一种高氧气阻隔性能热塑性聚乙烯醇组合物双向拉伸薄膜及其制备方法和应用与流程
1.本发明涉及高分子材料的改性与制备领域,具体地说,是涉及一种适用于高湿度条件下的高氧气阻隔性能的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物双向拉伸薄膜,本发明还渉及一种高氧气阻隔性能的热塑性聚乙烯醇组合物双向拉伸薄膜的制备方法和应用。
背景技术:
2.聚乙烯醇(pva)是一种综合性能优异的可由石油、天然气、煤炭等原料大规模生产的多羟基极性聚合物,通常由醋酸乙烯聚合再经过醇解制备得到,具有优异的耐化学腐蚀性、耐磨性和气体阻隔性,在农药、危化品包装、日用品、医药、光学仪器等方面具有广泛的应用。其与最早开发的阻隔材料聚偏二氯乙烯(pvdc)相比,具有生物环保,可降解的优势。与阻隔性树脂乙烯-乙烯醇共聚物(evoh)相比,制备工艺简单,成本较低,力学性能更优。
3.聚乙烯醇薄膜一般均采用以聚乙烯醇水溶液为原料的湿法生产,目前市售多采用湿化流延方法,但流延法生产周期长,效率低,成本较高,不能生产与不溶于水的高分子材料如聚乙烯的多层共挤薄膜,使水溶法pva膜无法实现在多层共挤阻隔薄膜领域的应用。由于这些限制,聚乙烯醇只能先溶解再涂覆到不溶水的高分子材料表面做阻隔应用,但涂覆在其它薄膜表面的聚乙烯醇容易受空气湿度影响而降低其阻隔性能。
4.聚乙烯醇由于分子内及分子间大量氢键的作用,其熔点与分解温度接近,不具备热塑加工的性质。国内外对聚乙烯醇热塑改性的研究工作较多,主要有共聚法、共混法、后反应法和增塑法,其中增塑法最为简单有效,一般采用水、甘油、多元醇及其低聚物、无机盐、醇胺等单组分或多组分复合作为增塑剂,通过两步法或多步工艺法,降低聚乙烯醇的熔点,改善其加工流动性,但多数工艺繁琐复杂。此方法制备的聚乙烯醇的熔体强度较低,流动性较差,热塑加工应用范围较窄,使低成本大规模推广应用受限。
5.us 4,952,628公开了一种非结晶性聚酰胺和evoh的组合物,evoh的加入可以一定程度上降低聚酰胺对湿度的敏感性,从而维持较好的阻隔性能。cn 107200977a将evoh、高聚合物度(1500-3000)、高醇解度(97-100%)的聚乙烯醇粉料、水进行溶液共混,辅以增塑剂、表面活性剂、氧化剂,经过流延制备得到了聚乙烯醇系光学膜,但由于其采用高聚合度、高醇解度的pva,难以进行热塑加工,只能预混,然后以水为溶剂的湿法流延进行生产,成本增加,过程复杂。由于evoh不溶于水而无法与聚乙烯醇水溶液在微观上混合均匀,且聚乙烯醇容易受潮而降低阻隔性能,因此该法制备的光学膜对氧气的阻隔性质不好。hiroyuki等【new production technologies and applications of poly(viny1 alcohol)film,british polymer journal,1998,20,335-343】采用聚乙烯醇水溶液经单螺杆挤出后先纵向再横向分步拉伸,最终得到聚乙烯醇薄膜,此方法属于溶液成型法,能耗高、成本高、生产效率低,而且因高碳排放而不绿色环保。
技术实现要素:
6.本发明所要解决的技术问题之一是现有技术中存在的聚乙烯醇薄膜的氧气阻隔性能对空气湿度敏感而致使应用范围受限的问题,提供一种适用于高湿度条件下的高氧气阻隔性能的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物双向拉伸薄膜。该组合物薄膜,具有“意想不到”的无明显相界面的均一微观结构,可以有效地降低其对空气湿度的敏感性,将其在相同条件下的透氧速率降低到低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜;该组合物薄膜,在较高湿度下(50%)的透氧速率显著低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜约60%,性能优于现有同类热塑性聚乙烯醇薄膜。
7.本发明所要解决的技术问题之二是提供一种制备适用于高湿度条件下的高氧气阻隔性能的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物双向拉伸薄膜的制备方法,该方法得到的组合物薄膜,具有“意想不到”的无明显相界面的均一微观结构,可以有效地降低其对空气湿度的敏感性,将其在相同条件下的透氧速率降低到低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜;该方法得到的组合物薄膜,在较高湿度下(50%)的透氧速率低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜约60%,性能优于现有同类热塑性聚乙烯醇薄膜。
