算初始状态下需要增加配重的质量;
11、第三步,与牵引辊连接的钢管及牵引辊从牵引辊远端向牵引辊近端移动,确定剩余钢管的重心位置;
12、第四步,随着第三步中钢管重心位置变化,牵引辊一端重心位置也发生改变确定牵引辊一端的力矩;
13、第五步,根据第三步和第四步数据相同,确定钢管所需的配重的质量;
14、第六步,根据所确定的质量,控制模块控制加重单元通过软管向配重仓内加注相应质量的液体。
15、作为一种优选的实施方式,第三步中,与牵引辊连接的钢管及牵引辊从牵引辊远端向牵引辊近端移动的距离通过位移测量模块测得。
16、作为一种优选的实施方式,所述加重单元包括流量计,所述流量计固定设置在软管上,第六步中,通过软管向配重仓内加注相应质量的液体时,通过流量计计算加入的液体的流量。
17、采用了上述技术方案后,本发明的有益效果是:
18、本发明在牵引辊更换时,在远端的钢管上,根据钢管往炉内移动的距离,自动计算所需配重,并增加相应配重,实现快速连续自动调整钢管配重,保证牵引辊更换时的状态稳定性,避免因为牵引辊上下移动,导致磕碰和损坏设备。
技术特征:
1.一种更换牵引辊时的远端自动配重系统,与生产玻璃窑炉的炉体配合使用,所述炉体内设置有牵引辊,所述牵引辊插入到炉体内的一端为近端,所述牵引辊的另一端为远端,其特征在于,所述牵引辊的远端插接有钢管,该配重系统包括位移测量模块、控制模块和配重模块;
2.根据权利要求1所述的一种更换牵引辊时的远端自动配重系统,其特征在于,所述配重模块包括设置在钢管背离牵引辊一端的配重仓,用于盛装液体;所述配重仓上连通设置有软管,用于向配重仓内加注液体;所述软管背离配重仓的一端连通设置有加重单元,所述加重单元与控制模块电性连接,用于控制通过软管向配重仓内加注的液体的重量。
3.根据权利要求2所述的一种更换牵引辊时的远端自动配重系统,其特征在于,所述位移测量模块包括a组激光测重传感器和b组激光测重传感器且二者均与控制模块电性连接,所述a组激光测重传感器位于炉体与牵引辊远端相对应一侧,所述b组激光侧重传感器钢管背离牵引辊的一侧。
4.一种更换牵引辊时的远端自动配重方法,包括如权利要求1-3任一项所述的系统,其特征在于,该方法包括以下步骤:
5.根据权利要求4所述的一种更换牵引辊时的远端自动配重方法,其特征在于,第三步中,与牵引辊连接的钢管及牵引辊从牵引辊远端向牵引辊近端移动的距离通过位移测量模块测得。
6.根据权利要求1所述的一种更换牵引辊时的远端自动配重方法,其特征在于,所述加重单元包括流量计,所述流量计固定设置在软管上,第六步中,通过软管向配重仓内加注相应质量的液体时,通过流量计计算加入的液体的流量。
技术总结
本发明提出了一种更换牵引辊时的远端自动配重系统及配重方法,该配重系统包括位移测量模块、控制模块和配重模块;位移测量模块,设置有两组且分别位于炉体与牵引辊远端相对应的一侧和钢管背离牵引辊的一侧,两组所述位移测量模块测量钢管插入到炉体内的距离数据并输出到控制模块;控制模块,分别与两组位移测量模块电性连接,用于对接收位移测量模块测得的距离数据进行计算,并将计算结果传递到配重模块;配重模块,与控制模块电性连接,用于接收控制模块发出的信号对钢管进行配重,借此,本发明具有能在牵引辊更换时,在远端的钢管上根据钢管往炉内移动的距离,自动计算所需配重,并增加相应配重,避免对炉体内壁造成损伤的优点。
技术研发人员:高树军,田丰阁,张振超
受保护的技术使用者:青岛融合光电科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!