玻璃盖板热弯设备的制作方法
本技术涉及一种热弯设备,具体涉及一种玻璃盖板热弯设备,属于玻璃盖板热加工。
背景技术:
1、随着汽车电动化、智能化、互联网化等趋势日益在汽车市场渗透发展,在车载大屏、曲面屏、双联屏等设计趋势下,全球中高档汽车对车载3d盖板玻璃的需求日益快速增长。3d曲面显示盖板在车载中控屏可实现三维表面的无缝衔接,大大提高了设计与功能的整合自由度,加强触觉反馈,设计与功能相结合,随着消费者对品质、设计感需求的提升,未来3d曲面显示盖板也将在车载显示中占据c位,并持续向大尺寸、多曲面迭代。
2、热弯作为曲面玻璃盖板工艺中重要的工序之一,目前热弯工艺设备主要还是延续用于手机盖板加工的热弯工艺设备,现有技术中通过上下加热板里的发热管加热,经上下发热板与3d玻璃盖板热弯石墨模具接触传导加热到热弯所需工作温度700℃左右。此方式针对目前大尺寸模具加热效率低、能耗高,造成能源的浪费且成本高;为了增加发热的效果,现有技术中也有采用高频感应加热部件对模具进行加热,如专利申请号为:cn201721237074.2,公开了一种玻璃热弯成型设备,其中采用了高频线圈对玻璃进行加热,但是其技术方案中仅采用高频线圈对模具进行加热,需要依赖材料的导热性,如果导热性不好容易出现玻璃上下两个面加热不均,同样存在加热效率和质量的问题,因此,怎样改进现有的加热结构,开发一种高效率的热弯设备应用于大尺寸曲面玻璃盖板热弯加工尤为重要。
技术实现思路
1、针对现有技术的不足,本实用新型的目的在于提供一种玻璃盖板热弯设备,使用两种不同的加热方式同时对模具进行加热,针对大尺寸的模具也能快速加热到工作温度,解决了现有技术中出现的问题。
2、本实用新型所述的玻璃盖板热弯设备,包括预热单元和待加工模具,所述预热单元内设有预热上加热板和预热下加热板,所述预热上加热板的下方设有上发热管,预热下加热板的上方设有下发热管,所述待加工模具位于上发热管和下发热管之间,所述上发热管和下发热管之间还设有高频感应加热部件,所述高频感应加热部件通过产生高频电流对处于预热单元内的待加工模具进行加热。
3、进一步的,预热单元的下方设有进料单元,进料单元内设有进料平台,所述预热下加热板位于进料平台中设置的开口处,所述待加工模具推送至预热下加热板的上方,所述预热下加热板的下方连接有进料驱动机构,所述进料驱动机构控制预热下加热板上升到预热单元内。
4、进一步的,高频感应加热部件包括高频感应加热线圈和高频感应加热发生器,其中高频感应加热线圈设置于预热单元内且与高频感应加热发生器连接,高频感应加热发生器通过高频感应加热线圈产生高频电流对处于预热单元内的待加工模具进行加热。
5、进一步的,高频感应加热线圈由铜管组成且为三面环形结构。