8.本发明所要解决的技术问题之三是提供一种与解决技术问题之一相对应的适用于高湿度条件下的高氧气阻隔性能的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物双向拉伸薄膜的应用方法。
9.为了解决上述技术问题之一,本发明的技术方案之一为提供一种高氧气阻隔性能热塑性聚乙烯醇组合物双向拉伸薄膜,包括共混的以下组分:按所述双向拉伸薄膜质量计,热塑性聚乙烯醇为51~95份,乙烯-乙烯醇共聚物为5~49份;任选地,所述薄膜中含有0.1~2份的功能助剂。
10.以上本发明所采用的技术方案为:一种适用于高湿度条件下的高氧气阻隔性能的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物双向拉伸薄膜,具有“意想不到”的无明显相界面的均一微观结构,可以有效地降低其对空气湿度的敏感性,将其在相同条件下的透氧速率降低到低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜。
11.上述技术方案中,按所述双向拉伸薄膜质量计,优选包括以下组分:
12.(1)61~81份热塑性聚乙烯醇;
13.(2)19~39份乙烯-乙烯醇共聚物;
14.(3)任选地,0.1~1份功能助剂。
15.上述技术方案中,所述热塑性聚乙烯醇由包含聚乙烯醇和热塑剂在内的组分连续熔融共混得到。
16.优选地,所述热塑性聚乙烯醇为将干燥处理的聚乙烯醇和热塑剂在熔融状态下进行连续均匀混合、挤出、造粒,得到所述的热塑性聚乙烯醇。
17.上述技术方案中,优选地,所述的热塑性聚乙烯醇中所使用的聚乙烯醇的聚合度为300~3000,醇解度为90~99mol%,4%重量分数浓度水溶液粘度≤35.0mpa
·
s。
18.上述技术方案中,优选地,所述的热塑性聚乙烯醇中所使用的热塑剂选自乙二醇、1,2-丙二醇、1,3-丙二醇、1,2-丁二醇、1,3-丁二醇、1,4-丁二醇、1,5-戊二醇、1,6-己二醇、新戊二醇、三羟甲基乙烷、三羟甲基丙烷、甘油、山梨糖醇、季戊四醇、木糖醇、聚乙二醇peg
(数均分子量100~2000)、聚乙二醇/丙二醇pepg(数均分子量100~2000)、脂肪酸酯、甘油酸、吐温中的一种、两种、三种或更多种组合,具有协同作用,更能得到多种性能均衡的热塑性聚乙烯醇,使其具有良好的热塑加工性能,同时又可以保证材料的使用性能。
19.上述技术方案中,所述的热塑性聚乙烯醇中所使用的热塑剂更优选至少一种选自分子量<100g/mol的低分子量热塑剂和至少一种选自分子量≥100g/mol的高分子量热塑剂,所述低分子量热塑剂与所述高分子量热塑剂的质量比例为(5:95)~(95:5)。
20.上述技术方案中,所述的热塑性聚乙烯醇中所使用的热塑剂的量,以占所述热塑性聚乙烯醇总的质量分数计,优选为10~30%,更优选为15~25%。
21.上述技术方案中,所述的乙烯-乙烯醇共聚物中乙烯含量优选为20~50mol%,更优选为30~40mol%。
22.上述技术方案中,所述的功能助剂可以选择膜领域通常的助剂,优选为相容剂、抗氧化剂、光稳定剂、开口剂、脱模剂、颜料、无机填料等。
23.上述技术方案中,所述的双向拉伸薄膜的厚度为10~70μm,优选为20~55μm。
24.上述技术方案中,所述的双向拉伸薄膜,由包含热塑性聚乙烯醇和乙烯-乙烯醇共聚物在内的组分经熔融挤出并双向拉伸成型得到;进一步优选:所述的双向拉伸成型的预热温度为150~220℃,更优选190~200℃;纵向拉伸倍率优选为3~6倍,横向拉伸倍率优选为2~5倍;退火温度为80~130℃,更优选为110~120℃;拉伸速率≥0.7cm/s,优选≥2.1cm/s。
25.上述技术方案中,所述的双向拉伸薄膜,在较低湿度下(10%)的透氧速率优选比热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜的透氧速率低至少25%,优选低至少60%;
26.所述的双向拉伸薄膜,在较高湿度下(50%)的透氧速率优选比热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜的透氧速率值低至少60%,优选低至少70%。
