一种石墨舟的洗烘镀方法及系统与流程
本申请涉及电池,特别涉及一种石墨舟的洗烘镀方法及系统。
背景技术:
1、在生产太阳能电池片的过程中,通常会使用石墨舟作为镀膜工序的载体。为此,为对石墨舟进行循环使用,通常会在执行了预设次数的镀膜工序时,将石墨舟从电池片车间搬运到舟房中进行相关洗烘镀操作。现有技术中,通常是采用人工搬运的方式将石墨舟从电池片车间搬运到舟房中进行洗烘镀,此种搬运方式自动化程度低,耗费大量人力,且降低了对石墨舟的洗烘镀效率。同时,此种搬运方式还容易把舟房的粉尘带到车间,极大地影响了车间的清洁度,对电池的制造效果产生影响。
技术实现思路
1、本申请实施例的目的在于提供一种石墨舟的洗烘镀方法及系统,其提升了对石墨舟的洗烘镀效率,同时也充分提升了车间的洁净度。
2、一方面,本申请提供了一种石墨舟的洗烘镀方法,包括:
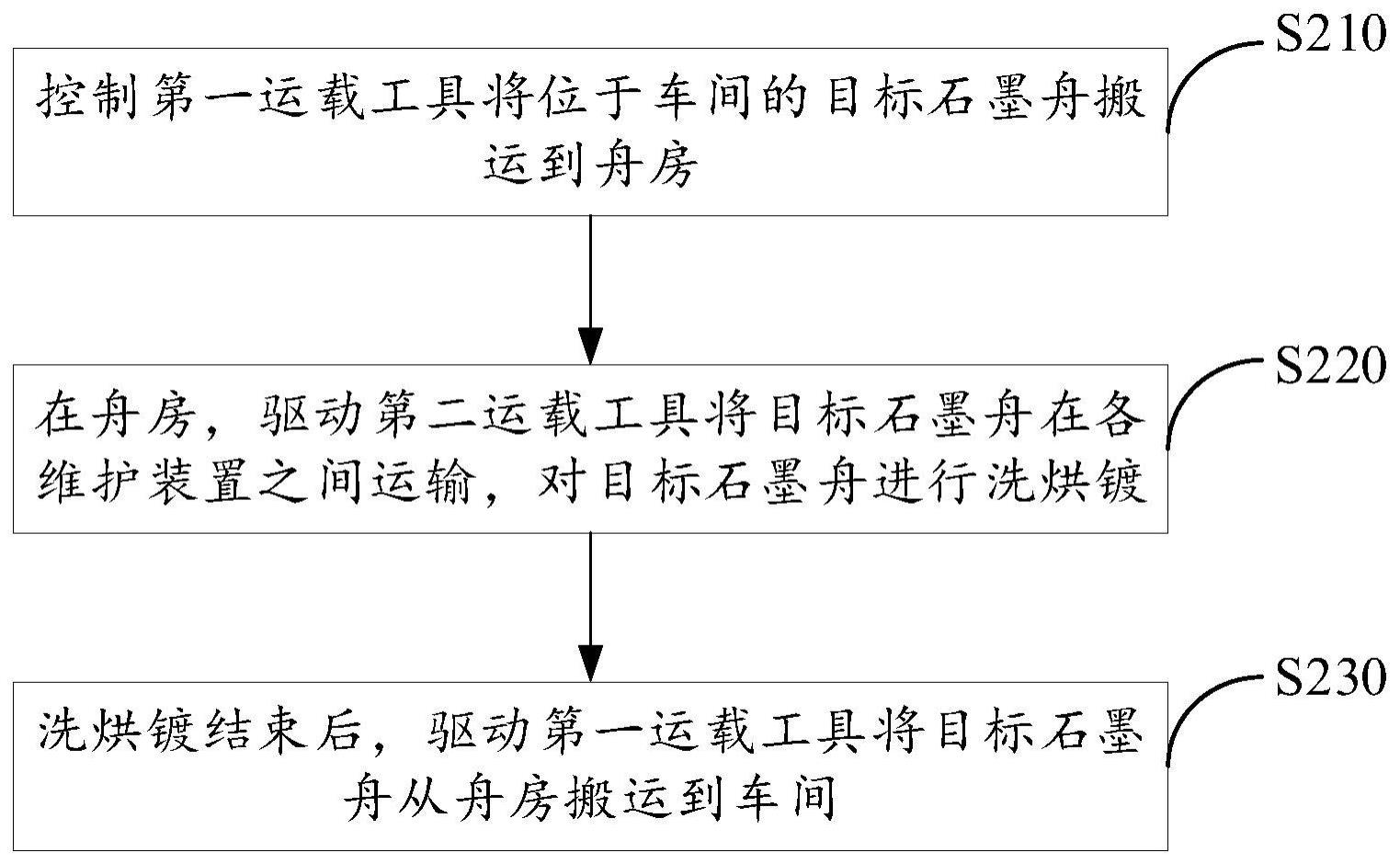
3、控制第一运载工具将位于车间的目标石墨舟搬运到舟房;
4、在舟房,驱动第二运载工具将目标石墨舟在各维护装置之间运输,对目标石墨舟进行洗烘镀;
5、洗烘镀结束后,驱动第一运载工具将目标石墨舟从舟房搬运到车间。
6、在一实施例中,车间内设有镀膜机,舟房中设有收发装置;
7、控制第一运载工具将位于车间的目标石墨舟搬运到舟房,包括:
8、控制镀膜机将目标石墨舟传输至上下舟平台,传输成功后判断目标石墨舟是否发生破损;
9、若目标石墨舟未发生破损,控制第一运载工具将目标石墨舟从上下舟平台上取下并运输至收发装置。
10、在一实施例中,舟房中设有收发装置;维护装置包括清洗装置、烘干装置及镀舟装置;
11、在舟房,驱动第二运载工具将目标石墨舟在各维护装置之间运输,对目标石墨舟进行洗烘镀,包括:
12、在第一运载工具将目标石墨舟搬运到收发装置上之后,驱动第二运载工具将目标石墨舟从收发装置运输至清洗装置;
13、在清洗装置对目标石墨舟清洗结束后,控制第二运载工具将目标石墨舟运输至烘干装置;
14、在烘干装置对目标石墨舟烘干完成后,控制第二运载工具将目标石墨舟运输至镀舟装置;
15、在镀舟装置对目标石墨舟镀膜完成后,控制第二运载工具将目标石墨舟运输至收发装置。
16、在一实施例中,车间内设有镀膜机,舟房内设有收发装置;目标石墨舟上贴有信息标签,信息标签中包含有镀膜机的编号信息;
17、驱动第一运载工具将目标石墨舟从舟房搬运到车间,包括:
18、驱动第一运载工具将目标石墨舟从收发装置搬运到与编号信息对应的镀膜机上。
19、在一实施例中,目标石墨舟上贴有信息标签;
20、驱动第二运载工具将目标石墨舟从收发装置运输至清洗装置,包括:
21、接收收发装置扫描信息标签所获取的标识信息,并显示标识信息;
