扭挤法复合筋加工装置及复合筋的扭挤制备方法
本发明属于复合筋加工,具体涉及一种基于玄武岩纤维的扭挤法复合筋加工装置及基于该装置制备的复合筋的扭挤制备方法。
背景技术:
1、钢筋作为一种主要的建材,具有强度高、韧性好、与水泥结合性能好等特点,但是也具有很多缺陷,如:铁矿石储存量有限且不可再生、容易生锈、能导电等。铁矿石的大量开采、长途运输以及钢铁的炼制,还会带来环境的严重破坏和污染,且钢铁制品使用日久以后会生锈,导致产品性能的大幅度降低,给各种建筑物、构筑物带来安全隐患。因此,钢筋性能在某些领域是它的优点,但在某些场合,则可能是致命的弱点。
2、而玄武岩纤维筋的抗拉强度一般为600~1500mpa,与高强钢丝大致相同,具有耐腐蚀、轻质、高强等特点,运用于建筑、土木、桥梁等方面能够提高结构的耐久性,因此,可以用来代替混凝土构件中的受拉钢筋。玄武岩纤维筋因抗腐蚀性好,在实际施工中不需要为其设置保护层,大大减少了混凝土施工和建筑物加固的工作工作量。此外,玄武岩纤维筋还具有良好的电磁绝缘性能,应用于具有绝缘要求的特殊场合,不需要进行绝缘处理。
3、玄武岩纤维来自火山岩石头,具有分布地域广、储存量巨大等特点,可谓取之不尽,用之不竭。石材本身具有耐老化、耐高温、耐磨、不燃烧等特性,尤其是不会生锈和不会导电,因此,利用玄武岩长丝开发玄武岩复合加强筋替代现有的钢筋制品是一个绝佳的思路和途径,在材料的性能、使用领域范围、环保、价格等方面都具有巨大优势,它不仅可以大大降低成本,延长建筑物的使用寿命,而且对环境保护具有重大意义。
4、但是,现有玄武岩纤维复合筋的制作工序,主要是采用缠绕后固化,这种工序制得的玄武岩纤维复合筋,纤维丝之间结合松散不紧密,复合筋结构不密实,耐延展性较低,在使用过程中,容易发生断丝及材料整体脆断现象,强度还有待进一步的提高。
技术实现思路
1、本发明实施例提供一种扭挤法复合筋加工装置及制备方法,通过扭挤加捻改善复合筋的强度,避免断丝问题,提高复合筋的强度。
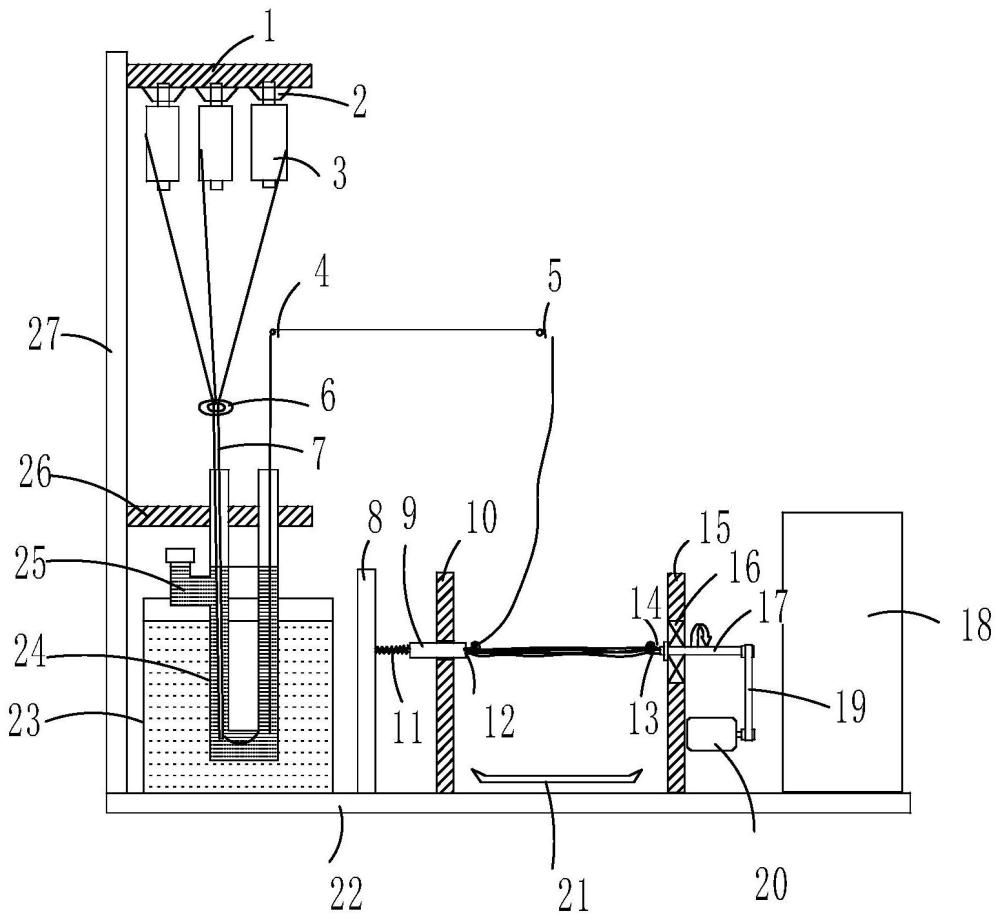
2、第一方面,为实现上述目的,本发明采用的技术方案是:提供一种扭挤法复合筋加工装置,包括:依次相连的纱线喂入机构、浸胶机构、导纱绕制机构、扭挤预成型机构及烘干定型机构;所述扭挤预成型机构包括支架、夹持于浸胶集线束两端的集线束夹持器以及用于旋转驱动所述浸胶集线束扭挤加捻的扭挤驱动电机;所述导纱绕制机构用于将浸胶后的浸胶纱线往复导引至所述集线束夹持器上。