27.为了解决上述技术问题之二,本发明技术方案之二为提供所述高氧气阻隔性能热塑性聚乙烯醇组合物双向拉伸薄膜的制备方法,包括将包含热塑性聚乙烯醇和乙烯乙烯醇共聚物在内的组分进行熔融挤出并双向拉伸成型。
28.上述技术方案中,优选地,将包含热塑性聚乙烯醇与乙烯-乙烯醇共聚物在内的组分在熔融状态下进行均匀混合得到组合物熔体,直接将组合物熔体挤出后进行双向拉伸成型;或者将所述组合物熔体造粒,然后将组合物粒子再通过熔融挤出后进行双向拉伸成型,得到所述双向拉伸薄膜。
29.上述技术方案中,所述双向拉伸成型包括逐次双向拉伸成型或同时双向拉伸成型。
30.上述技术方案中,优选地,将所述组合物熔体或组合物粒子挤出后得到薄片,进行双向拉伸成型。制备得到的薄片的厚度优选为100~500μm,更优选为300~400μm。
31.根据本发明一个优选的实施方案,所述双向拉伸薄膜的制备方法,可包括以下步骤:
32.1)将所需量的聚乙烯醇和所需量的热塑剂在熔融状态下进行均匀混合、挤出、造粒,得到所述的热塑性聚乙烯醇;
33.2)将所需量的热塑性聚乙烯醇与所需量的乙烯-乙烯醇共聚物在熔融状态下进行
均匀混合,直接将组合物熔体经过计量泵加入到流延膜模具挤出后直接进行连续双向拉伸成型;或将组合物熔体冷却后造粒,将组合物粒子再通过熔融挤出,将组合物熔体经流延膜模具制成膜片后再经双向拉伸成型,得到所述的高阻隔热塑性聚乙烯醇组合物双向拉伸薄膜。
34.本发明制备过程中,所用设备均是现有技术中薄膜加工中的设备,比如单螺杆挤出机、双螺杆挤出机、切粒机、双向拉伸机等。
35.上述技术方案中,所述步骤1)中的挤出优选采用连续熔融共混挤出,将聚乙烯醇和增塑剂按照所需比例直接加入双螺杆挤出机熔融、捏合、挤出、造粒,得到所述的热塑性聚乙烯醇。
36.上述技术方案中,所述的热塑性聚乙烯醇与乙烯-乙烯醇共聚物熔融共混的方法优选为双螺杆连续挤出方法。
37.上述技术方案中,所述制备热塑性聚乙烯醇的步骤中,所述双螺杆挤出温度为140~240℃,优选180~220℃;螺杆转速为50~500rpm,优选150~300rpm。
38.上述技术方案中,所述双向拉伸成型的预热温度优选为150~220℃,更优选为190~200℃;纵向拉伸倍率优选为3~6倍,更优选为3~5倍;横向拉伸倍率优选为2~5倍,更优选为2~4倍;拉伸速率≥0.7cm/s,优选≥2.1cm/s;退火温度优选为80~130℃,更优选为110~120℃。
39.上述技术方案中,采用薄片法制备时预热时间为10~120s,退火时间为10~120s。
40.上述技术方案中,所述步骤2)中优选包括将热塑性聚乙烯醇粒子与乙烯-乙烯醇共聚物按照所需的喂料比例分别计量加入到双螺杆挤出机上进行熔融共混。
41.上述技术方案中,制备热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物材料的步骤中,所述双螺杆挤出温度优选为140~240℃,更优选180~220℃,螺杆转速优选为50~500rpm,更优选150~300rpm。
42.上述技术方案中,所述的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物熔体制成薄膜的方法,优选为将所需量的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物由单螺杆挤出机或双螺杆挤出机熔融挤出后经流延模具导出得到热塑性聚乙烯醇组合物薄片,再将薄片双向拉伸,退火后得到所述的高阻隔性热塑性聚乙烯醇薄膜。
43.上述技术方案中,所述的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物熔体制成薄膜的方法,优选为将所需量的热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物由挤出机熔融挤出后经流延模具挤出后直接进行连续双向拉伸得到所述的高阻隔性热塑性聚乙烯醇薄膜,该方法中的流延膜分别经过多个转速递增的拉辊在共混物的熔点以下进行连续纵向拉伸,并经流延膜两边的夹具逐渐横向拉伸,达到所需的纵向和横向拉伸倍数后切边收卷。
44.本发明目的之三为提供一种由以上所述制备方法得到的热塑性聚乙烯醇组合物双向拉伸薄膜。
45.为了解决上述技术问题之三,本发明目的之四为提供所述热塑性聚乙烯醇组合物双向拉伸薄膜在适用于高湿度下的高氧气阻隔性能薄膜中的应用。