22、控制收发装置将目标石墨舟装到清洗载具中,装载成功后驱动第二运载工具将清洗载具从收发装置上取下并运输至清洗装置;
23、接收清洗装置扫描信息标签所获取的标识信息,显示标识信息,并控制清洗装置对目标石墨舟进行清洗。
24、在一实施例中,信息标签中包含有镀膜次数信息;
25、控制清洗装置对目标石墨舟进行清洗,包括:
26、基于镀膜次数信息,控制清洗装置对目标石墨舟进行清洗。
27、在一实施例中,烘干装置包括中转装置、烘箱及冷却架;
28、控制第二运载工具将目标石墨舟运输至烘干装置,包括:
29、清洗结束后,控制第二运载工具将清洗载具从清洗装置取出运输至收发装置上,控制收发装置将目标石墨舟从清洗载具中取出;
30、驱动第二运载工具将目标石墨舟从收发装置取下运输至中转装置,接收中转装置扫描信息标签所获取的标识信息,并显示标识信息;
31、控制第二运载工具将目标石墨舟从中转装置取下运输至烘箱,运输成功后控制烘箱对目标石墨舟进行烘干;
32、烘干完成后,控制第二运载工具将目标石墨舟从烘箱取出运输至冷却架,运输成功后控制所述冷却架对所述目标石墨舟进行冷却。
33、在一实施例中,目标石墨舟上贴有信息标签;
34、控制第二运载工具将目标石墨舟运输至镀舟装置,包括:
35、判断目标石墨舟是否发生破损,若目标石墨舟未发生破损,控制第二运载工具将目标石墨舟运输至镀舟装置;
36、接收镀舟装置扫描信息标签所获取的标识信息,显示标识信息,并控制镀舟装置对目标石墨舟进行镀膜。
37、在一实施例中,控制第二运载工具将目标石墨舟运输至收发装置,包括:
38、判断目标石墨舟是否发生破损;
39、若目标石墨舟未发生破损,控制第二运载工具将目标石墨舟运输至收发装置。
40、另一方面,本申请提供一种石墨舟的洗烘镀系统,包括收发装置、维护装置、镀膜机、第一运载工具、第二运载工具及控制装置;其中,收发装置位于舟房内;维护装置位于舟房内,包括清洗装置、烘干装置及镀舟装置,清洗装置用于对石墨舟进行清洗,烘干装置用于对石墨舟进行烘干;镀舟装置用于对石墨舟进行镀膜;镀膜机位于车间内,用于对电池片进行镀膜操作;第一运载工具用于将石墨舟从车间运到舟房,以及,用于将石墨舟从舟房运到车间;第二运载工具用于将石墨舟在各维护装置之间运输;控制装置,与收发装置、维护装置、镀膜机、第一运载工具及第二运载工具通信连接,用于执行上述的一种石墨舟的洗烘镀方法。
41、本申请上述实施方式提供的技术方案中,在需要对石墨舟进行洗烘镀操作时,通过第一运载工具将车间的石墨舟运输到舟房中;运输成功后通过第二运载工具将石墨舟在各维护装置之间运输,以使得各维护装置能够对石墨舟进行洗烘镀;之后在洗烘镀结束后,再通过第一运载工具将石墨舟运输回车间中,使其能够继续作为载体使用。