3、第一方面,在一种可能的实现方式中,所述集线束夹持器包括转动夹头、移动夹头以及弹性定位结构,所述转动夹头连接于所述扭挤驱动电机的转动轴上,所述移动夹头滑动连接于所述支架上,所述弹性定位结构连接于所述移动夹头远离所述转动夹头的一侧,以保持所述移动夹头与所述转动夹头之间具有的初始集线距离,并在扭挤时可随所述浸胶集线束的加捻缩短而伸长,保持所述移动夹头与所述转动夹头之间具有的预成型距离,以获得预设长度的预成型复合筋。
4、第一方面,在一种可能的实现方式中,所述转动夹头和所述移动夹头均为挂钩。
5、第一方面,在一种可能的实现方式中,所述支架包括沿所述预成型复合筋长度方向设置的右支撑板、中支撑板和左支撑板,所述转动轴转动连接于所述右支撑板上;所述弹性定位结构包括滑动轴和弹簧,所述移动夹头连接于所述滑动轴上,所述滑动轴滑动连接于所述中支撑板支撑板上,所述弹簧连接于所述滑动轴支撑板与所述左支撑板之间。
6、第一方面,在一种可能的实现方式中,所述支架包括沿所述预成型复合筋长度方向设置的右支撑板、中支撑板和左支撑板,所述转动轴转动连接于所述右支撑板上;所述弹性定位结构包括滑动轴、导向杆、拨叉和弹簧,所述移动夹头连接于所述滑动轴上,所述滑动轴滑动连接于所述中支撑板和左支撑板上,所述拨叉的上端连接于所述滑动轴上,所述导向杆的两端固设于所述中支撑板和左支撑板上,所述拨叉的下端与所述导向杆滑动连接,所述弹簧套装于所述导向杆上且连接于所述中支撑板与所述拨叉之间。
7、第一方面,在一种可能的实现方式中,还包括防退绕机构,所述防退绕机构包括装配于所述转动轴上的棘轮以及铰接于所述支架上的棘爪,所述棘轮与所述棘爪配。
8、第一方面,在一种可能的实现方式中,所述导纱绕制机构位于所述扭挤预成型机构的上方,包括导纱杆、动纱杆以及用于驱动所述动纱杆往复移动的线性滑移组件;纱线经所述浸胶机构浸胶,经所述导纱杆导向,再经所述动纱杆往复移动导引至所述集线束夹持器上。
9、第一方面,在一种可能的实现方式中,所述浸胶机构包括u型浸胶管及用于加热所述u型浸胶管内树脂胶的热容器。
10、第一方面,在一种可能的实现方式中,所述浸胶机构还包括用于将多股纱线集合的集合器,所述集合器包括导向环及连接于所述导向环下方的集合管,所述集合管伸入所述u型浸胶管的进纱端。
11、第二方面,本发明还提供一种复合筋的扭挤制备方法,基于所述的扭挤法复合筋加工装置,所述方法包括:
12、准备树脂:不饱和树脂和固化剂按比例混合,放入u型浸胶管;
13、树脂胶加热:加热装有混合料的u型浸胶管,使混合料形成树脂胶,并保持恒温;
14、放线浸胶:多股玄武岩纱线从u型浸胶管穿过后充满树脂胶,粘连在一起形成浸胶线束;
15、浸胶线束绕制:浸胶线束经导纱绕制机构牵引,在两个集线束夹持器之间往复缠绕至预设长度后,剪断浸胶线束;
16、扭挤加捻预成型:启动扭挤驱动电机,带动转动夹头转动,对浸胶线束加捻至加捻扭力达到预设值;其中,随着浸胶线束缠绕缩短,带动移动夹头向转动夹头方向移动,得到预设长度的预成型复合筋;