46.上述技术方案中,所述应用并无特殊限定,例如但不限定为在农药、危化品包装、日用品、医药、光学仪器等方面具有广泛的应用。
47.下面对本发明所用材料及制备方法简单介绍如下:
48.1.热塑性聚乙烯醇
49.聚乙烯醇是一种具有优异阻隔性、耐磨性、耐化学腐蚀性的水溶性高分子,不溶于汽油、苯、甲苯、四氯化碳、丙酮、甲醇等有机溶剂,微溶于二甲基亚砜,可用于制造维尼纶合成纤维、织物处理剂、粘合剂、高强度纤维、光学薄膜等。
50.聚乙烯醇不能直接通过乙烯醇单体聚合得到,因为乙烯醇单体非常不稳定,它在常态下会自发地进行分子间重排转化成乙醛。现有技术通常是先将醋酸乙烯聚合得到聚醋酸乙烯,然后将聚醋酸乙烯进行醇解制备得到聚乙烯醇。聚合度是衡量聚合物分子大小的指标,以重复单元数为基准,即聚合物大分子链上所含重复单元数目的平均值。醇解度是指聚醋酸乙烯醇解后得到的聚乙烯醇中乙烯醇结构占乙烯醇与未水解的醋酸乙烯总量的摩尔比百分数。适合本发明的热塑性聚乙烯醇中所用的聚乙烯醇的聚合度为300~3000,适合本发明的热塑性聚乙烯醇中所用的聚乙烯醇的醇解度为90~99mol%。
51.热塑性聚乙烯醇是为改善聚乙烯醇由于分子内及分子间作用力导致的热塑加工困难、熔体流动性差而对聚乙烯醇进行热塑化改性得到的高熔体强度、高流动性聚乙烯醇,其加工温度窗口增宽,热塑加工性能显著提高。本发明的热塑性聚乙烯醇采用螺杆挤出加工技术,将上述聚乙烯醇、热塑剂(以质量分数计10~30%),按照比例共混后导入或者分别导入进行熔融共混挤出而得到。热塑剂由乙二醇、1,2-丙二醇、1,3-丙二醇、1,2-丁二醇、1,3-丁二醇、1,4-丁二醇、1,5-戊二醇、1,6-己二醇、新戊二醇、三羟甲基乙烷、三羟甲基丙烷、甘油、山梨糖醇、季戊四醇、木糖醇、聚乙二醇(peg,分子量100~2000)、聚乙二醇/丙二醇(peg-ppg,分子量100~2000)、脂肪酸酯、甘油酸、吐温等中的一种、两种或多组分混合制备。
52.2.乙烯-乙烯醇共聚物
53.乙烯-乙烯醇共聚物(evoh)是一种具有链式分子结构的结晶性聚合物,同时具备了聚乙烯的可加工性和乙烯醇聚合物的高阻隔性,但由于其大量羟基的存在使其结晶度较高,熔点较高,靠近分解温度。其性质主要取决于共聚单体的摩尔分数,其氧气阻隔性、阻湿性和加工性能随乙烯含量的变化而发生变化,当乙烯含量增加时,气体阻隔性下降,防潮性能改进,树脂更易于加工。为保证稳定的熔融加工性以及氧气阻隔性能,evoh中的乙烯含量一般保持在20至50mol%之间,加上其可加工性、耐溶剂性及抗静电性,使其广泛应用于包装材料、汽车油箱、阻氧地暖管、纺织材料和医用材料等领域。
54.3.聚合物共混物相形态
55.单一的聚合物性能不能满足日新月异的市场需要,将两种或两种以上聚合物进行物理混合,是最方便和灵活的办法。物理共混是指仅凭借扩散、对流和剪切作用等达到混合和分散的目的。聚合物共混物的相形态可以简单的分为均相和多相两种。如果聚合物与聚合物之间是热力学相容的,那么形成的共混体系是均相结构;然而,大部分聚合物之间是热力学不相容的,所以聚合物共混物一般为多相结构。热塑性聚乙烯醇与乙烯乙烯醇共聚物共混物的dsc结果显示,二者分别独立结晶,因此不是热力学完全相容的聚合物。多相聚合物共混物按照相的连续性可分为两种,一种是单相连续结构(分散相/基体结构),也就是一相是分散相而另一相是连续相;另一种是相互贯穿的两相连续结构,即双连续结构。两相共混物的相形态与配比、聚合物本身特性如溶解度参数、粘度、界面类型和操作条件等有关。
56.界面对聚合物共混体系的使用性能起到非常关键的作用。不相容的聚合物,链段
之间只有轻微的相互扩散,界面层厚度很小,而且聚合物之间的相界面很明显。随着聚合物的相容性增加,扩散程度增大,相界面越来越模糊,界面层厚度越来越大,两相的黏合力增大,最终形成均相,相界面消失。在实际的加工过程中,微区的尺寸能够在短时间内实现分子重排,聚合物共混物两相结构实现从海岛-共连续-层状-均相结构的转变。热塑性聚乙烯醇与乙烯乙烯醇共聚物分子结构相似,溶解度参数相近,两种分子容易相互扩散。热塑性聚乙烯醇中存在的热塑剂有利于两种聚合物分子相互润湿和扩散,起到稳定两相结构的形态,提高界面粘结力的作用,进而提高共混物材料在高湿度条件下的阻隔性能。热塑性聚乙烯醇与乙烯乙烯醇共聚物熔融共混后,组合物经过螺杆剪切挤出,拉伸成薄片,形成一定取向性结构,再经过双向拉伸,聚合物的分子间缠结,相界面模糊直至消失,使用该方法制备得到的组合物双向拉伸薄膜,在较高湿度下(50%)的透氧速率显著低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜约60%,性能优于现有同类热塑性聚乙烯醇薄膜。
