一种铸造用耐高温陶瓷型芯的制备方法与流程
本发明属于耐高温陶瓷结构材料制备,具体为一种铸造用耐高温陶瓷型芯的制备方法。
背景技术:
1、航空发动机被誉为“工业皇冠上的明珠”,代表着一个国家的最高工业水平。航空发动机的结构复杂,其由成千上万个结构复杂的零部件构成,且这些零部件大多都采用铸造成型技术制成,而且如高压涡轮、导向叶片等具有复杂内腔的零部件在铸造过程中,必须使用耐高温陶瓷型芯,而且该耐高温陶瓷型芯在1400℃以上的金属液中长时间浸泡必须保证不发生化学反应、不发生断裂,并且要保证零件尺寸精度等要求,而现有的耐高温陶瓷型芯难以达到上述要求,使得制造的零部件达不到设计要求。
技术实现思路
1、解决现有的耐高温陶瓷型芯浸泡在金属液中,当温度达到1400℃及以上时,耐高温陶瓷型芯与金属液发生化学反应、耐高温陶瓷型芯断裂,进而导致零件尺寸精度低或铸造失败等问题,本发明公开了一种铸造用耐高温陶瓷型芯的制备方法。
2、实现发明目的的技术方案如下:一种铸造用耐高温陶瓷型芯的制备方法,包括以下步骤:
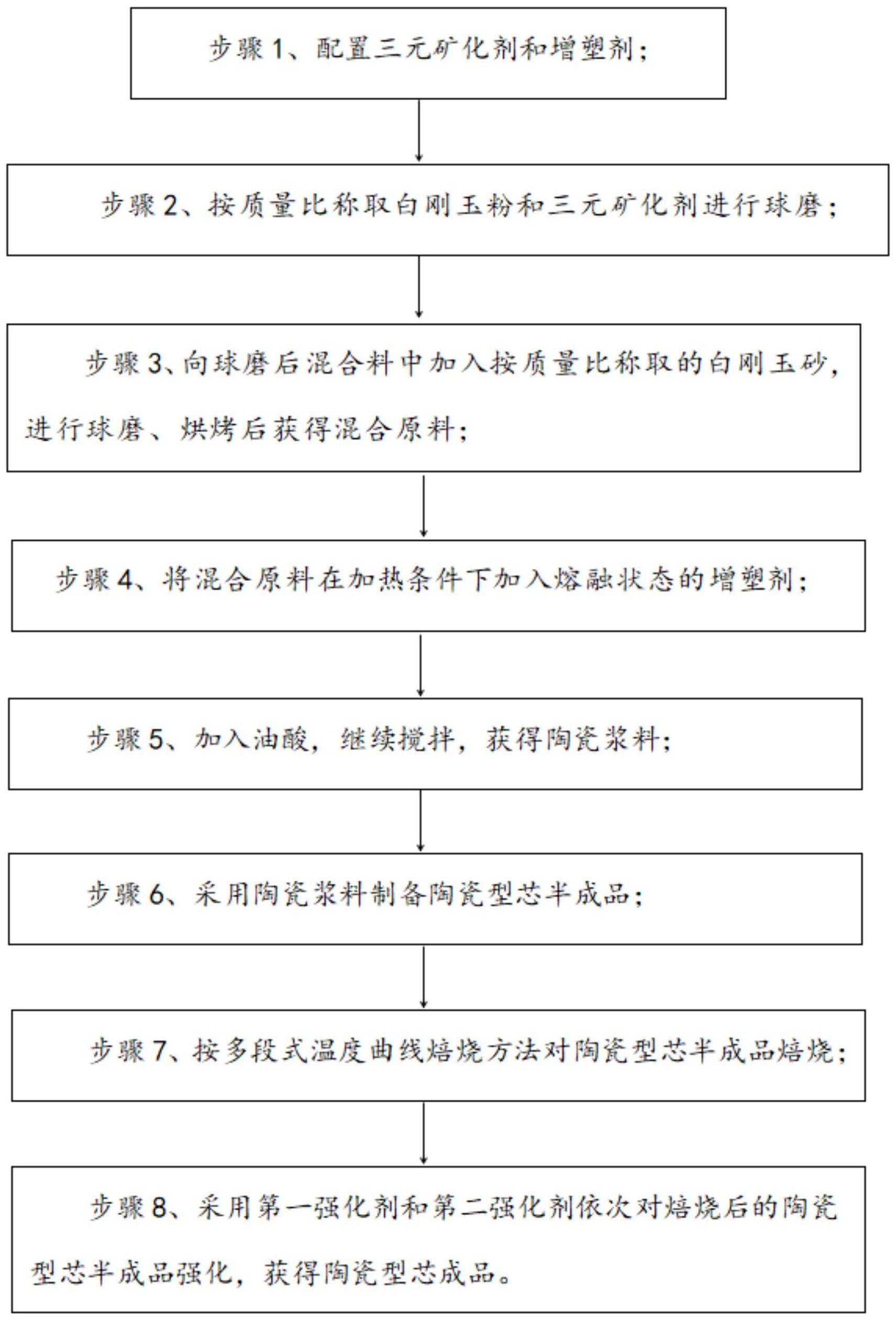
3、步骤1、配置三元矿化剂和增塑剂;
4、步骤2、按质量比称取白刚玉粉和三元矿化剂进行球磨;
5、步骤3、向球磨后混合料中加入按质量比称取的白刚玉砂,进行球磨、烘烤后获得混合原料;
6、步骤4、将混合原料在加热条件下加入熔融状态的增塑剂;
7、步骤5、加入油酸,继续搅拌,获得陶瓷浆料;
8、步骤6、采用陶瓷浆料制备陶瓷型芯半成品;
9、步骤7、按多段式温度曲线焙烧方法对陶瓷型芯半成品焙烧;
10、步骤8、采用第一强化剂和第二强化剂依次对焙烧后的陶瓷型芯半成品强化,获得陶瓷型芯成品。
11、进一步地,步骤2至步骤5中,白刚玉粉、白刚玉砂、三元矿化剂的质量比为66.5%、28.5%、5.0%,油酸的加入量为白刚玉粉、白刚玉砂、三元矿化剂三者总质量的1%,增塑剂的加入量为白刚玉粉、白刚玉砂、三元矿化剂三者总质量的22%~25%。
12、进一步地,步骤1中,配置三元矿化剂,方法包括:
13、步骤101、按质量份数称取石英粉、石灰、白刚玉粉,混合均匀后进行球磨;
14、步骤102、将球磨后的混合料按三段式温度曲线焙烧方法进行焙烧;
15、步骤103、焙烧后球磨过筛,获得三元矿化剂。
16、更进一步地,三元矿化剂中,石英粉的质量份数为6~6.4份,石灰的质量份数为2.1~2.5份,白刚玉粉的质量份数为1.4~1.6份。
