一种提升耐加工性能的减反射玻璃的制作方法
本技术涉及一种提升耐加工性能的减反射玻璃,属于玻璃。
背景技术:
1、随着人们对日常工作生活中眩光危害的认识提高,减反射膜的应用也越来越广,涉及电子终端,人机交互系统,太阳能光伏,驾驶舱围挡等等领域。减反射膜的制备工艺有蒸发镀膜,溶胶凝胶涂布,真空溅射镀膜等,其中真空溅射镀膜以膜层牢固稳定,光学性能优越的优势脱颖而出,但是,随着面向客户终端的要求越来越高,对减反射膜的耐加工性要求也越来越高,尤其是在制备双面减反射膜产品时的耐加工性更为重要。
2、公告号为cn208200755u的中国专利公开的减反射玻璃,其技术要点是:包括玻璃基底及减反射膜,所述玻璃基底具有第一表面及与所述第一表面相对的第二表面,所述第一表面及所述第二表面均设置有减反射膜,所述减反射膜包括依次层叠的第一高折射率层、第一低折射率层、第二高折射率层及第二低折射率层,其中,所述第二高折射率层为二氧化铈-二氧化钛复合层。
3、上述技术方案通过设置减反射膜,达到了能防紫外线且呈中性色的目的,但是上述技术方案没有考虑到在镀制第二面减反射膜时,会面临已经镀过的第一面减反射膜朝下放置,在传送过程中会大大增加膜层被划伤破坏的风险,从而出现擦拭和划伤的问题,因此需要提出新的方案解决这个问题。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种提升耐加工性能的减反射玻璃。
2、为达到上述目的,本实用新型采用的技术方案是:包含玻璃基体和依次设置在玻璃基体上的第一层高折射率介质膜、第二层低折射率介质膜、第三层高折射率介质膜、第四层低折射率介质膜和最外层介质膜;
3、所述第一层高折射率介质膜为s i3n4层;
4、所述第二层低折射率介质膜为s io2层;
5、所述第三层高折射率介质膜为s i3n4层;
6、所述第四层低折射率介质膜为s io2层;
7、所述最外层介质膜为zro2层、al2o3层或tio2层。
8、优选的,所述玻璃基体的厚度为5mm~10mm。
9、优选的,所述最外层介质膜的厚度为10nm~20nm。
10、优选的,所述第一层高折射率介质膜的厚度为12nm~30nm。
11、优选的,所述第二层低折射率介质膜的厚度为20nm~40nm。
12、优选的,所述第三层高折射率介质膜的厚度为50nm~150nm。
13、优选的,所述第四层低折射率介质膜的厚度为50nm~100nm。
14、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
15、本实用新型方案的一种提升耐加工性能的减反射玻璃在不影响现有技术中反射膜能防紫外线且呈中性色的前提下,通过设置最外层介质膜,最外层介质膜设置为氧化硅锆,最外层介质膜的厚度为15nm,溅射功率为75kw,反应气体氧气充入500sccm,溅射气体氩气充入1000sccm,溅射速度为150cm/min,加镀最外层介质膜后光学性能未改变,提升了最外层介质膜铅笔硬度,从而提升了耐加工性。
技术特征:
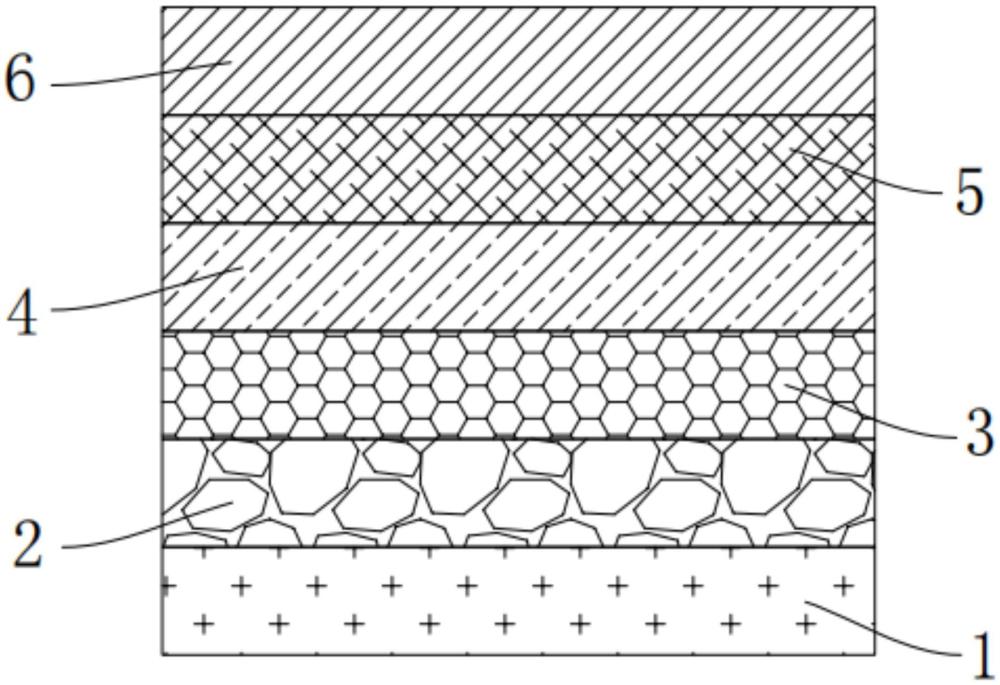
1.一种提升耐加工性能的减反射玻璃,其特征在于:包含玻璃基体(1)和依次设置在玻璃基体(1)上的第一层高折射率介质膜(2)、第二层低折射率介质膜(3)、第三层高折射率介质膜(4)、第四层低折射率介质膜(5)和最外层介质膜(6);
2.根据权利要求1所述的一种提升耐加工性能的减反射玻璃,其特征在于:所述玻璃基体(1)的厚度为5mm~10mm。
3.根据权利要求1所述的一种提升耐加工性能的减反射玻璃,其特征在于:所述最外层介质膜(6)的厚度为10nm~20nm。
4.根据权利要求1所述的一种提升耐加工性能的减反射玻璃,其特征在于:所述第一层高折射率介质膜(2)的厚度为12nm~30nm。
5.根据权利要求1所述的一种提升耐加工性能的减反射玻璃,其特征在于:所述第二层低折射率介质膜(3)的厚度为20nm~40nm。
6.根据权利要求1所述的一种提升耐加工性能的减反射玻璃,其特征在于:所述第三层高折射率介质膜(4)的厚度为50nm~150nm。
7.根据权利要求1所述的一种提升耐加工性能的减反射玻璃,其特征在于:所述第四层低折射率介质膜(5)的厚度为50nm~100nm。
技术总结
本技术涉及一种提升耐加工性能的减反射玻璃,涉及玻璃技术领域,旨在解决现有的减反射膜由于耐加工性欠佳,导致在加工时出现擦拭和划伤的问题,其技术要点是:包含玻璃基体和依次设置在玻璃基体上的第一层高折射率介质膜、第二层低折射率介质膜、第三层高折射率介质膜、第四层低折射率介质膜和最外层介质膜,本方案通过设置最外层介质膜,最外层介质膜设置为氧化硅锆,最外层介质膜的厚度为15nm,溅射功率为75kw,反应气体氧气充入500sccm,溅射气体氩气充入1000sccm,溅射速度为150cm/min,加镀最外层介质膜后光学性能未改变,提升了最外层介质膜铅笔硬度,从而提升了耐加工性。
技术研发人员:林嘉佑
受保护的技术使用者:台玻长江玻璃有限公司
技术研发日:20230818
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!