57.4.制备高阻隔热塑性聚乙烯醇组合物双向拉伸薄膜的方法
58.在所述制备高阻隔热塑性聚乙烯醇组合物双向拉伸薄膜的方法中,聚乙烯醇粉末与热塑剂按照比例同时加料经过单螺杆或双螺杆挤出机造粒。一个具体体现是,聚乙烯醇粉末与热塑剂按照一定的喂料比例分别计量同时加入到单螺杆或双螺杆挤出机中进行造粒。然后把热塑性聚乙烯醇颗粒与乙烯-乙烯醇共聚物颗粒按一定的比例混合均匀后,再把组合物粒子用一个喂料机按照一定的喂料速率加入到一个双螺杆挤出机的喂料口。喂料机可以是失重式喂料机也可以是体积式喂料机。另一个具体体现是采用两个喂料机分别把热塑性聚乙烯醇颗粒和乙烯-乙烯醇共聚物颗粒按照一定的喂料比例分别计量加入到一个双螺杆挤出机上进行挤出造粒。
59.在所述制备热塑性聚乙烯醇与乙烯-乙烯醇共聚物组合物材料的步骤中,适合于本发明的挤出温度优选为180℃到220℃。挤出机的转速优选为50rpm到300rpm,更优选为150rpm至300rpm。
60.在所述制备高阻隔热塑性聚乙烯醇组合物双向拉伸薄膜的方法中,由上述所得热塑性聚乙烯醇组合物粒子经挤出机熔融挤出成薄片,并经双向拉伸得到。
61.适合于本发明的制备得到的薄片的厚度优选为100~500μm。双向拉伸中的预热温度为150℃到220℃,优选190℃到200℃;纵向拉伸倍率优选为3~6倍,横向拉伸倍率优选为2~5倍;退火温度优选为80~130℃;拉伸速率为≥0.7cm/s。
62.适用于本发明的连续双螺杆挤出设备包括不同设计的双螺杆挤出机,例如德国coperion生产的zsk mcc18同向平行双螺杆挤出机等。
63.适用于本发明的双向拉伸设备包括不同设计的连续式或间歇式双向拉伸机,例如德国bruckner生产的karo iv双向拉伸实验机等,连续双向拉伸包括同时双向拉伸和先后双向拉伸工艺与设备。
64.本发明展示的一种双螺杆连续熔融挤出后制成薄片再双向拉伸的方法制备得到的高阻隔热塑性聚乙烯醇组合物双向拉伸薄膜,具有“意想不到”的无明显相界面的均一微观结构,可以有效地降低其对空气湿度的敏感性,将其在相同条件下的透氧速率降低到低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜;该方法制备得到的组合物双向拉伸薄膜,在较高湿度下(50%)的透氧速率显著低于热塑性聚乙烯醇和乙烯-乙烯醇共聚物组合物吹塑薄膜约60%,性能优于现有同类热塑性聚乙烯醇薄膜,使其具有广阔的应用
范围,取得了较好的技术效果。
附图说明
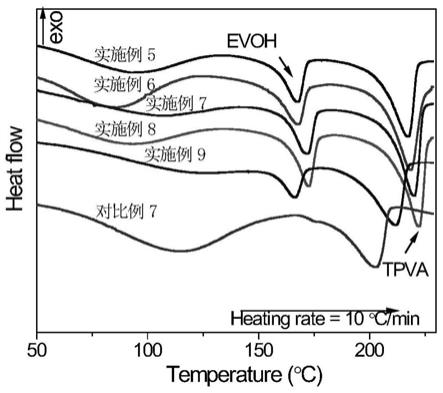
65.图1各实施例双向拉伸薄膜的第一次升温熔融曲线。
66.图2各实施例双向拉伸薄膜的第一次降温结晶曲线。
67.图3双向拉伸及吹塑组合物薄膜进行液氮淬断后的断面形态。
具体实施方式
68.下面结合具体实施例对本发明进行具体的描述,有必要在此指出的是以下实施例只用于对本发明的进一步说明,不能理解为对本发明保护范围的限制,本领域技术人员根据本发明内容对本发明做出的一些非本质的改进和调整仍属本发明的保护范围。
69.本发明按照以下方法进行性能测定:
70.热性能分析(dsc):测试在ta instruments公司生产的discovery系列差示扫描量热仪(dsc)上进行,处理软件为ta instruments trios 3.1.5版,该dsc仪配有refrigerated cooling system 90机械制冷附件。测试气氛为50ml/min的氮气,测试所需样品量为5~10mg。测试程序如下:先将温度稳定在40℃,再以10℃/min升温到230℃并恒温1min考察拉伸后薄膜的热学性质,之后以10℃/min降温到-50℃并恒温1min,再以10℃/min升温到230℃。记录第一次升温过程以及第一次降温过程。
71.氧气阻隔性能测定方法:采用美国mocon公司的ox-tran model 2/22h型透氧仪进行测试,分辨率0.02cc/(m2·
d)。在23℃,10%以及50%湿度条件下进行测试,30min取点,直至氧气透过率达到稳定值。
72.扫描电镜(sem):采用扫描电镜(zeiss merlin)观测薄膜不同方向的断面形态。将薄膜样品在液氮中平行于拉伸方向(md)、垂直于拉伸方向(cd)冷冻淬断,在1kv电压,10ma电流下观测样品的形态结构。