6、进一步的,预热上加热板的上方连接有升降驱动机构,所述升降驱动机构控制预热上加热板上升或下压对待加工模具上表面进行加热。
7、进一步的,预热单元的外侧还依次设有成型单元和冷却单元,所述预热单元、成型单元和冷却单元之中设有移送装置,所述移送装置上设置有拨杆,所述拨杆将待加工模具从预热单元依次移送到成型单元和冷却单元。
8、进一步的,冷却单元的末端设有出料单元,出料单元包括出料推送装置和出料平台,出料平台位于出料推送装置外侧,出料推送装置将待加工模具推出到出料平台上。
9、进一步的,上发热管和下发热管均设有多个,多个上发热管和下发热管分别均匀铺设在预热上加热板和预热下加热板中。
10、进一步的,进料驱动机构和升降驱动机构为气缸。
11、本实用新型与现有技术相比,具有如下有益效果:
12、本实用新型所述的玻璃盖板热弯设备,使用两种不同的加热方式同时对模具进行加热,使用高频感应加热线圈和预热上加热板、两块预热下加热板同时对待加工模具进行快速加热。根据高频感应加热原理,高频电流在被加热物体表面(可导电物体)所产生的集肤效应,频率越高,电流就越集附在金属表面,功率越大,加热就越快,设置高频感应加热部件进一步提升加热的效果,减少加热的时间。针对大尺寸的模具也能快速加热到工作温度,具有生产效率高,能耗低的优点。解决了现有技术中热弯加热方式加热效率低、加热不均以及能耗高的技术问题。
技术特征:
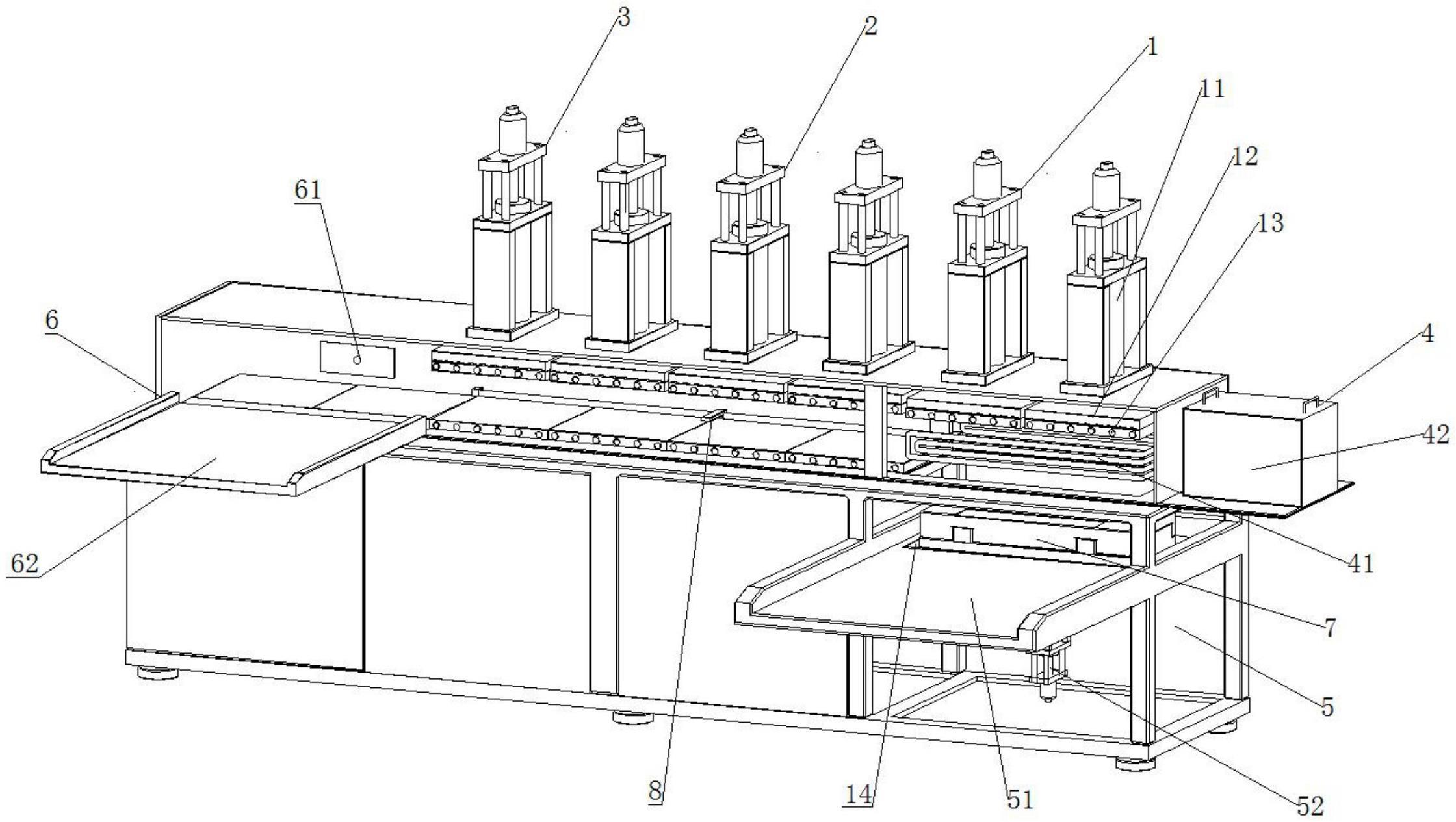
1.一种玻璃盖板热弯设备,其特征在于:包括预热单元(1)和待加工模具(7),所述预热单元(1)内设有预热上加热板(12)和预热下加热板(14),所述预热上加热板(12)的下方设有上发热管(13),预热下加热板(14)的上方设有下发热管(15),所述待加工模具(7)位于上发热管(13)和下发热管(15)之间,所述上发热管(13)和下发热管(15)之间还设有高频感应加热部件(4),所述高频感应加热部件(4)、预热上加热板(12)和预热下加热板(14)同时对待加工模具(7)进行加热。
2.根据权利要求1所述的玻璃盖板热弯设备,其特征在于:所述的预热单元(1)的下方设有进料单元(5),进料单元(5)内设有进料平台(51),所述预热下加热板(14)位于进料平台(51)中设置的开口处,所述待加工模具(7)推送至预热下加热板(14)的上方,所述预热下加热板(14)的下方连接有进料驱动机构(52),所述进料驱动机构(52)控制预热下加热板(14)上升到预热单元(1)内。