17、烘干定型:关闭扭挤驱动电机,夹持预成型复合筋的两端,放入烘箱进行烘干。
18、本发明提供的扭挤法复合筋加工装置及复合筋的扭挤制备方法,与现有技术相比,有益效果在于:纱线依次经过纱线喂入机构进入浸胶机构包覆树脂胶,包覆树脂胶的纱线经导纱绕制机构,往复平行导引到集线束夹持器上夹紧,形成初始长度的集线束段,根据目标产品要求的性能及长度,通过调整初始长度及扭挤驱动电机的转数和速度,得到初步成型的复合筋,再经烘干定型机构烘干定型,即可获得目标要求的复合筋。
19、本发明提供的扭挤预成型机构,通过扭挤驱动电机的旋转驱动,将平行夹持于集线束夹持器上的集线束通过旋转驱动,倾斜扭挤,扭挤加捻挤出部分树脂胶,使玄武岩纤维间连接更紧密,固化后的复合筋在相同截面下纤维含量更高,纤维间空隙小,形成的复合筋更加密实,大大提升了复合筋的强度。
20、本发明提供的扭挤成型制备复合筋的方法,通过对集线束的加捻,一方面增大了纤维间的摩擦力和抱合力,赋予纤维一定的预应力;另一方面,加捻能够改善增强体纤维的强度均匀化程度,减小强力弱节,改善单丝断裂,从而提高最终复合筋产品的机械性能。
技术特征:
1.一种扭挤法复合筋加工装置,其特征在于,包括:依次相连的纱线喂入机构、浸胶机构、导纱绕制机构、扭挤预成型机构及烘干定型机构(18);
2.如权利要求1所述的扭挤法复合筋加工装置,其特征在于,所述集线束夹持器包括转动夹头(13)、移动夹头(12)以及弹性定位结构,所述转动夹头(13)连接于所述扭挤驱动电机的转动轴(17)上,所述移动夹头(12)滑动连接于所述支架上;所述弹性定位结构连接于所述移动夹头(12)远离所述转动夹头(13)的一侧,以保持所述移动夹头(12)与所述转动夹头(13)之间具有的初始集线距离,并在扭挤时可随所述浸胶集线束的加捻缩短而伸长,保持所述移动夹头(12)与所述转动夹头(13)之间具有的预成型距离,以获得预设长度的预成型复合筋。
3.如权利要求2所述的扭挤法复合筋加工装置,其特征在于,所述转动夹头(13)和所述移动夹头(12)均为挂钩。
4.如权利要求2所述的扭挤法复合筋加工装置,其特征在于,所述支架包括沿所述预成型复合筋长度方向设置的右支撑板(15)、中支撑板(10)和左支撑板(8),所述转动轴(17)转动连接于所述右支撑板(15)上;所述弹性定位结构包括滑动轴(9)和弹簧(11),所述移动夹头(12)连接于所述滑动轴(9)上,所述滑动轴(9)滑动连接于所述中支撑板(10)支撑板上,所述弹簧连接于所述滑动轴(9)支撑板与所述左支撑板(8)之间。
