一种热水器面板组件粘接工装的制作方法
本技术涉及热水器制造,尤其涉及一种热水器面板组件粘接工装结构。
背景技术:
1、燃气热水器面板组件通常包括玻璃面板,铝条装饰和钣金面板本体粘接而成,其中装饰铝条组件需要围绕玻璃面板粘贴装饰条(铝条、铝合金条),并进行压紧粘接。
2、面板组件需要进行玻璃面板与钣金面板粘胶,现有的技术中,公开(公告)号cn111253089a公开了一种热水器面罩组件粘接工装,所提供的粘接工装能够将面罩组件的多个部件、多道工序集成在一起,自动完成各部件的粘接工序,生产效率高,粘接质量好,人工成本低。
3、目前如何将面板定位,便于涂胶,进行准确定位、确保尺寸准确、一致性好是目前亟待解决的问题。
技术实现思路
1、本实用新型的目的是提供一种热水器面板组件粘接工装,将面板定位,便于涂胶,为面板和玻璃组件合并起定位作用,保证面板和玻璃组件准确定位、尺寸准确、一致性好。
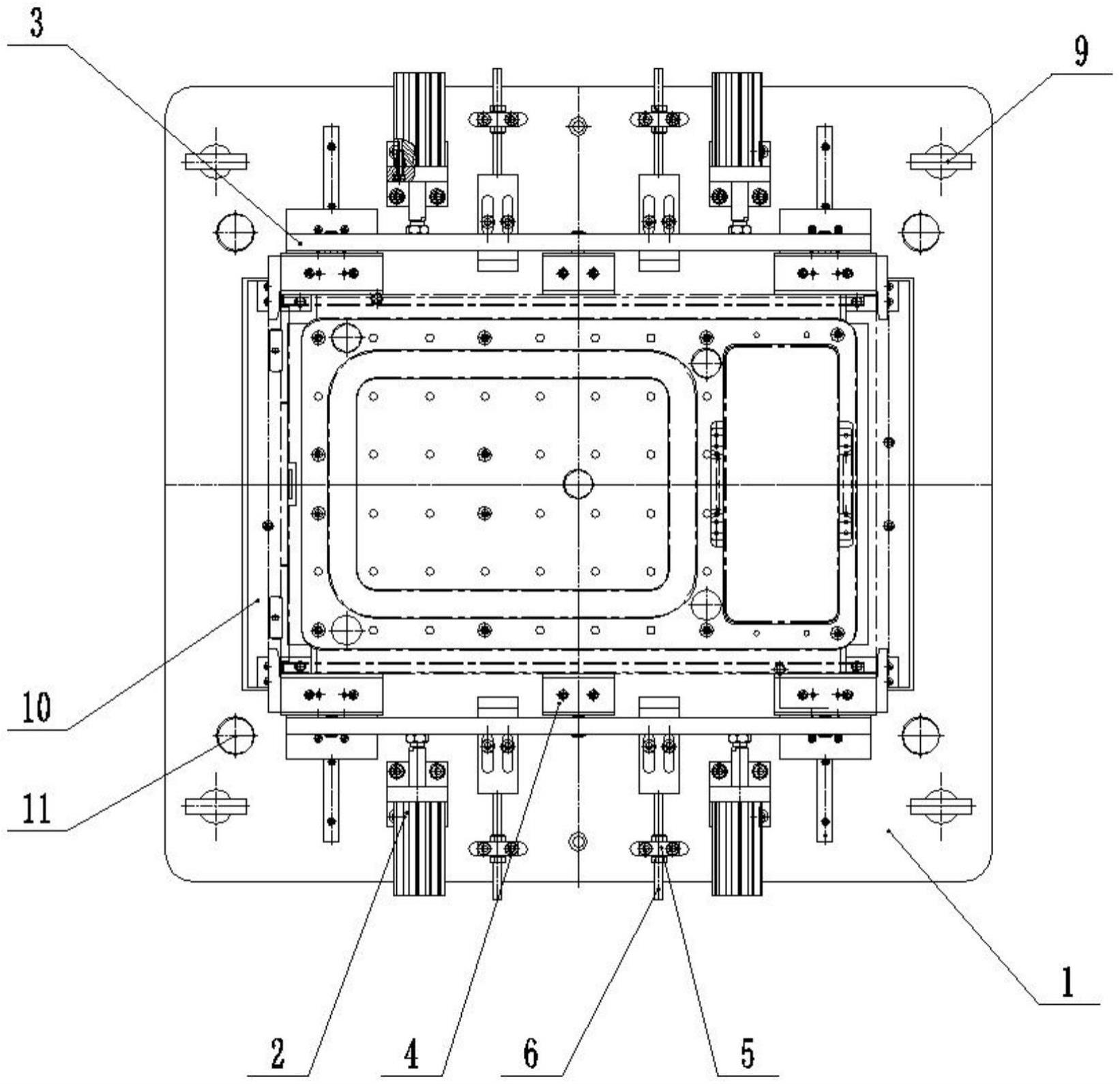
2、为了实现上述目的,本实用新型所采用的技术方案为:一种热水器面板组件粘接工装,包括基板以及基板上预留的待粘接面板组件位置,所述以待粘接面板组件位置为基础,上下两侧各设有两组加紧气缸组件,所述加紧气缸组件上端设置有立板,所述立板上设置有夹紧块,所述上下两侧的两组加紧气缸组件之间均分布有固定块和限位块,所述固定块安装在限位块上,所述限位块安装在基板;所述基板底部设置有若干个举升气缸,
3、进一步的,所述举升气缸安装在顶升气缸座上,所述顶升气缸座安装在基板底部。
4、进一步的,所述基板上安装有定位销。
5、进一步的,所述举升气缸为两个设置在基板底部两侧。
6、进一步的,所述立板前端还设置有立柱,所述立板和立柱之间还设置有可调限位。
7、本实用新型首先将基板定位,安装有定位销定位;其次两侧各设有两个加紧气缸组件,夹紧气缸动作,对面板和玻璃板进行对中定位并加紧,加紧气缸组件之间分布的固定块和限位块第三次定位,通过可调限位精准调整,保证面板和玻璃组件准确定位、尺寸准确、一致性好,最后基板底部有两个举升气缸,可以将压合后的成品举起,便于人工取件。
