一种亲水玻璃和制备方法与流程
本发明涉及厨房玻璃件清洁,具体涉及一种亲水玻璃和制备方法。
背景技术:
1、玻璃主要成分为二氧化硅和其他氧化物,具有硬度高、耐高温、耐磨等优良性能,广泛应用于烟机、灶具等相关组件。
2、玻璃表面虽然光滑、坚硬,但遇到有较高粘附力的油污时仍难以清洁。
3、目前有在玻璃表面镀二氧化钛等提高表面能增加亲水性,虽然可以提升其易清洁性能,但由于二氧化钛镀层耐高温等性能较差,使用寿命较短,导致实际使用体验不佳。
4、因此,急需一种亲水玻璃。
技术实现思路
1、本发明的目的之一是提供一种亲水玻璃,能够提升涂层致密性以及附着力,增加使用寿命。本发明的另一目的是提供一种亲水玻璃的喷涂工艺。
2、为实现上述目的,本发明采取以下技术方案:
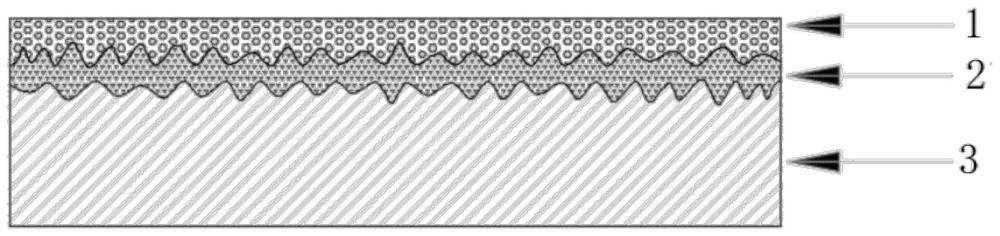
3、本发明第一方面提供一种亲水玻璃,包括纳米无机亲水层、结合层和未钢化玻璃,所述纳米无机亲水层、所述结合层依次设置在所述未钢化玻璃的上方形成致密光滑的表面。
4、所述的亲水玻璃,优选地,所述一种纳米无机亲水层按照重量百分比计包括如下组分:
5、
6、所述的亲水玻璃,优选地,所述一种纳米无机亲水层按照重量百分比计包括如下组分:
7、
8、本发明第二方面提供一种亲水玻璃的喷涂工艺,包括如下步骤:
9、去除待喷涂的未钢化玻璃原片表面的油污;
10、对去除油污的未钢化玻璃原片喷涂中间过渡结合层;
11、对喷涂中间过渡结合层的玻璃原片喷涂纳米无机亲水层;
12、对喷涂好的纳米无机亲水层的玻璃原片进行表面干燥;
13、将喷涂好的纳米无机亲水层的玻璃原片进行钢化;
14、冷却钢化,完成亲水玻璃的喷涂。
15、所述亲水玻璃的喷涂工艺,优选地,所述步骤“去除待喷涂的钢化玻璃表面的油污”具体包括如下步骤:
16、将待喷涂的钢化玻璃通过热水水洗;
17、通过热水水洗过的钢化玻璃进行脱脂;
18、脱脂后的钢化玻璃依次经过自来水和纯水进行两道水洗。
19、所述亲水玻璃的喷涂工艺,优选地,所述热水水洗的温度为40-80℃。
20、所述亲水玻璃的喷涂工艺,优选地,所述脱脂时用脱脂剂的组分包括:1-2%的氢氧化钠、0.5-1%的氢氧化钾以及余量的水。
21、所述亲水玻璃的喷涂工艺,优选地,所述步骤“对去除油污后的钢化玻璃进行干燥处理”具体包括如下步骤:
22、用气枪将钢化玻璃表面积水吹干;
23、对吹干后的钢化玻璃在温度为40-60℃的条件下,低温烘干10min。
24、所述亲水玻璃的喷涂工艺,优选地,喷涂中间过渡结合层的喷出压力为0.3-0.5mpa、喷涂距离为15-25cm、喷涂湿漆膜厚度为2-4μm及施工温度为10-30℃。
25、所述亲水玻璃的喷涂工艺,优选地,喷涂纳米无机亲水层的喷出压力为0.6-0.8mpa、喷涂距离为15-25cm、喷涂湿漆膜厚度为3-5μm、施工温度为10-30℃、相对湿度为45-75%,流平时间为5-10min。
26、所述亲水玻璃的喷涂工艺,优选地,所述步骤“对喷涂好的纳米无机亲水层的玻璃原片进行表面干燥”的干燥温度为80-120℃,干燥时间为5-20min。
27、所述亲水玻璃的喷涂工艺,优选地,所述步骤“将喷涂好的纳米无机亲水层的玻璃原片进行钢化”的钢化温度为650-720℃,其中,玻璃上表面带有亲水涂层面的温度较玻璃下表面温度高5-10℃,加热时间为2-5min。
28、所述亲水玻璃的喷涂工艺,优选地,所述步骤“冷却钢化”包括急冷风压和缓慢冷却,急冷后进行缓慢冷却;
29、其中,急冷风压为8000-15000pa,急冷时间为10-60s,缓慢冷却的冷却风压为1000-2000pa,冷却时间为20-100s。
30、本发明由于采取以上技术方案,其具有以下优点:
31、本发明在玻璃表面增加亲水涂层,由于涂层成膜物质与玻璃相似,且表面能高,可与玻璃表面形成硅-氧共价键,与玻璃表面结合力更强;且该亲水涂层成膜物质为纯无机物,可耐高温,较氟涂料更适合厨房高温使用环境,寿命更久。