5.如权利要求2所述的扭挤法复合筋加工装置,其特征在于,所述支架包括沿所述预成型复合筋长度方向设置的右支撑板(15)、中支撑板(10)和左支撑板(8),所述转动轴(17)转动连接于所述右支撑板(15)上;所述弹性定位结构包括滑动轴(9)、导向杆(29)、拨叉(30)和弹簧(11),所述移动夹头(12)连接于所述滑动轴(9)上,所述滑动轴(9)滑动连接于所述中支撑板(10)和所述左支撑板(8)上,所述拨叉(30)的上端连接于所述滑动轴(9)上,所述导向杆(29)的两端固设于所述中支撑板(10)和左支撑板(8)上,所述拨叉(30)的下端与所述导向杆(29)滑动连接,所述弹簧(11)套装于所述导向杆(29)上且连接于所述中支撑板(10)与所述拨叉(30)之间。
6.如权利要求2-5任一项所述的扭挤法复合筋加工装置,其特征在于,还包括防退绕机构,所述防退绕机构包括装配于所述转动轴(17)上的棘轮(14)以及铰接于所述支架上的棘爪(28),所述棘轮(14)与所述棘爪(28)配合。
7.如权利要求1所述的扭挤法复合筋加工装置,其特征在于,所述导纱绕制机构位于所述扭挤预成型机构的上方,包括导纱杆(4)、动纱杆(5)以及用于驱动所述动纱杆(5)往复移动的线性滑移组件;纱线经所述浸胶机构浸胶,经所述导纱杆(4)导向,再经所述动纱杆(5)往复移动导引至所述集线束夹持器上。
8.如权利要求1所述的扭挤法复合筋加工装置,其特征在于,所述浸胶机构包括u型浸胶管(24)及用于加热所述u型浸胶管(24)内树脂胶的热容器(23)。
9.如权利要求8所述的扭挤法复合筋加工装置,其特征在于,所述浸胶机构还包括用于将多股纱线集合的集合器,所述集合器包括导向环(6)及连接于所述导向环(6)下方的集合管(7),所述集合管(7)伸入所述u型浸胶管(24)的进纱端。
10.一种复合筋的扭挤制备方法,基于如权利要求1-9任一项所述的扭挤法复合筋加工装置,其特征在于,所述方法包括:
技术总结
本发明提供了一种扭挤法复合筋加工装置及制备方法,属于复合筋加工技术领域,包括依次相连的纱线喂入机构、浸胶机构、导纱绕制机构、扭挤预成型机构及烘干定型机构;扭挤预成型机构包括支架、夹持于浸胶集线束两端的集线束夹持器以及用于旋转驱动浸胶集线束扭挤加捻预成型的扭挤驱动电机;导纱绕制机构用于将浸胶后的浸胶纱线往复平行导引至集线束夹持器上。本发明提供的扭挤法复合筋加工装置,利用扭挤法成型复合筋,由于倾斜扭挤加捻作用的存在,一方面增大纤维间的摩擦力和抱合力,赋予纤维一定的预应力;另一方面,倾斜扭挤加捻能够改善增强体纤维的强度均匀化程度,减小强力弱节,改善单丝断裂的问题,从而提高最终产品的拉伸性能。
技术研发人员:陈振宏,高翼强,阎若思,贾丽丽,贾立霞,李文慧,梁宁宁
受保护的技术使用者:河北科技大学
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!