玻璃热弯成型模具的制作方法
本公开涉及玻璃热弯成型,具体地,涉及一种玻璃热弯成型模具。
背景技术:
1、对异形3d玻璃热压型加工时,一般是先将玻璃片放置于上模与下模之间,通过上模和下模加热将玻璃片加热到预设温度条件下,利用上模与下模之间的压力将玻璃热压成型。以高强度玻璃为例,在成型过程中,高强度玻璃放置在下模的成型凹槽中,并通过玻璃来支撑上模,待对玻璃进行加热时,玻璃的边部会因为热膨胀过大而顶住模具并没有将待成型玻璃完全落入成型凹槽中,当合模热压成型时容易使得待成型玻璃产生台阶、挤痕甚至碎裂,从而造成了玻璃热弯成型的良品率低。
技术实现思路
1、本公开的目的是提供一种玻璃热弯成型模具,该玻璃热弯成型模具良品率高,以至少部分解决相关技术中的问题。
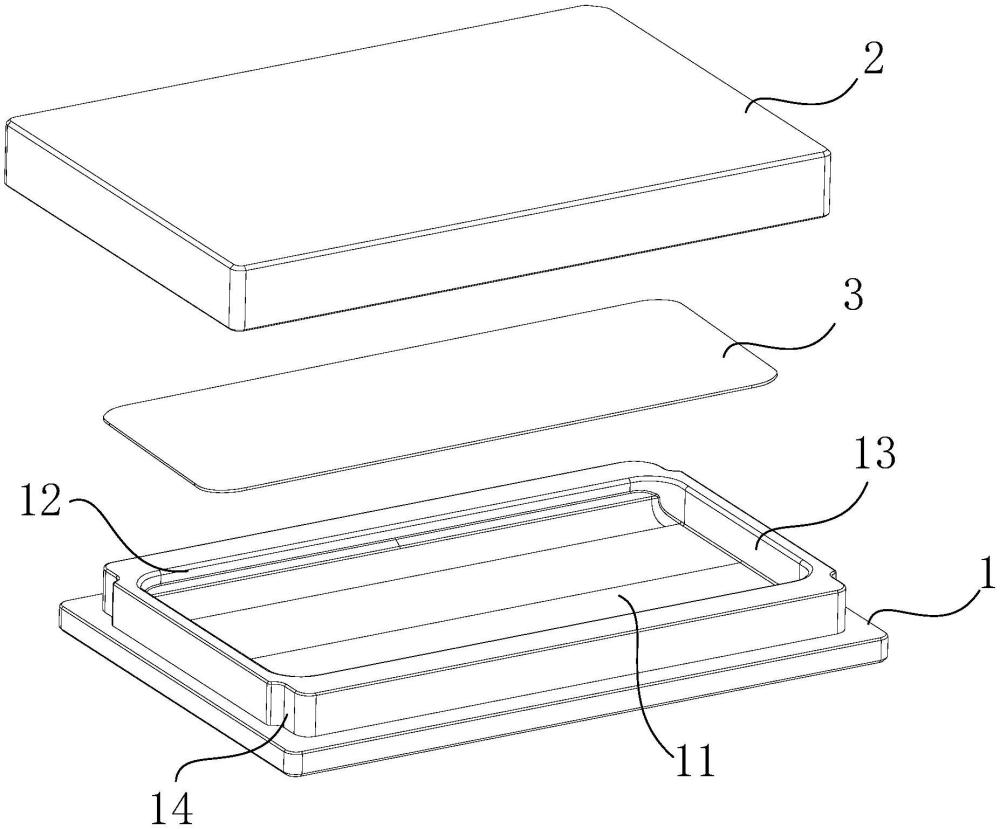
2、为了实现上述目的,本公开提供一种玻璃热弯成型模具,包括:下模和上模,所述下模设有成型凹槽,所述上模设有与所述成型凹槽相配合的成型凸台,所述成型凹槽的至少一侧边形成有放料平台,所述放料平台由所述成型凹槽的侧边朝向成型凹槽的中心向下倾斜设置。
3、可选地,所述放料平台的数量有两个且分别设置在所述成型凹槽相对的两侧边。
4、可选地,所述放料平台呈环形且围绕所述成型凹槽外周设置。
5、可选地,所述放料平台在垂直于所述放料平台的延伸方向的平面的投影为弧形或直线形。
6、可选地,所述下模包括第一框体,所述第一框体的内侧壁形成所述成型凹槽,所述第一框体的外侧壁至少设有一个第一定位部,所述上模包括第二框体,所述第二框体的内侧壁的轮廓能够与所述第一框体的外侧壁重合,所述第二框体的内侧壁设有用于与所述第一定位部配合的第一配合部。
7、可选地,所述第一框体和所述第二框体均构造为矩形,所述第一框体包括相对设置的两个长边以及相对设置的两个短边,所述第一定位部的数量有多个且多个所述第一定位部分别间隔设置在所述长边和/或所述短边。
8、可选地,所述第一定位部构造为由所述第一框体的外侧壁向所述成型凹槽中心方向延伸的凹陷;所述第一配合部构造为由所述第二框体的外侧壁朝向背离所述成型凸台方向延伸的且与所述凹陷配合的凸起。
9、可选地,所述第一定位部设置于所述第一框体的转角处。
10、可选地,所述成型凸台上设有用于与所述放料平台配合且与所述放料平台所在平面平行设置的倾斜部。
11、可选地,所述玻璃热弯成型模具还包括用于脱模的开模槽,所述开模槽的数量有多个,多个所述开模槽分别设置于所述下模和/或所述上模。
12、可选地,所述玻璃热弯成型模具还包括排气孔,所述排气孔设置于所述下模和/或所述上模。
13、通过上述技术方案,通过在下模的成型凹槽的一侧边形成放料平台且放料平台由成型凹槽的侧边朝向成型凹槽的中心倾斜向下设置,从而能够使得放料平台对待待成型玻璃形成支撑,同时当待成型玻璃加热软化时,放料平台倾斜设置能够便于待成型玻璃滑动至成型凹槽内,从而避免了加热工程中待成型的玻璃边部因热膨胀过大而顶住模具并没有完全滑入成型凹槽中,合模时待成型玻璃出现台阶、挤痕等缺陷,从而提高了玻璃热弯成型的良品率。
