一种柱塞式挤压工艺用成型压药模具的制作方法
本发明涉及一种柱塞式挤压工艺用成型压药模具,属于推进剂制造。
背景技术:
1、为了能够制造出一定形状一定外径的推进剂药管,需要在压伸缸底部装上成型压药模具。成型压药模具的作用是:保证塑化良好的团状物料顺畅地通过成型压药模具,并压制成一定外径的推进剂药管。传统成型压药模具的成型部分是由铜套和通过针架固定铜套内腔的模针组成,所述铜套的内腔前段为圆台形压缩段,所述铜套的内腔后段为直线段。所述铜套圆台形压缩段的两端的直径比为对物料压制的压缩比,成型压药模具通过控制压缩比来调整成型后产品的塑化程度。对于采取半溶剂法柱塞式挤压工艺制造的高燃速改性双基推进剂,由于其药料的特性和产品的要求,对成型压药模具所需压药的压缩比较大,传统成型压药模具需要增加成型部分的设计长度,模具加工成本较大。
技术实现思路
1、本发明的目的是为了解决传统成型压药模具采用半溶剂法柱塞式挤压工艺制造高燃速改性双基推进剂药管时,需要增加压药模具成型部分的设计长度,模具加工成本较大,为此提供一种柱塞式挤压工艺用成型压药模具。
2、本发明的目的是通过以下技术方案实现的:
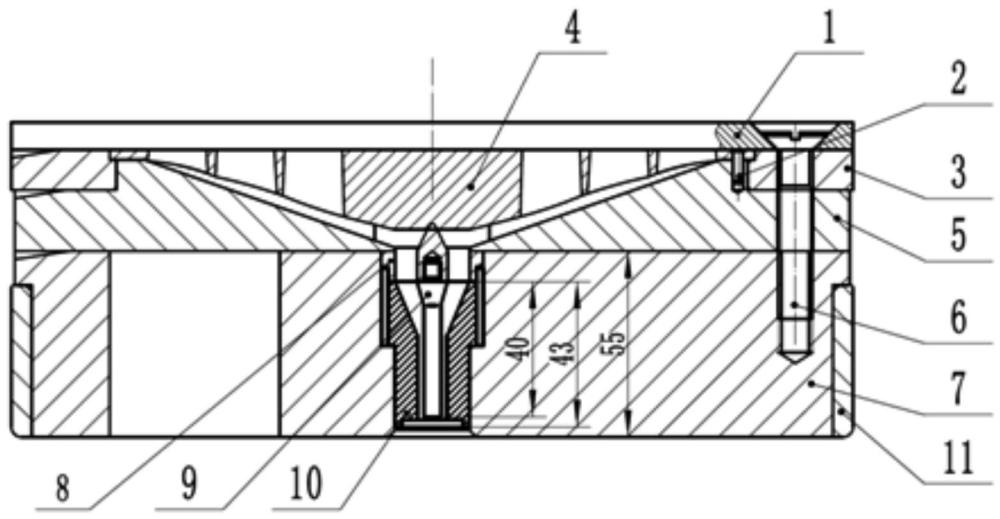
3、本发明的一种柱塞式挤压工艺用成型压药模具,包括中部竖直开有阶梯状安装腔的模座、套接在所述模座外壁的铜环、安装在所述模座阶梯状安装腔的铜套、安装在所述铜套上端的针架、固定在所述针架中部且向下延伸的模针,以及逐层固定在所述模座上端的收缩板和支板;
4、所述支板为圆台形结构,所述支板的外圈开有多组轴向延伸且圆周分布的挤料孔,所述支板圆台形结构的小端端部开有挤料盲孔,所述支板圆台形结构的侧壁开有过所述挤料盲孔的挤料槽,使各个挤料孔分别通过所述挤料槽与所述挤料盲孔连通;
5、所述收缩板的中部开有向下收敛的圆台形安装孔,所述收缩板圆台形安装孔的锥度与所述支板的侧壁锥度相匹配,所述收缩板圆台形安装孔下端小孔的直径与所述针架的内孔通道直径相匹配;
6、所述支板通过定位销与所述收缩板圆周定位,所述收缩板和所述支板通过长螺钉与所述模座固定。
7、所述成型压药模具还包括固定在所述支板上端的过滤板,所述过滤板的板面上开有与所述支板挤料孔分布位置相匹配的碎料孔,所述碎料孔上设置有用于剪碎块状物料剪切网,所述过滤板的固定位置使所述过滤板碎料孔与所述支板的挤料孔对正。
8、所述收缩板与所述过滤板之间固定有用于遮挡所述支板外圈的挡环,防止物料从所述支板外圈向外溢出。
9、所述支板的各个挤料孔优选为向下收敛的圆台形孔。
10、工作过程
