一种应用于液晶玻璃基板切割的刀压自动调整装置的制作方法
本发明涉及液晶玻璃基板生产设备,具体为一种应用于液晶玻璃基板切割的刀压自动调整装置。
背景技术:
1、液晶玻璃是一种特殊类型的玻璃,具有液晶分子结构,并且能够通过电场的作用改变其光学特性。液晶玻璃在光学显示技术中广泛应用,如液晶显示屏(lcd)和液晶投影仪等设备,液晶玻璃的主要成分是硅酸盐或硼硅酸盐,其化学成分与普通玻璃相似。然而,液晶玻璃通过添加一层液晶分子层或薄膜,使其具有液晶特性。液晶分子是一种具有长而细长形状的有机化合物,具有偶极性,可以在电场的作用下改变其排列方式和光学性质,液晶玻璃的工作原理基于液晶分子的排列和取向变化。当液晶玻璃处于无电场状态时,液晶分子通常呈现有序排列,使得光线通过时发生偏振。然而,当施加电场时,液晶分子会发生取向变化,导致光线的偏振方向发生改变,从而实现液晶的光学调制,在液晶显示技术中,液晶玻璃通常用作液晶显示屏的基板。液晶分子层位于两片玻璃之间,并通过透明导电层控制电场的作用。当电场施加到液晶层上时,液晶分子的排列发生改变,从而控制光的透过和阻挡,实现像素点的亮度和颜色调节,液晶玻璃具有许多优点,包括低功耗、高对比度、广视角、薄型化等,在液晶基板玻璃的生产制造过程中,需要对玻璃的边板(饵料部分)进行裁切。
2、然而,现有的液晶基板玻璃的边板在裁切的过程中存在以下的问题:由于切割刀头在切割过程中存在损耗,长时间运行会导致刀头与玻璃表面未接触或接触较浅,随即产生划线浅,边板无法掰断的情况,传统的通过调速阀调节刀头气缸伸出的气压无法做到刀压的精确调整,在进行人工调整刀压或者更换刀头的情况下,生产将会中断,前端工序扔板,造成极大的经济损失。为此,需要设计相应的技术方案解决存在的技术问题。
技术实现思路
1、本发明的目的在于提供一种应用于液晶玻璃基板切割的刀压自动调整装置,解决了由于切割刀头在切割过程中存在损耗,长时间运行会导致刀头与玻璃表面未接触或接触较浅,随即产生划线浅,边板无法掰断的情况,传统的通过调速阀调节刀头气缸伸出的气压无法做到刀压的精确调整,在进行人工调整刀压或者更换刀头的情况下,生产将会中断,前端工序扔板,造成极大的经济损失,这一技术问题,通过将da模块接入24v电源,把da模块与电气比例阀连接,最后将电气比例阀与刀头机构连接,输入信号接入控制回路后,分别传递给供气电磁阀与排气电磁阀,供气电磁阀将压力供给先导阀,输出压力给刀头,控制刀头伸出,输出压力的同时,压力传感器也收到先导阀的输出压力,再反馈给控制回路,控制回路收到压力信号,再根据刀头磨损后的切割情况,自动补正,从而达到自动控制刀头压力,减少人工调整刀压和换刀时产生的产品损失,从而达到对刀头的压力自动化调节的目的。
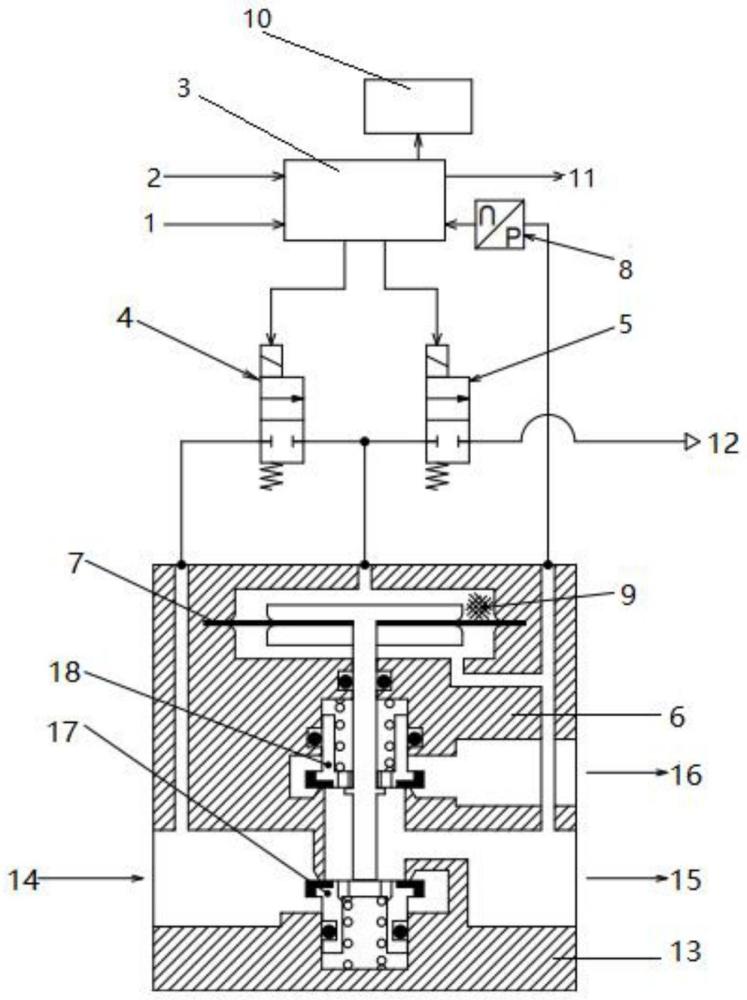
