一种石英玻璃纤维生产用燃烧器的制作方法
本技术涉及石英玻璃纤维生产加工领域,具体地涉及一种石英玻璃纤维生产用燃烧器。
背景技术:
1、连续生产石英玻璃纤维的生产方法目前有三种:棒拉丝法、熔融拉丝法和溶胶-凝胶法。基于实用性和经济成本的考虑,工业上以棒拉丝法生产石英玻璃纤维。棒拉丝法是将φ1.8~4mm左右的石英玻璃棒加热熔融,并从熔融处引丝,集成一束玻璃纤维原丝,经过集束器涂覆浸润剂,由高速旋转的拉丝机牵引,玻璃纤维原丝连续的由排线轮绕在绕丝筒上,成为成品石英玻璃纤维原丝。
2、石英玻璃纤维原丝后续需要通过加捻合股将其加工为石英玻璃纤维纱线,原丝拉丝孔数越少,加捻合股过程中所需原丝丝束的数量越多,加工过程中的损耗也越大,导致石英玻璃纤维纱线整体质量降低。
3、目前,棒拉法一般采用单排孔拉丝的方式进行,当我们需要增加单次拉丝孔数时,插棒数量随之向两侧增加,而现有的拉丝加热燃烧器为单火孔对单根石英玻璃棒,但由于所用石英棒料本身的长度和直径比例极大,导致石英棒的弹性震颤问题极难完全避免,在加热熔融时无法保证石英棒一直处于理想加热区域,同时为了使石英棒相对稳定地限制在加热区域的措施,又导致了石英棒料装夹效率低,致使在现有的燃烧器的基础上很难提高拉丝孔数及拉丝效率,拉丝系统的整体自动化程度也较低。
技术实现思路
1、为解决上述提出的技术问题,本实用新型提供一种石英玻璃纤维生产用燃烧器,通过独特气流通路和燃烧器结构设计形成一条相对稳定的高温加热带,使石英棒全程处于理想加热区域,石英棒表面受热面积更宽泛,熔化更充分,降低了石英棒的精准定位要求,有效提高了生产效率和产品品质,也便于后续的生产线全自动改造。
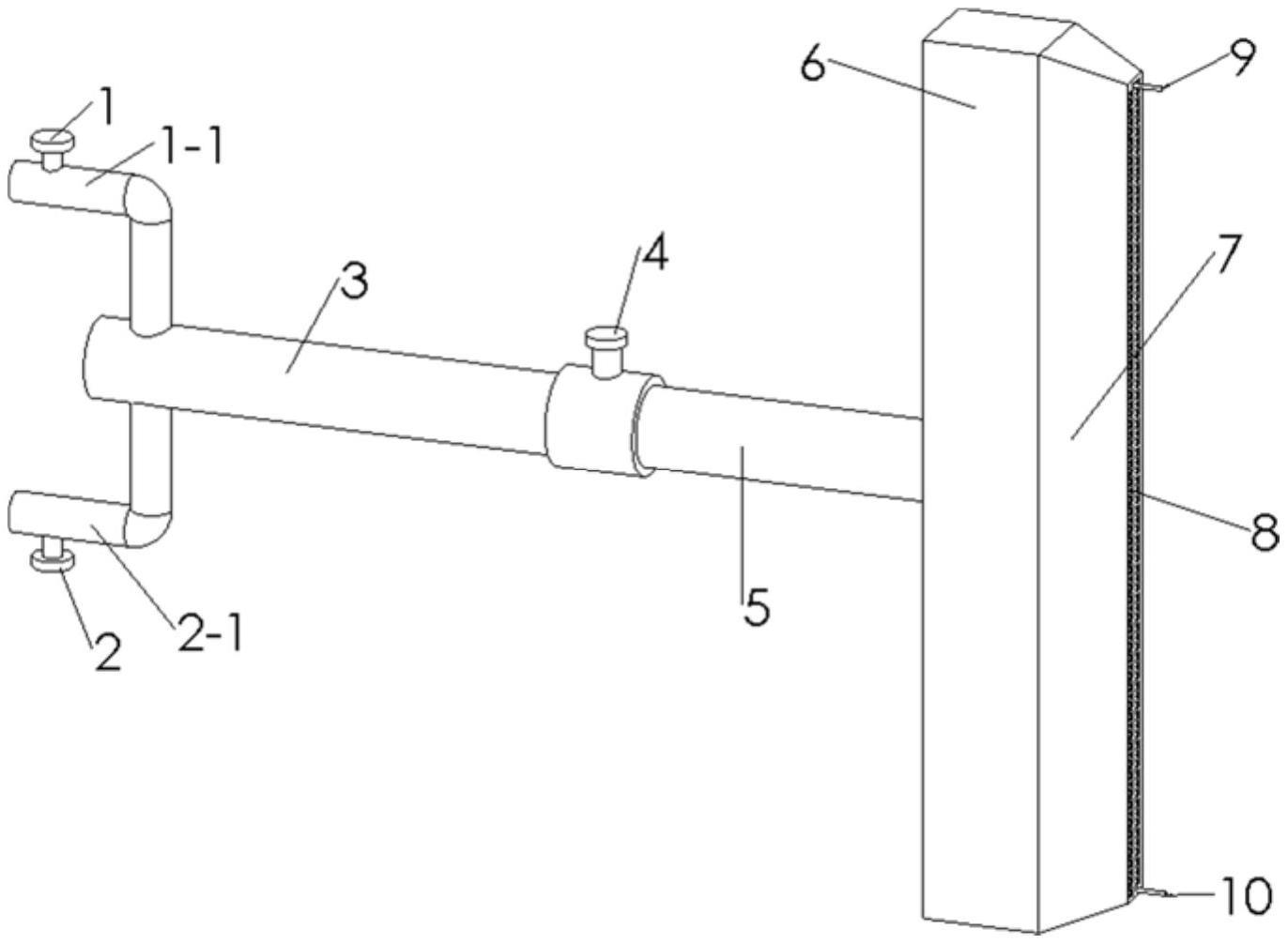
2、本实用新型提供了一种石英玻璃纤维生产用燃烧器,包括:供给部,具有氧气供给管和燃气供给管;第一输气部,其与供给部连接,具有直型管道状设置的第一混合腔;第二输气部,其与第一输气部连接,具有直型管道状延伸设置的第二混合腔;和喷头单元,具有第三混合腔和喷出口,第三混合腔呈垂直于输气方向延伸的棱柱体,在以棱柱体的侧面为底部的延伸方向中部处与第二输气部连接,在与底部对置的顶部设置有沿棱柱体延伸方向设置的喷出口,其中,第一混合腔、第二混合腔以及第三混合腔的体积的比例关系为:3:3:4。
3、进一步的,在第一混合腔形成0.1-1.2mpa第一压力混合气体;在第二混合腔形成0.1-1.0mpa第二压力混合气体;在第三混合腔形成0.05-0.8mpa第三压力混合气体。
