一种汽车零部件浇注材料及浇注工艺的制作方法
本发明属于汽车配件,具体涉及一种汽车零部件浇注材料及浇注工艺。
背景技术:
1、汽车零部件是构成汽车配件加工整体的各单元,以及服务于汽车配件加工的产品。汽车配件包括发动机配件、传动系配件、制动系配件、转向系配件等,汽车零部件绝大多数为合金材质,其加工工艺一般包括铸造、锻造、焊接、冷冲压和金属切削等。汽车铸造技术包括普通砂型铸造和特种铸造,都需要将合金原料加热熔化成液态。
2、浇筑材料是一种由耐火物质制成的粒状和粉状材料,并加入一定量结合剂和水分共同组成,它具有较高的流动性,适宜用浇注方法施工,并无需加热即可硬化的不定形耐火材料。一般在使用现场以浇注、震动或捣固的方法浇筑成型,也可以制成预制件使用。如铝酸盐水泥耐火浇注材料可广泛用于各种加热炉和其他无渣、无酸碱侵蚀的热工设备中。在受铁水、钢水和熔渣侵蚀而工作温度又较高的部位,如出钢槽、盛钢桶和高炉炉身、出铁沟等,可使用由低钙和纯净的高铝水泥结合的由含氧化铝较高而烧结良好的优质粒状和粉状料制成的耐火浇注材料。再如磷酸盐耐火浇注材料既可广泛用于加热炉和加热金属的均热炉中,也可用于炼焦炉,水泥窑中直接同物料接触的部位。
技术实现思路
1、本发明的目的在于提供一种汽车零部件浇注材料及浇注工艺,以解决背景技术中的问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种汽车零部件浇注材料,按质量份计包括如下组分:
4、板状刚玉40-50份、石英砂20-25份、陶瓷粉末20-25份、莫来石10-20份、活性氧化铝微粉10-15份、铝酸钙5-10份、铝粉3-5份、分散剂5-10份、聚羧酸减水剂3-5份、钢纤维3-6份、粉煤灰5-10份、水7-10份。
5、进一步地,分散剂为六偏磷酸钠、三聚磷酸钠和柠檬酸钠中的任意一种;
6、进一步地,陶瓷粉末通过如下步骤制备:
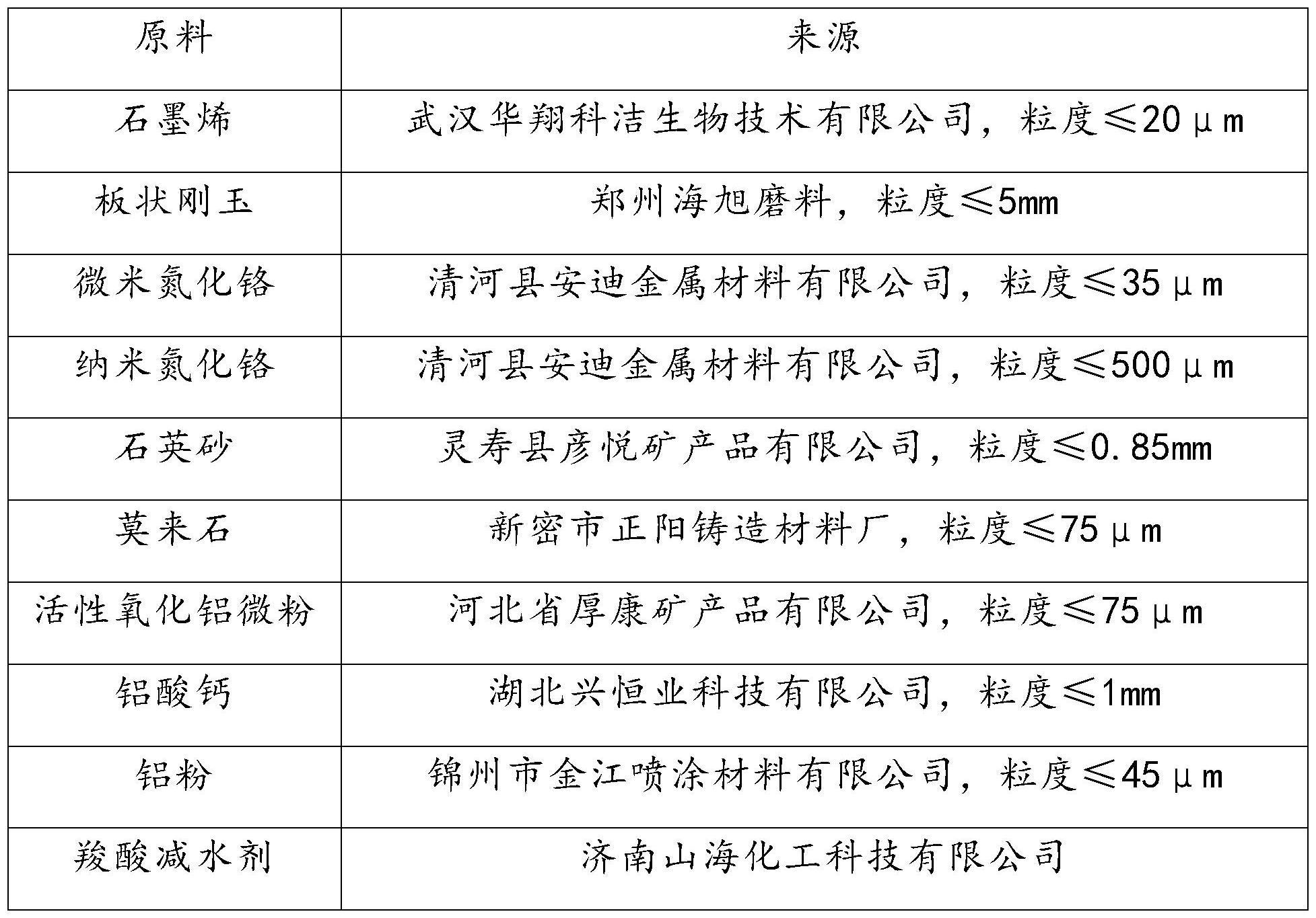
7、步骤一:将石墨烯用无水乙醇超声分散1-2h,然后加入板状刚玉、微米氮化铬、纳米氮化铬和氧化镁,搅拌2-3h后得到分散液;将分散液加入球磨机中,加入分散液5倍质量的氧化铝磨球,在300-500r/min的条件下球磨20-24h,过200目筛后出料,在80-100℃的条件下真空干燥4-6h,得到混合粉体;