2、为实现上述目的,本发明提供如下技术方案:一种应用于液晶玻璃基板切割的刀压自动调整装置,包括切割刀头机构、电气比例阀和da模块三个部分,所述切割刀头机构包括刀头和气缸,所述电气比例阀与控制刀头气缸伸出的进气口连接,所述da模块与电气比例阀相连接,所述电气比例阀包括信号输入端、电源端、控制回路模块、供气电磁阀、排气电磁阀、先导阀、膜片和压力传感器,所述信号输入端与电源端通过线路与控制回路模块相连接,所述控制回路模块分别将信号传递至供气电磁阀、排气电磁阀,所述供气电磁阀、排气电磁阀均与先导阀相连接,所述先导阀将压力输送至刀头并控制刀头伸出,所述先导阀内部设置有先导室,所述膜片位于先导室位置,所述压力传感器通过线路与先导阀相连接,所述压力传感器收到先导阀的输出压力,再反馈给控制回路模块,所述控制回路模块还配备有压力显示以及出力信号。
3、作为本发明的一种优选方式,所述电气比例阀选择0-10v电压输入型和4-20ma电流输入型的一种。
4、作为本发明的一种优选方式,所述da模块选择q64dan型号并且可接电压输出、电流输出,所述da模块接入24v电源。
5、作为本发明的一种优选方式,所述排气电磁阀上配备有排气通口一,通过排气通口一用于对气体进行外排。
6、作为本发明的一种优选方式,所述先导阀包括阀体、供气通口、输出通口、排气通口二、供气阀和排气阀,所述供气通口、输出通口分别开设于阀体的两侧,所述排气通口二开设于输出通口的上方,所述供气阀安装于供气通口处,所述排气阀安装于排气通口二处。
7、作为本发明的一种优选方式,所述控制回路模块收到压力信号,再根据刀头磨损后的切割情况进行自动补正。
8、与现有技术相比,本发明的有益效果如下:
9、1.本发明对液晶玻璃基板切割用刀头调节方式进行了优化,设计了刀压自动调整装置,该装置切割刀头机构上配备有电气比例阀和da模块两个部件,将da模块接入24v电源,把da模块与电气比例阀连接,最后将电气比例阀与控制刀头气缸伸出的进气口连接,输入信号接入控制回路后,分别传递给供气电磁阀与排气电磁阀,供气电磁阀将压力供给先导阀,输出压力给刀头,控制刀头伸出,输出压力的同时,压力传感器也收到先导阀的输出压力,再反馈给控制回路,控制回路收到压力信号,再根据刀头磨损后的切割情况,自动补正(加大输出压力),从而达到自动控制刀头压力,减少人工调整刀压和换刀时产生的产品损失,从而达到对刀头的压力自动化调节的目的。
10、2.本发明所设计的刀压自动调整装置可以实现对切割刀头的自动化调节刀压的目的,保证切割刀头在切割损耗的情况,还能够对液晶玻璃进行高效精准切割,相对于人工调整刀压或者更换刀头的方式,更加自动化和便捷化。
技术特征:
1.一种应用于液晶玻璃基板切割的刀压自动调整装置,其特征在于:包括切割刀头机构、电气比例阀和da模块三个部分,所述切割刀头机构包括刀头和气缸,所述电气比例阀与控制刀头气缸伸出的进气口相连接,所述da模块与电气比例阀相连接,所述电气比例阀包括信号输入端(1)、电源端(2)、控制回路模块(3)、供气电磁阀(4)、排气电磁阀(5)、先导阀(6)、膜片(7)和压力传感器(8),所述信号输入端(1)与电源端(2)通过线路与控制回路模块(3)相连接,所述控制回路模块(3)分别将信号传递至供气电磁阀(4)、排气电磁阀(5),所述供气电磁阀(4)、排气电磁阀(5)均与先导阀(6)相连接,所述先导阀(6)将压力输送至刀头并控制刀头伸出,所述先导阀(6)内部设置有先导室(9),所述膜片(7)位于先导室(9)位置,所述压力传感器(8)通过线路与先导阀(6)相连接,所述压力传感器(8)收到先导阀(6)的输出压力,再反馈给控制回路模块(3),所述控制回路模块(3)还配备有压力显示(10)以及出力信号(11)。
2.根据权利要求1所述的一种应用于液晶玻璃基板切割的刀压自动调整装置,其特征在于:所述电气比例阀选择0-10v电压输入型和4-20ma电流输入型的一种。
3.根据权利要求1所述的一种应用于液晶玻璃基板切割的刀压自动调整装置,其特征在于:所述da模块选择q64dan型号并且可接电压输出、电流输出,所述da模块接入24v电源。
4.根据权利要求1所述的一种应用于液晶玻璃基板切割的刀压自动调整装置,其特征在于:所述排气电磁阀(5)上配备有排气通口一(12),通过排气通口一(12)用于对气体进行外排。
5.根据权利要求1所述的一种应用于液晶玻璃基板切割的刀压自动调整装置,其特征在于:所述先导阀(6)包括阀体(13)、供气通口(14)、输出通口(15)、排气通口二(16)、供气阀(17)和排气阀(18),所述供气通口(14)、输出通口(15)分别开设于阀体(13)的两侧,所述排气通口二(16)开设于输出通口(15)的上方,所述供气阀(17)安装于供气通口(14)处,所述排气阀(18)安装于排气通口二(16)处。
6.根据权利要求1所述的一种应用于液晶玻璃基板切割的刀压自动调整装置,其特征在于:所述控制回路模块(3)收到压力信号,再根据刀头磨损后的切割情况进行自动补正。
技术总结
本发明公开了一种应用于液晶玻璃基板切割的刀压自动调整装置,包括切割刀头机构、电气比例阀和DA模块三个部分,切割刀头机构包括刀头和气缸,电气比例阀与控制刀头气缸伸出的进气口相连接,DA模块与电气比例阀相连接,电气比例阀包括信号输入端、电源端、控制回路模块、供气电磁阀、排气电磁阀、先导阀、膜片和压力传感器,信号输入端与电源端通过线路与控制回路模块相连接,控制回路模块分别将信号传递至供气电磁阀、排气电磁阀,供气电磁阀、排气电磁阀均与先导阀相连接。本发明所设计的刀压自动调整装置可以实现对切割刀头的自动化调节刀压的目的,保证切割刀头在切割损耗的情况,还能够对液晶玻璃进行高效精准切割。
技术研发人员:孟云超,马智敏,胡文丽
受保护的技术使用者:彩虹(合肥)液晶玻璃有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!