11、压制时,从挤压机挤出的推进剂物料,首先经过滤板的碎料孔将块状物料剪碎后挤入所述支板的各个挤料孔内,物料再通过所述支板侧壁的挤料槽挤入小端端部的挤料盲孔内,然后向下通过所述收缩板圆台形安装孔下端的小孔挤入所述模针与所述铜套形成环形挤药空间内,最后从所述铜套的出口端挤出。
12、有益效果
13、本发明的成型压药模具,解决了半溶剂法柱塞式挤压工艺制造高燃速改性双基推进剂的技术难题,通过在传统成型压药模具的成型部分增加收缩板结构,实现较短模具长度下对高燃速改性双基推进剂药管的安全成型,药管成型质量良好,药管外观良好,高燃速改性双基推进剂药管的综合性能满足要求。
技术特征:
1.一种柱塞式挤压工艺用成型压药模具,其特征是:包括中部竖直开有阶梯状安装腔的模座、套接在所述模座外壁的铜环、安装在所述模座阶梯状安装腔的铜套、安装在所述铜套上端的针架、固定在所述针架中部且向下延伸的模针,以及逐层固定在所述模座上端的收缩板和支板;
2.如权利要求1所述的一种柱塞式挤压工艺用成型压药模具,其特征是:还包括固定在所述支板上端的过滤板,所述过滤板的板面上开有与所述支板挤料孔分布位置相匹配的碎料孔,所述碎料孔上设置有用于剪碎块状物料剪切网,所述过滤板的固定位置使所述过滤板碎料孔与所述支板的挤料孔对正。
3.如权利要求1或2所述的一种柱塞式挤压工艺用成型压药模具,其特征是:所述收缩板与所述过滤板之间固定有用于遮挡所述支板外圈的挡环。
4.如权利要求1或2所述的一种柱塞式挤压工艺用成型压药模具,其特征是:所述支板的各个挤料孔为向下收敛的圆台形孔。
技术总结
本发明公开了一种柱塞式挤压工艺用成型压药模具,包括中部竖直开有阶梯状安装腔的模座、套接在所述模座外壁的铜环、安装在所述模座阶梯状安装腔的铜套、安装在所述铜套上端的针架、固定在所述针架中部且向下延伸的模针,以及逐层固定在所述模座上端的收缩板和支板;所述支板为圆台形结构,所述支板的外圈开有多组轴向延伸且圆周分布的挤料孔,所述支板圆台形结构的小端端部开有挤料盲孔,所述支板圆台形结构的侧壁开有过所述挤料盲孔的挤料槽,使各个挤料孔分别通过所述挤料槽与所述挤料盲孔连通。本发明的成型压药模具,通过在传统成型压药模具的成型部分增加收缩板结构,实现较短模具长度下对高燃速改性双基推进剂药管的安全成型。
技术研发人员:雷红兵,李铎,廖林泉,刘所恩,郭玉田,谷永龙,李芳,韩小晶,程劭鸷
受保护的技术使用者:山西北方兴安化学工业有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!