17、更进一步地,三段式温度曲线焙烧方法为:第一段匀速升温至800±10℃后保温2±0.5h,第二段匀速升温至二段温度900±10℃后保温2±0.5h,第三段匀速升温至三段温度1000±10℃后保温4±0.5h。
18、进一步地,步骤1中,配置增塑剂,方法包括:
19、步骤111、将二分之一的石蜡加热熔化;
20、步骤112、向熔融状态的石蜡中加入聚乙烯树脂,加热使聚乙烯树脂熔化;
21、步骤113、加入蜂蜡和剩余二分之一的石蜡,加热熔化后保温,过滤冷却后获得固态的增塑剂。
22、更进一步地,增塑剂中石蜡、蜂蜡、聚乙烯树脂的质量份数比为90:8:2,且石蜡为全精炼石蜡或半精炼石蜡,聚乙烯树脂为低密度聚乙烯树脂,其中低密度聚乙烯(ldpe)又称高压聚乙烯,是一种成型加工性好的塑料材料。
23、进一步地,步骤7中,多段式温度曲线焙烧方法为五段式温度曲线焙烧。
24、更进一步地,五段式温度曲线焙烧,方法包括:
25、第一段匀速升温至300±10℃后保温2h,第二段匀速升温至二段温度400±10℃后保温1h,第三段匀速升温至三段温度500±10℃后保温2h,第四段匀速升温至四段温度900±10℃后保温1h,第五段匀速升温至五段温度1100~1200℃后保温4h。
26、进一步地,步骤8中,第一强化剂为高温强化剂,包括硅溶胶和蒸馏水;
27、第二强化剂为低温强化剂,包括热固性酚醛树脂、乙醇、乌洛托品,且热固性酚醛树脂、乙醇、乌洛托品的质量份数比为32:65:3。
28、与现有技术相比,本发明的有益效果是:本发明采用上述方法制备的陶瓷型芯,经测试其在1400℃以上温度的金属液中长时间(大于4h)浸泡时不会发生化学反应,陶瓷型芯的结构完整,且不会出现裂纹或断裂的情况。
技术特征:
1.一种铸造用耐高温陶瓷型芯的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,步骤2至步骤5中,白刚玉粉、白刚玉砂、三元矿化剂的质量比为66.5%、28.5%、5.0%,油酸的加入量为白刚玉粉、白刚玉砂、三元矿化剂三者总质量的1%,增塑剂的加入量为白刚玉粉、白刚玉砂、三元矿化剂三者总质量的22%~25%。
3.根据权利要求1所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,步骤1中,配置三元矿化剂,方法包括:
4.根据权利要求3所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,三元矿化剂中,石英粉的质量份数为6~6.4份,石灰的质量份数为2.1~2.5份,白刚玉粉的质量份数为1.4~1.6份。