3.根据权利要求1所述的玻璃盖板热弯设备,其特征在于:所述的高频感应加热部件(4)包括高频感应加热线圈(41)和高频感应加热发生器(42),其中高频感应加热线圈(41)设置于预热单元(1)内且与高频感应加热发生器(42)连接,高频感应加热发生器(42)通过高频感应加热线圈(41)产生高频电流对处于预热单元(1)内的待加工模具(7)进行加热。
4.根据权利要求3所述的玻璃盖板热弯设备,其特征在于:所述的高频感应加热线圈(41)由铜管组成且为三面环形结构。
5.根据权利要求2所述的玻璃盖板热弯设备,其特征在于:所述的预热上加热板(12)的上方连接有升降驱动机构(11),所述升降驱动机构(11)控制预热上加热板(12)上升或下压对待加工模具(7)上表面进行加热。
6.根据权利要求1所述的玻璃盖板热弯设备,其特征在于:所述的预热单元(1)的外部依次设有成型单元(2)和冷却单元(3),所述预热单元(1)、成型单元(2)和冷却单元(3)之中设有移送装置(8),所述移送装置(8)上设置有拨杆,所述拨杆将待加工模具(7)从预热单元(1)依次移送到成型单元(2)和冷却单元(3)。
7.根据权利要求6所述的玻璃盖板热弯设备,其特征在于:所述的冷却单元(3)的末端设有出料单元(6),出料单元(6)包括出料推送装置(61)和出料平台(62),所述出料平台(62)位于出料推送装置(61)外侧,所述出料推送装置(61)将待加工模具(7)推出到出料平台(62)上。
8.根据权利要求1所述的玻璃盖板热弯设备,其特征在于:所述的上发热管(13)和下发热管(15)均设有多个,多个上发热管(13)和下发热管(15)分别均匀铺设在预热上加热板(12)和预热下加热板(14)中。
9.根据权利要求5所述的玻璃盖板热弯设备,其特征在于:所述的进料驱动机构(52)和升降驱动机构(11)为气缸。
技术总结
本技术公开一种玻璃盖板热弯设备,属于玻璃盖板热加工技术领域,包括预热单元和待加工模具,所述预热单元内设有预热上加热板和预热下加热板,所述预热上加热板的下方设有上发热管,预热下加热板的上方设有下发热管,所述上发热管和下发热管之间还设有高频感应加热部件,所述高频感应加热部件通过产生高频电流对处于预热单元内的待加工模具进行加热。使用两种不同的加热方式同时对模具进行加热,使用高频感应加热线圈和预热上加热板、两块预热下加热板同时对待加工模具进行快速加热。针对大尺寸的模具也能快速加热到工作温度,具有生产效率高,能耗低的优点。解决了现有技术中热弯加热方式加热效率低、能耗高等不足的技术问题。
技术研发人员:刘相均,王建,卞恒卿,金虎范
受保护的技术使用者:青岛融合智能科技有限公司
技术研发日:20230314
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!