一种方形芯光纤预制棒的制备方法、产品及装置与流程
本发明属于光纤,更具体地,涉及一种方形芯光纤预制棒的制备方法、产品及装置。
背景技术:
1、方形纤芯在激光技术领域有着特别的应用,例如激光光束整形。激光光束整形是将激光光束转换成特定图案、形状或强度分布的过程,以针对特定应用程序优化其性能。可以将高斯光束直接转换成平顶型、方形、环形或其它自定义的形状,改变脉冲能量分布,实现了更高的激光加工效率和激光加工质量。在激光应用中,与圆形纤芯相比,具有方形芯的光纤产生接近方形的输出光束,这种形状结构可以使输出光斑能量得到匀化,特别适合高效率焊接热处理,如激光清洗,激光熔覆,3d打印,光伏等领域有巨大的应用潜力。同时这种方形芯结构还十分有利于那些方形二极管激光器发出的光耦合到方形芯光纤中。
2、然而方形光纤在产业化大规模制备与应用兼容是十分有限的,主要原因是石英光纤作为脆性材料,且制造这种不具备极中心对称的非圆形结构光纤难度很大,芯包层同心度、不圆度均相对圆形结构光纤易偏差大,引起光纤熔接损耗大、发热严重,尤其是在高功率激光技术领域,这种偏差造成耐受器件封装应力变化能力弱,引起更剧烈的热效应,而烧毁光纤及器件。
技术实现思路
1、针对现有方形芯光纤制备技术存在的以上缺陷,本发明提供了一种稳定可靠的制备工艺方法,其核心关键点在于利用莱洛三角形定宽性原理,设计可对石英玻璃脆性材料进行方形打孔的莱洛三角形钻头,通过改变莱洛三角形钻头边长,可以制备不同尺寸方形孔,再匹配组装不同方形芯棒,可以自由实现任意包芯比方形光纤组合,尤其适合掺氟包层同样是方形结构的光纤制备。本发明解决了现有的方形芯光纤制备工艺复杂、周期长、芯包层同心度大无法胜任高功率激光器输出问题。
2、为实现上述目的,按照本发明的一个方面,提供了一种方形芯光纤预制棒的制备方法,包括以下步骤:
3、(1)使莱洛三角形钻头的转动中轴与圆形腔包层套管的几何中轴共轴;采用莱洛三角形钻头钻出以其宽度d为边长的圆角方形,获得方形腔包层套管;
4、(2)将宽度为d’方形芯棒套入步骤(1)获得的方形腔包层套管,拉伸或熔缩为圆形实心棒;
5、(3)采用步骤(2)获得的实心棒,按照设计形状尺寸及折射率剖面制作方形芯光纤预制棒。
6、优选地,所述方形芯光纤预制棒的制备方法,其方形芯棒边长d’和莱洛三角形钻头钻宽度d的差值|d-d’|介于1.0~4.0mm之间;所述方形芯棒其横截面为圆角方形。
7、优选地,所述方形芯光纤预制棒的制备方法,其所述圆形腔的包层套管内径与所述莱洛三角钻头宽度比值为莱洛三角形钻头钻出以其宽度d小于等于包层套管外径d的三分之一。
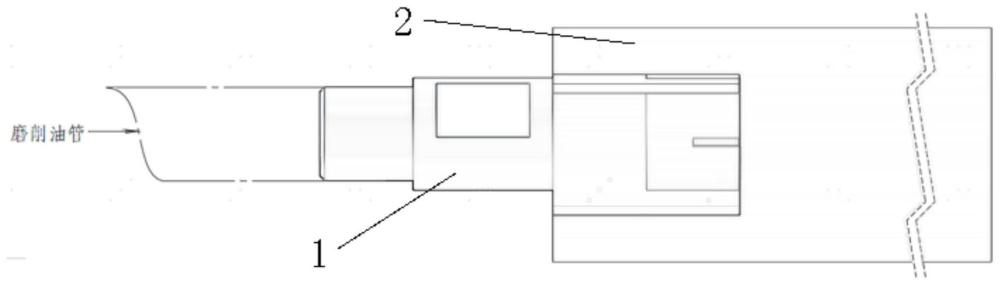
8、优选地,所述方形芯光纤预制棒的制备方法,其步骤(1)通过钻头导入磨削油,引到包层套管中。
9、优选地,所述方形芯光纤预制棒的制备方法,其当制备外包层为圆形、外包层与方形芯之间具有一层或多层方形包层的光纤的预制棒时,可以将步骤(3)制备的实心棒外圆磨至方形或采用方形腔套管与方形芯棒拉伸或熔缩为方形实心棒,作为新的方形芯棒,重复步骤(1)至(3),由内向外的制作多层方形包层,直至圆形外包层;
10、当制备外包层为圆形,外包层与方形芯之间具有一层或多层圆形包层光纤的预制棒时,可将包层套管按照相应折射率剖面设计为多层,作为步骤(1)所述圆形腔包层套管。
11、按照本发明的另一个方面,提供了一种方形芯光纤预制棒,其按照本发明提供的方形芯光纤预制棒的制备方法制备。
12、按照本发明的另一个方面,提供了一种方形芯光纤,其特征在于,采用本发明提供的光纤预制棒拉丝而成。
13、优选地,所述方形芯光纤,其所述方形芯边对边长度可以是50~1000μm,紧邻的包层直径与方形芯边对边长度之比在1.5~2.5之间,同心度小于包层直径的1.0%。
14、优选地,所述方形芯光纤,其所述外包层为圆形,不圆度小于0.5%。
15、按照本发明的另一个方面,提供了一种方形芯光纤预制棒加工装置,其包括莱洛三角形钻头和包层套管夹具;
16、所述钻头的转动中轴与所述包层套管夹具中轴共轴,使得包层套管装夹后莱洛三角形钻头的转动中轴与空心的包层套管的几何中轴共轴。
17、优选地,所述方形芯光纤预制棒加工装置,其所述莱洛三角形钻头具有中空腔,其内设置有磨削油供给口。