32、本发明亲水涂层表面能填充至玻璃凹坑处,使涂层固化后达到与玻璃表面物理结合的效果,附着力更强。
33、本发明玻璃高温钢化时,表面活性大大增加,此时超亲水硅酸盐涂层会与过渡层一起渗入玻璃表面并与之烧结,前处理要求低,涂层致密度、硬度以及附着力更好,且无需后续喷涂工艺,利用玻璃钢化过程时的加热工艺使涂层附着力更好。
34、本发明采用湿碰湿喷涂工艺,将该涂料喷涂至玻璃原片上,同玻璃钢化时一起固化在其表面,可节省工艺流程,且经过高温钢化时,涂层可烧结在玻璃表面,前处理要求更低,结合力更好。
技术特征:
1.一种亲水玻璃,其特征在于,包括纳米无机亲水层、结合层和未钢化玻璃,所述纳米无机亲水层、所述结合层依次设置在所述未钢化玻璃的上方形成致密光滑的表面。
2.根据权利要求1所述的亲水玻璃,其特征在于,所述一种纳米无机亲水层按照重量百分比计包括如下组分:
3.根据权利要求2所述的亲水玻璃,其特征在于,所述一种纳米无机亲水层按照重量百分比计包括如下组分:
4.一种如权利要求1至3中任一项中所述亲水玻璃的喷涂工艺,其特征在于,包括如下步骤:
5.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述步骤“去除待喷涂的钢化玻璃表面的油污”具体包括如下步骤:
6.根据根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述热水水洗的温度为40-80℃。
7.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述脱脂时用脱脂剂的组分包括:1-2%的氢氧化钠、0.5-1%的氢氧化钾以及余量的水。
8.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述步骤“对去除油污后的钢化玻璃进行干燥处理”具体包括如下步骤:
9.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,喷涂中间过渡结合层的喷出压力为0.3-0.5mpa、喷涂距离为15-25cm、喷涂湿漆膜厚度为2-4μm及施工温度为10-30℃。
10.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,喷涂纳米无机亲水层的喷出压力为0.6-0.8mpa、喷涂距离为15-25cm、喷涂湿漆膜厚度为3-5μm、施工温度为10-30℃、相对湿度为45-75%,流平时间为5-10min。
11.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述步骤“对喷涂好的纳米无机亲水层的玻璃原片进行表面干燥”的干燥温度为80-120℃,干燥时间为5-20min。
12.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述步骤“将喷涂好的纳米无机亲水层的玻璃原片进行钢化”的钢化温度为650-720℃,其中,玻璃上表面带有亲水涂层面的温度较玻璃下表面温度高5-10℃,加热时间为2-5min。
13.根据权利要求4所述亲水玻璃的喷涂工艺,其特征在于,所述步骤“冷却钢化”包括急冷风压和缓慢冷却,急冷后进行缓慢冷却;
技术总结
本发明涉及一种亲水玻璃,包括纳米无机亲水层、结合层和未钢化玻璃,所述纳米无机亲水层、所述结合层依次设置在所述未钢化玻璃的上方形成致密光滑的表面。本发明增加中间过渡层,可大幅涂层附着力以及使用寿命,使涂层固化后达到与玻璃表面物理结合的效果,附着力更强。
技术研发人员:任富佳,田梦涛,常莹,赖绍兴,余小华,刘志阳,李果,余冰波
受保护的技术使用者:杭州老板电器股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!