5.根据权利要求3所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,三段式温度曲线焙烧方法为:第一段匀速升温至800±10℃后保温2±0.5h,第二段匀速升温至二段温度900±10℃后保温2±0.5h,第三段匀速升温至三段温度1000±10℃后保温4±0.5h。
6.根据权利要求1所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,步骤1中,配置增塑剂,方法包括:
7.根据权利要求6所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,增塑剂中石蜡、蜂蜡、聚乙烯树脂的质量份数比为90:8:2,且石蜡为全精炼石蜡或半精炼石蜡,聚乙烯树脂为低密度聚乙烯树脂。
8.根据权利要求1所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,步骤7中,多段式温度曲线焙烧方法为五段式温度曲线焙烧。
9.根据权利要求8所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,五段式温度曲线焙烧,方法包括:
10.根据权利要求1所述的铸造用耐高温陶瓷型芯的制备方法,其特征在于,步骤8中,第一强化剂为高温强化剂,包括硅溶胶和蒸馏水;
技术总结
本发明提供了一种铸造用耐高温陶瓷型芯的制备方法,包括配置三元矿化剂和增塑剂;按质量比称取白刚玉粉和三元矿化剂进行球磨;向球磨后混合料中加入按质量比称取的白刚玉砂,进行球磨、烘烤后获得混合原料;将混合原料在加热条件下加入熔融状态的增塑剂;加入油酸,继续搅拌,获得陶瓷浆料;采用陶瓷浆料制备陶瓷型芯半成品;按多段式温度曲线焙烧方法对陶瓷型芯半成品焙烧;采用第一强化剂和第二强化剂依次对焙烧后的陶瓷型芯半成品强化,获得陶瓷型芯成品。采用本发明方法制备的陶瓷型芯,经测试其在1400℃以上温度的金属液中长时间浸泡时不会发生化学反应,陶瓷型芯的结构完整,且不会出现裂纹或断裂的情况。
技术研发人员:龙阅文,李强,邓娟,姜志鹏,罗伟明,张策,张勇,田宇飞,胡坤,唐瑶,李征
受保护的技术使用者:中国航发航空科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!