73.【对比例1】
74.本发明中所用到的聚乙烯醇(pva)的聚合度为1000左右,醇解度为94-96mol%,用美国thermo fisher科技公司的polylab haake
tm rheomex os ptw16同向双螺杆挤出机(螺杆直径16mm,l/d=40)进行热塑后挤出造粒。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,不能加热。经过标定后喂料器用于将pva原料喂至双螺杆中,下料速度为900g/hr。热塑剂(甘油(分子量:92g/mol)和二甘醇(分子量:106g/mol)按质量分数90:10的热塑剂,热塑剂的制备方法:将甘油(分子量:92g/mol)和二甘醇(分子量:106g/mol)按质量分数90:10加入到容器中混合均匀,制成热塑剂以备使用。)通过进料口加入到挤出机中,喂料速率为3ml/min。挤出机2-11段的温度分别为:180℃,190℃,200℃,200℃,200℃,200℃,200℃,200℃,200℃和190℃,螺杆转速设定在250rpm,扭矩在56-60nm。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成长度约为3mm左右的圆柱形透明粒子,即热塑性聚乙烯醇粒子,经测定,其熔融指数为3.7g/10min。收集粒子,封装备用。
75.【实施例1】
76.本发明中所用到的evoh(日本可乐丽公司生产,乙烯含量为32mol%),与热塑性聚
乙烯醇(tpva,对比例1)在上文提到的polylab haake
tm rheomex os ptw16同向双螺杆挤出机中熔融共混挤出造粒。在挤出机的第1段,标定后的喂料器用于evoh粒子的喂料,速度为:270g/hr,另一标定后的喂料器用于热塑性聚乙烯醇tpva的喂料,速度为:630g/hr。挤出机2-11段的温度分别为:180℃,190℃,200℃,200℃,200℃,200℃,200℃,200℃,200℃和190℃,螺杆转速设定在250rpm,扭矩在63-66nm。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成长度约为3mm左右的圆柱形透明粒子,组成为tpva:evoh=70:30,经测定,其熔融指数为6.8g/10min。收集粒子,封装备用。
77.【实施例2】
78.本发明中所用到的evoh与热塑性聚乙烯醇在上文提到的polylab haake
tm rheomex os ptw16同向双螺杆挤出机中熔融共混挤出造粒。在挤出机的第1段,标定后的喂料器用于evoh粒子的喂料,速度为:180g/hr,另一标定后的喂料器用于热塑性聚乙烯醇tpva的喂料,速度为:720g/hr。挤出机2-11段的温度分别为:180℃,190℃,200℃,200℃,200℃,200℃,200℃,200℃,200℃和190℃,螺杆转速设定在250rpm,扭矩在61-65nm。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成长度约为3mm左右的圆柱形透明粒子,组成为tpva:evoh=80:20,经测定,其熔融指数为5.5g/10min。收集粒子,封装备用。
79.【实施例3】
80.本发明中所用到的evoh与热塑性聚乙烯醇在上文提到的polylab haake
tm rheomex os ptw16同向双螺杆挤出机中熔融共混挤出造粒。在挤出机的第1段,标定后的喂料器用于evoh粒子的喂料,速度为:400g/hr,另一标定后的喂料器用于热塑性聚乙烯醇tpva的喂料,速度为:490g/hr。挤出机2-11段的温度分别为:180℃,190℃,200℃,200℃,200℃,200℃,200℃,200℃,200℃和190℃,螺杆转速设定在250rpm,扭矩在63-69nm。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成长度约为3mm左右的圆柱形透明粒子,组成为tpva:evoh=55:45,经测定,其熔融指数为8.0g/10min。收集粒子,封装备用。
81.【实施例4】
82.将上述实施例1-3得到的粒子在美国thermo fisher科技公司制造的haake
tm rheomex os单螺杆挤出机上挤出流延制备薄膜,该挤出机的螺杆直径为19mm,长径比为25,配备3:1标准计量螺杆,由polylab haake