8、石墨烯、无水乙醇、板状刚玉、微米氮化铬、纳米氮化铬和氧化镁的用量比为0.2-0.5g:200-300ml:50-60g:10-15g:14-16g:0.02-0.05g。
9、步骤二:将混合粉体填入模具中,在45-50mpa的条件下压制成圆柱坯体;将圆柱坯体转移至真空烧结炉中,在1800-1900℃的条件下烧结40-60min,然后按照5-10℃/min的条件降温至1000-1200℃,然后将红热的圆柱坯体转移至去离子水中,使其激冷碎裂,得到陶瓷碎块;
10、步骤三:将陶瓷碎块转移至球磨机中,加入氧化铝磨球和去离子水,在300-500r/min的条件下球磨24-48h,过200目筛后出料,在80-100℃的条件下真空干燥4-6h,得到陶瓷粉末。
11、陶瓷碎块、氧化铝磨球和去离子水的用量比为10g:50g:10-20ml。
12、汽车零部件浇注材料的浇注工艺,包括如下步骤:
13、在模具内壁涂布脱模润滑剂,在模具底部绑定超声波振板,开启超声波换能器并控制振动频率为16-18khz,将浇注材料中各组分混合均匀后过10目筛,抽真空,然后将浇注材料倒入模具中,在超声波震荡的条件下使浇注材料凝固,最后关闭超声波换能器,脱模,完成汽车零部件浇注材料的浇筑工艺。
14、本发明的有益效果:
15、本发明汽车零部件浇注材料具有较好的力学性能,能够在常温下凝固,即使高温烧结后收缩率也较小,并且具有较好的抗热震性,满足汽车零部件金属材料冶炼等加工过程的使用。汽车零部件浇注材料浇注凝固过程中采用超声波震荡进行辅助,有助于各组分分散均匀,并且有利于排出气泡,防止凝固后的浇注材料形成气孔缺陷。
16、本发明陶瓷粉末中含有石墨烯、板状刚玉、微米氮化铬、纳米氮化铬和氧化镁,其中氧化铝为陶瓷粉末的基体材料,通过添加不同粒径的微米氮化铬和纳米氮化铬纳米氮化铬还抑制氧化铝晶粒长大,将各组分混合均匀后烧结并制备成陶瓷粉末后,相较于各组分直接添加,有助于减少浇注材料中的微粒种类以及数目,有助于各组分混合均匀,减少浇注材料分层的概率。浇注材料在使用过程中长时间接触高温,浇注材料中的组分会熔融烧结,通过组分优化能够减少浇注材料的收缩率,有助于减少崩裂的概率,其中石墨烯通过拔出、偏转裂纹起到增强增韧作用,有助于阻碍晶界迁移,起到细化晶粒的作用;氮化铬具有良好的耐腐蚀性和耐氧化性能,有助于阻碍裂纹扩展;铝粉有助于起到快干和增强作用,超声波震荡辅助下产生的空化作用能够破坏其表表面氧化膜,以助于其与水充分反应形成氢氧化铝,增加浇注材料室温凝固的尺寸稳定性;钢纤维也起到增强、增韧和稳定尺寸的作用。