14、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种玻璃热弯成型模具,其特征在于,包括:下模和上模,所述下模设有成型凹槽,所述上模设有与所述成型凹槽相配合的成型凸台,所述成型凹槽的至少一侧边形成有放料平台,所述放料平台由所述成型凹槽的侧边朝向成型凹槽的中心向下倾斜设置。
2.根据权利要求1所述的玻璃热弯成型模具,其特征在于,所述放料平台的数量有两个且分别设置在所述成型凹槽相对的两侧边。
3.根据权利要求1所述的玻璃热弯成型模具,其特征在于,所述放料平台呈环形且围绕所述成型凹槽外周设置。
4.根据权利要求1所述的玻璃热弯成型模具,其特征在于,所述放料平台在垂直于所述放料平台的延伸方向的平面的投影为弧形或直线形。
5.根据权利要求1-4中任意一项所述的玻璃热弯成型模具,其特征在于,所述下模包括第一框体,所述第一框体的内侧壁形成所述成型凹槽,所述第一框体的外侧壁至少设有一个第一定位部;
6.根据权利要求5所述的玻璃热弯成型模具,其特征在于,所述第一框体和所述第二框体均构造为矩形,所述第一框体包括相对设置的两个长边以及相对设置的两个短边,所述第一定位部的数量有多个且多个所述第一定位部分别间隔设置在所述长边和/或所述短边。
7.根据权利要求5所述的玻璃热弯成型模具,其特征在于,所述第一定位部构造为由所述第一框体的外侧壁向所述成型凹槽中心方向延伸的凹陷;
8.根据权利要求7所述的玻璃热弯成型模具,其特征在于,所述第一定位部设置于所述第一框体的转角处。
9.根据权利要求1所述的玻璃热弯成型模具,其特征在于,所述成型凸台的侧边设有用于与所述放料平台配合且与所述放料平台所在平面平行设置的倾斜部。
10.根据权利要求1所述的玻璃热弯成型模具,其特征在于,所述玻璃热弯成型模具还包括设置于所述下模和/或所述上模且用于脱模的开模槽。
技术总结
本公开涉及一种玻璃热弯成型模具,包括:下模和上模,下模设有成型凹槽,上模设有与成型凹槽相配合的成型凸台,成型凹槽的至少一侧边形成有放料平台,放料平台由所述成型凹槽的侧边朝向成型凹槽的中心向下倾斜设置。如此,能够使得放料平台对待待成型玻璃形成支撑,同时当待成型玻璃加热软化时,放料平台倾斜设置能够便于待成型玻璃滑动至成型凹槽内,从而避免了加热工程中待成型的玻璃边部因热膨胀过大而顶住模具并没有完全滑入成型凹槽中,合模时待成型玻璃出现台阶、挤痕等缺陷,从而提高了玻璃热弯成型的良品率。
技术研发人员:孙玉磊,彭友良,丁胜前,曾志明,曾东旭
受保护的技术使用者:比亚迪股份有限公司
技术研发日:20230904
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!