tm os转矩流变仪平台控制。该挤出机共有三个加热段,从进料口到出口的温度分别为190℃,200℃,200℃,熔体经过一个扁平口模挤出,经前端一系列辊筒牵引,冷却后收卷,所得流延膜薄片样品的平均厚度为400μm。
83.【对比例2】
84.将上述对比例1得到的粒子在美国thermo fisher科技公司制造的haake
tm rheomex os单螺杆挤出机上挤出流延制备薄膜,该挤出机的螺杆直径为19mm,长径比为25,配备3:1标准计量螺杆,由polylab haake
tm os转矩流变仪平台控制。该挤出机共有三个加热段,从进料口到出口的温度分别为190℃,200℃,200℃,熔体经过一个扁平口模挤出,经前端一系列辊筒牵引,冷却后收卷,所得流延膜薄片样品的平均厚度为400μm。
85.【对比例3-6】
86.将以上对比例1及实施例1-3的粒子,在美国thermo fisher scientific inc.制
造的haake
tm rheomex os单螺杆挤出机上挤出吹塑制备薄膜。该挤出机的螺杆直径为19mm,长径比为25,配备3:1标准计量螺杆,由polylab haake
tm
os转矩流变仪平台控制。该挤出机共有三个加热段,从进料口到出口的温度分别为185℃,195℃,200℃,螺杆转速为50rpm,组合物熔体经过一个圆环型口模挤出一个中空膜泡,顶端的双层薄膜由一系列辊筒牵引,冷却后收卷,单层薄膜的厚度控制在20-23μm,得到的单层吹塑薄膜分别记为对比例3-6。
87.【对比例7】
88.将对比例1粒子流延所得的对比例2薄片在德国br
ü
ckner公司生产的karo iv双向拉伸实验机上进行双向拉伸。该设备拥有三个模块段,在本发明中使用前两段,第一段为预热及拉伸段,预热温度为200℃,预热时间为30s,纵向拉伸3倍,横向拉伸2倍,拉伸速率为4.9cm/s,拉伸力最大值为1.1n;第二段为退火定型段,退火温度为120℃,退火时间为60s。双向拉伸得到的单层薄膜,平均厚度为53μm。
89.【实施例5】
90.将实施例4中使用实施例1粒子流延所得的薄片进行双向拉伸,预热温度为190℃,预热时间为90s,纵向拉伸3倍,横向拉伸3倍,拉伸速率为4.9cm/s,拉伸力最大值为5.1n;第二段为退火定型段,退火温度为120℃,退火时间为90s。双向拉伸得到的单层薄膜,平均厚度为60μm。
91.【实施例6】
92.将实施例4中使用实施例1粒子流延所得的薄片进行双向拉伸,预热温度为190℃,预热时间为90s,纵向拉伸3倍,横向拉伸3倍,拉伸速率为2.8cm/s,拉伸力最大值为6.4n;第二段为退火定型段,退火温度为120℃,退火时间为90s。双向拉伸得到的单层薄膜,平均厚度为60μm。
93.【实施例7】
94.将实施例4中使用实施例1粒子流延所得的薄片进行双向拉伸,预热温度为190℃,预热时间为90s,纵向拉伸3倍,横向拉伸3倍,拉伸速率为0.7cm/s,拉伸力最大值为6.9n;第二段为退火定型段,退火温度为120℃,退火时间为90s。双向拉伸得到的单层薄膜,平均厚度为53μm。
95.【实施例8】
96.将实施例4中使用实施例1粒子流延所得的薄片进行双向拉伸,预热温度为200℃,预热时间为90s,纵向拉伸4倍,横向拉伸4倍,拉伸速率为2.8cm/s,拉伸力最大值为3.5n;第二段为退火定型段,退火温度为120℃,退火时间为90s。双向拉伸得到的单层薄膜,平均厚度为35μm。
97.【实施例9】
98.将实施例4中使用实施例2粒子流延所得的薄片进行双向拉伸,预热温度为200℃,预热时间为30s,纵向拉伸3倍,横向拉伸2倍,拉伸速率为4.9cm/s,拉伸力最大值为6.7n;第二段为退火定型段,退火温度为120℃,退火时间为60s。双向拉伸得到的单层薄膜,平均厚度为53μm。
99.【实施例10】
100.将实施例4中使用实施例3粒子流延所得的薄片进行双向拉伸,预热温度为200℃,预热时间为30s,纵向拉伸3倍,横向拉伸2倍,拉伸速率为4.9cm/s,拉伸力最大值为7.1n;第
二段为退火定型段,退火温度为120℃,退火时间为60s。双向拉伸得到的单层薄膜,平均厚度为53μm。
101.【对比例8】
102.将实施例4中使用实施例1粒子流延所得的薄片进行双向拉伸,预热温度为130℃,预热时间为90s,纵向拉伸3倍,横向拉伸3倍,拉伸速率为7cm/s;第二段为退火定型段,退火温度为180℃,退火时间为90s。组合物薄膜迅速破裂,不能进行拉伸进而形成具有阻隔效果的完整薄膜。