18、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
19、本发明利用莱洛三角形定宽性原理,设计莱洛三角形结构钻头,可以对包括石英玻璃等脆性材料进行方形孔加工;采用方形芯棒匹配方形孔套管组合拉丝所制备光纤,减少了原来的方形芯棒同圆形套管组合拉丝带来的不可控的芯包层界面气线发生的概率,保障了光纤可靠性。
20、优选方案,采用莱洛三角形结构钻头,同时匹配设计可同步供给磨削油装置,达到导热散热和去除玻璃渣作用,可大幅增加石英玻璃脆性材料打方形孔深度和边对边宽度,以保障打方形孔足够长度,从而间接增加光纤预制棒拉丝投入,降低光纤制造成本,提高了产品一致性。
21、本发明提供的方形芯光纤,用作光束整形用传能光纤,采用方形纤芯设计,匹配圆形或方形掺氟包层,改变了原有圆形纤芯能量传输高斯分布的特点,实现光束能量均匀化、光斑输出方形化,对于那些需要平顶光能量分布的加工应用有明显优势,尤其针对半导体激光器在模式匹配和传输耦合方面,方形芯结构更接近平顶能量输出。
22、本发明提供的方形芯光纤制备方法,杜绝了现有的方形芯棒和内孔圆形的掺氟包层管这种非同间隙组合带来的棒外径不圆问题。提出的莱洛三角形结构钻头设计,实现了对石英玻璃脆性材料进行方形打孔的加工工艺。由于方形芯棒和掺氟方形孔套管同间隙组合,拉制出方形芯光纤几何性能指标更优,简化了制备工艺,缩短了制棒生产流程。
技术特征:
1.一种方形芯光纤预制棒的制备方法,其特征在于,包括以下步骤:
2.如权利要求1所述的方形芯光纤预制棒的制备方法,其特征在于,方形芯棒边长d’和莱洛三角形钻头钻宽度d的差值|d-d’|介于1.0~4.0mm之间;所述方形芯棒其横截面为圆角方形。
3.如权利要求1所述的方形芯光纤预制棒的制备方法,其特征在于,所述圆形腔的包层套管其内径与所述莱洛三角钻头宽度比值为莱洛三角形钻头钻出以其宽度d小于等于包层套管外径d的三分之一。
4.如权利要求1所述的方形芯光纤预制棒的制备方法,其特征在于,步骤(1)通过钻头导入磨削油,引到包层套管中。
5.如权利要求1所述的方形芯光纤预制棒的制备方法,其特征在于,当制备外包层为圆形、外包层与方形芯之间具有一层或多层方形包层光纤的预制棒时,可以将步骤(3)制备的实心棒外圆磨至方形或采用方形腔套管与方形芯棒拉伸或熔缩为方形实心棒,作为新的方形芯棒,重复步骤(1)至(3),由内向外的制作多层方形包层,直至圆形外包层;
6.一种方形芯光纤预制棒,其特征在于,按照如权利要求1至5任意一项所述的方形芯光纤预制棒的制备方法制备。
7.一种方形芯光纤,其特征在于,采用如权利要求6所述的光纤预制棒拉丝而成。
8.如权利要求7所述的方形芯光纤,其特征在于,所述方形芯边对边长度可以是50~1000μm,紧邻的包层直径与方形芯边对边长度之比在1.5~2.5之间,同心度小于包层直径的1.0%。
9.如权利要求7所述的方形芯光纤,其特征在于,所述外包层为圆形,不圆度小于0.5%。
10.一种方形芯光纤预制棒加工装置,其特征在于,包括莱洛三角形钻头和包层套管夹具;
11.如权利要求10所述的方形芯光纤预制棒加工装置,其特征在于,所述莱洛三角形钻头具有中空腔,其内设置有磨削油供给口。
技术总结
本发明公开了一种方形芯光纤预制棒的制备方法、产品及装置。制备方法包括以下步骤:(1)使莱洛三角形钻头的转动中轴与圆形腔包层套管的几何中轴共轴;采用莱洛三角形钻头钻出以其宽度d为边长的圆角方形,获得方形腔包层套管;(2)将宽度为d’方形芯棒套入方形腔包层套管,拉伸或熔缩为圆形实心棒;(3)按照设计形状尺寸及折射率剖面制作方形芯光纤预制棒。本发明利用莱洛三角形定宽性原理,设计莱洛三角形结构钻头,可以对包括石英玻璃等脆性材料进行方形孔加工;采用方形芯棒匹配方形孔套管组合拉丝所制备光纤,减少了原来的方形芯棒同圆形套管组合拉丝带来的不可控的芯包层界面气线发生的概率,保障了光纤可靠性。
技术研发人员:喻建刚,包翔,卢涛,孙程,许光,蔡珺琛,袁飚,李粲,郑伟,徐祖应,吴琴
受保护的技术使用者:长飞光坊(武汉)科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!