技术特征:
1.一种热水器面板组件粘接工装,包括基板以及基板上预留的待粘接面板组件位置,其特征在于,以待粘接面板组件位置为基础,上下两侧各设有两组加紧气缸组件,所述加紧气缸组件上端设置有立板,所述立板上设置有夹紧块,所述上下两侧的两组加紧气缸组件之间均分布有固定块和限位块,所述固定块安装在限位块上,所述限位块安装在基板;所述基板底部设置有若干个举升气缸,所述举升气缸安装在顶升气缸座上,所述顶升气缸座安装在基板底部。
2.根据权利要求1所述的一种热水器面板组件粘接工装,其特征在于,所述基板上安装有定位销。
3.根据权利要求1所述的一种热水器面板组件粘接工装,其特征在于,所述举升气缸为两个设置在基板底部两侧。
4.根据权利要求1所述的一种热水器面板组件粘接工装,其特征在于,所述立板前端还设置有立柱,所述立板和立柱之间还设置有可调限位。
技术总结
本技术提供一种热水器面板组件粘接工装,包括基板以及基板上预留的待粘接面板组件位置,所述以待粘接面板组件位置为基础,上下两侧各设有两组加紧气缸组件,所述加紧气缸组件上端设置有立板,所述立板上设置有夹紧块,所述上下两侧的两组加紧气缸组件之间均分布有固定块和限位块,所述固定块安装在限位块上,所述限位块安装在基板;所述基板底部设置有若干个举升气缸,所述举升气缸安装在顶升气缸座上,所述顶升气缸座安装在基板底部,该热水器面板组件粘接工装,将面板定位,便于涂胶,为面板和玻璃组件合并起定位作用,保证面板和玻璃组件准确定位、尺寸准确、一致性好。
技术研发人员:杜东峰,徐腾飞,司文奎,宁立杰
受保护的技术使用者:陕西省机械研究院有限公司
技术研发日:20230407
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!