4、进一步的,第三混合腔沿垂直于棱柱体延伸方向的截面呈六边形,包括从底部边延伸的矩形部和从矩形部进一步延伸至顶部的边的梯形部。
5、进一步的,喷出口包括若干个沿棱柱体延伸方向均匀分布的从顶部内壁面向内延伸的导流槽,第三混合腔内的混合气体经各导流槽以大致相同的流量喷出。
6、进一步的,氧气供给管与燃气供给管相对设置,用于氧气和燃气成对喷状态。
7、进一步的,第一混合腔内部设有第一压力传感器,第二混合腔内部设有第二压力传感器。
8、进一步的,通过流量控制器控制由第一混合腔内气体流入第二混合腔内气体的流量。
9、进一步的,喷出口设有温度传感器,用于监测喷出口火焰的温度;喷出口设有压力传感器,用于监测喷出口的压力。
10、实用新型本实用新型的技术方案,通过多级混合和多级精确反馈控制,实现了气体的均匀比例混合,连续均匀稳定的吹出,提供连续稳定的加热带,并能实时监测调控燃烧参数,避免了温度过高、气流过大等燃烧器问题带来的拉丝生产问题,大幅提高了生产效率和产品质量,并为后续的拉丝成套设备自动化提升带来了无限可能。
11、应当理解,
技术实现要素:
部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。本实用新型的其它特征将通过以下的描述变得容易理解。
技术特征:
1.一种石英玻璃纤维生产用燃烧器,其特征在于,包括:
2.根据权利要求1所述的燃烧器,其特征在于,
3.根据权利要求1或2所述的燃烧器,其特征在于,
4.根据权利要求3所述的燃烧器,其特征在于,
5.根据权利要求1或2所述的燃烧器,其特征在于,
6.根据权利要求1或2所述的燃烧器,其特征在于,
7.根据权利要求1或2所述的燃烧器,其特征在于,
8.根据权利要求1或2所述的燃烧器,其特征在于,
技术总结
本技术提供了一种石英玻璃纤维生产用燃烧器,包括:供给部,具有氧气供给管和燃气供给管;第一输气部,其与供给部连接,具有截面呈圆形延伸设置的第一混合腔;第二输气部,其与第一输气部连接,具有截面呈圆形延伸设置的第二混合腔;和喷头单元,具有第三混合腔和喷出口。本技术提供的燃烧器,通过独特气流通路和燃烧器结构设计,形成一条相对稳定的高温加热带,使石英棒全程处于理想加热区域,石英棒表面受热面积更宽泛,熔化更充分,同时降低了石英棒的精准定位要求,有效提高了生产效率和产品品质。
技术研发人员:李明祥,吕良益,王刚,胡焰
受保护的技术使用者:安徽耀石新材料科技股份有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!