103.【实施例11】
104.以上6种双向拉伸薄膜,包括实施例5-9和对比例7,按照上文所述的步骤进行差示扫描量热(dsc)测试,第一次升温曲线和第一次降温曲线分别见图1和图2,结晶温度(t
c
)、熔融温度(t
m
)、焓变(δh)的具体数值列于表1和2。
105.表1 dsc结果得到的各双向拉伸薄膜的热性能参数
[0106] t
c,l
(℃)t
c
,
h
(℃)t
m,l
(℃)t
m,h
(℃)对比例7-168.3-203.2实施例5127.8187.7167.7217.5实施例6129.7189.3167.3218.6实施例7135.4190.0172.2220.2实施例8136.7192.4172.5222.1实施例9120.9177.5166.7212.1
[0107]
表2 dsc结果得到的各双向拉伸薄膜的焓变
[0108][0109]
表1和表2的结果显示,双向拉伸后的薄膜,热塑性聚乙烯醇组合物薄膜的熔融焓(实施例5-9)高于热塑性聚乙烯醇薄膜(对比例7),熔融焓值越高,其结晶度也越高。随双向拉伸速率减慢(实施例5-7),热塑性聚乙烯醇组合物薄膜的焓变增加,结晶能力增加,晶体
尺寸增大,因此所形成晶体的熔融温度显著增加。结晶度以及晶体尺寸、密度的增加阻碍了气体的通过,有利于薄膜阻隔性能的提升。
[0110]
【实施例12】
[0111]
以上全部4种吹塑薄膜以及7种双向拉伸薄膜,按照上文所述的步骤进行透氧速率(otr)测试(湿度分别为10%,50%),薄膜在相同条件下的透氧速率列于表3。透氧速率越低,薄膜的阻隔性能越好。
[0112]
表3各薄膜样品的氧气阻隔性能
[0113][0114]
表4薄膜样品在不同湿度下的透氧速率差
[0115][0116][0117]
从表3可以看出,采用本发明的技术方案制备得到的双向拉伸薄膜,在相同测试条件下,薄膜的透氧速率远低于吹塑制备得到的薄膜。同一组成及工艺制备得到的薄膜的透氧速率值(otr)与薄膜的厚度(μm)成反比,经过计算统一薄膜厚度后的氧气透过率列于表4中。在10%湿度条件下,双向拉伸得到的热塑性聚乙烯醇组合物薄膜(实施例5-8,热塑性聚乙烯醇与乙烯乙烯醇共聚物的质量比为70/30)的透氧速率与吹塑薄膜相比,显著降低,最高降低约70%。在50%湿度条件下,双向拉伸得到的热塑性聚乙烯醇组合物薄膜(实施例6-8,热塑性聚乙烯醇与乙烯乙烯醇共聚物的质量比为70/30)的透氧速率与吹塑薄膜相比,优势更明显,降低约62%至94%,特别适用于高湿度下的氧气阻隔应用。
[0118]
同样,在10%湿度条件下,双向拉伸得到的热塑性聚乙烯醇组合物薄膜(实施例9,热塑性聚乙烯醇与乙烯乙烯醇共聚物的质量比为80/20)的透氧速率与吹塑薄膜相比,显著降低约28%。在50%湿度条件下,双向拉伸得到的热塑性聚乙烯醇组合物薄膜(实施例9,热塑性聚乙烯醇与乙烯乙烯醇共聚物的质量比为80/20)的透氧速率与吹塑薄膜相比,阻隔优势更明显,降低约77%,特别适用于高湿度下的氧气阻隔应用。
[0119]
对于同一组成的热塑性聚乙烯醇薄膜(实施例5-8),双向拉伸的倍率越高,拉伸速率越慢,薄膜在较低湿度(10%)下的透氧速率有所增加,阻隔性能下降。但出乎意料的是,在较高湿度(50%)下的透氧速率显著降低,阻隔性能显著提高。这可能与双向拉伸过程中随拉伸倍率及拉伸速率的变化,分子间氢键作用力增强相关,使得双向拉伸薄膜更加适用于高湿度条件下的工况。
[0120]
【实施例13】
[0121]
将实施例5、实施例7、对比例4、对比例5的双向薄膜,按照上文所述的步骤对薄膜平行于拉伸方向(md)、垂直于拉伸方向(cd)进行液氮淬断,并利用扫描电镜对断面形态进
行观测,所得结果见图3。
[0122]
从图3的扫描电镜图片可以看出,热塑性聚乙烯醇组合物吹塑得到的薄膜(对比例4和5)的横截面呈现明显的分相结构,两相分别形成纳米层状结构相互叠加,阻碍了气体的通过,这样的结构使得薄膜的氧气透过率显著低于两种原始物质的线性加成理论值,具有优良的阻隔性能。经过双向拉伸之后的热塑性聚乙烯醇组合物薄膜(实施例5和7),拉伸取向度更大,两者间的氢键相互作用更强,同时两相的界面更加模糊,呈现均一微观相态,促进了两者的独立以及共结晶,进一步提高了薄膜的气体阻隔性能,使其氧气透过率大幅降低,尤其在高湿度条件下表现更加优异。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1