42、可以看出,本申请中,在对石墨舟进行洗烘镀时是通过使用运载工具将石墨舟搬运至相应的维护装置处的,这极大地提升了对石墨舟的搬运效率,且此种方式无需人工进行搬运,极大了节省了人力。另外,通过将此种搬运方式与相应的自动化的维护装置相结合对石墨舟进行洗烘镀,也在很大程度上提升了对石墨舟的洗烘镀效率,提升了整个洗烘镀过程的自动化程度。除此之外,本申请中,在车间内,是通过第一运载工具对石墨舟进行搬运的;在舟房内,是通过第二运载工具对石墨舟进行搬运的。此种通过在舟房及车间内设置专用的运载工具对石墨舟进行搬运的方式,能够有效减少将舟房的粉尘带到车间,充分提升了车间的洁净度,有效保证了电池的制造效果。
技术特征:
1.一种石墨舟的洗烘镀方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述车间内设有镀膜机,所述舟房中设有收发装置;
3.根据权利要求1所述的方法,其特征在于,所述舟房中设有收发装置;所述维护装置包括清洗装置、烘干装置及镀舟装置;
4.根据权利要求1所述的方法,其特征在于,所述车间内设有镀膜机,所述舟房内设有收发装置;所述目标石墨舟上贴有信息标签,所述信息标签中包含有镀膜机的编号信息;
5.根据权利要求3所述的方法,其特征在于,所述目标石墨舟上贴有信息标签;
6.根据权利要求5所述的方法,其特征在于,所述信息标签中包含有镀膜次数信息;
7.根据权利要求5所述的方法,其特征在于,所述烘干装置包括中转装置、烘箱及冷却架;
8.根据权利要求3所述的方法,其特征在于,所述目标石墨舟上贴有信息标签;
9.根据权利要求3所述的方法,其特征在于,所述控制所述第二运载工具将所述目标石墨舟运输至所述收发装置,包括:
10.一种石墨舟的洗烘镀系统,其特征在于,包括:
技术总结
本申请提供一种石墨舟的洗烘镀方法及系统,该方法包括:控制第一运载工具将位于车间的目标石墨舟搬运到舟房;在舟房,驱动第二运载工具将目标石墨舟在各维护装置之间运输,对目标石墨舟进行洗烘镀;洗烘镀结束后,驱动第一运载工具将目标石墨舟从舟房搬运到车间。本申请中,在对石墨舟进行洗烘镀操作时是通过使用运载工具将石墨舟搬运至相应的维护装置处的,这极大地提升了对石墨舟的搬运效率,极大了节省了人力。除此之外,本申请中,在舟房及车间内设置专用的运载工具对石墨舟进行搬运的方式,充分提升了车间的洁净度。
技术研发人员:王亚楠,曹程
受保护的技术使用者:通威太阳能(眉山)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!