技术特征:
1.一种汽车零部件浇注材料,其特征在于,按质量份计包括如下组分:
2.根据权利要求1所述的一种汽车零部件浇注材料,其特征在于,所述分散剂为六偏磷酸钠、三聚磷酸钠和柠檬酸钠中的任意一种。
3.根据权利要求1所述的一种汽车零部件浇注材料,其特征在于,所述陶瓷粉末通过如下步骤制备:
4.根据权利要求3所述的一种汽车零部件浇注材料,其特征在于,所述陶瓷碎块、氧化铝磨球和去离子水的用量比为10g:50g:10-20ml。
5.根据权利要求3所述的一种汽车零部件浇注材料,其特征在于,所述陶瓷碎块的制备方法为:将混合粉体在45-50mpa的条件下压制成圆柱坯体,将圆柱坯体在1800-1900℃的条件下烧结40-60min,然后按照5-10℃/min的条件降温至1000-1200℃并转移至去离子水中,激冷碎裂后得到陶瓷碎块。
6.根据权利要求5所述的一种汽车零部件浇注材料,其特征在于,所述混合粉体通过如下步骤制备:
7.根据权利要求6所述的一种汽车零部件浇注材料,其特征在于,所述石墨烯、无水乙醇、板状刚玉、微米氮化铬、纳米氮化铬和氧化镁的用量比为0.2-0.5g:200-300ml:50-60g:10-15g:14-16g:0.02-0.05g。
8.根据权利要求1所述的一种汽车零部件浇注材料的浇注工艺,其特征在于,包括如下步骤:
技术总结
本发明公开了一种汽车零部件浇注材料及浇注工艺,属于汽车配件技术领域,组分包括板状刚玉、石英砂、陶瓷粉末、莫来石、活性氧化铝微粉、铝酸钙、铝粉、分散剂、聚羧酸减水剂、钢纤维、粉煤灰和水;将各组分混合均匀后烧结并制备成陶瓷粉末后,有助于减少浇注材料中的微粒种类以及数目,减少浇注材料分层的概率;本发明汽车零部件浇注材料具有较好的力学性能,能够在常温下凝固,即使高温烧结后收缩率也较小,并且具有较好的抗热震性,满足汽车零部件金属材料冶炼等加工过程的使用。汽车零部件浇注材料浇注凝固过程中采用超声波震荡进行辅助,有助于各组分分散均匀,并且有利于排出气泡,防止凝固后的浇注材料形成气孔缺陷。
技术研发人员:姜志勇,田毅,崔江涛
受保护的技术使用者:广德华盛汽车零部件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!