一种PVC-UH管材及其生产工艺的制作方法
一种pvc-uh管材及其生产工艺
技术领域
1.本发明属于聚氯乙烯管材生产技术领域,具体涉及一种pvc-uh管材及其生产工艺。
背景技术:
2.pvc-uh(高性能硬聚氯乙烯)管材采用聚氯乙烯为主要原料,添加必要的助剂,经挤出加工成型,作为一种新型创新的供水管材,在传统pvc-u管材及pvc-m管材的基础上提高了产品的力学性能、改进了管材连接方式,具有更加优良的耐压性能、抗冲击性能、拉伸性能,具有耐酸碱、质轻,使用寿命长等优点,在人们的生产和生活中使用越来越广泛。但现有技术的pvc-uh管材还存在挤出成型困难,物理力学性能不稳定,生产工序复杂的问题。
技术实现要素:
3.针对以上问题,本发明的目的是提供一种节约成本,容易挤出定型,物理力学性能好,生产工序简单的一种pvc-uh管材及其生产工艺。
4.本发明的目的通过以下的技术方案实现:
5.一种pvc-uh管材,原料配比按以下重量份数:pvc(sg-5):40~50份;聚氯乙烯pvc(sg-3):40~50份或聚氯乙烯pvc(sg-4):40~50份;活性碳酸钙:5~15份;钙锌稳定剂(307g):4~5份;单甘酯:0.1~0.2份;聚乙烯蜡:0.5~1份;塑料抗冲剂mbs、cpe、丙烯酸酯:5~10份;颜料(钛白粉):0.1~0.5份。
6.进一步,原料配比按以下重量份数:pvc(sg-5):40份;聚氯乙烯pvc(sg-3):40份;活性碳酸钙:5份;钙锌稳定剂(307g):4份;单甘酯:0.1份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.1份。
7.进一步,原料配比按以下重量份数:pvc(sg-5):50份;聚氯乙烯pvc(sg-3):50份;活性碳酸钙:15份;钙锌稳定剂(307g):5份;单甘酯:0.2份;聚乙烯蜡:1份;塑料抗冲剂mbs、cpe、丙烯酸酯:10份;颜料(钛白粉):0.5份。
8.进一步,原料配比按以下重量份数:pvc(sg-5):40份;聚氯乙烯pvc(sg-4):40份;活性碳酸钙:5份;钙锌稳定剂(307g):4份;单甘酯:0.1份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.1份。
9.进一步,原料配比按以下重量份数:pvc(sg-5):50份;聚氯乙烯pvc(sg-4):50份;活性碳酸钙:15份;钙锌稳定剂(307g):5份;单甘酯:0.2份;聚乙烯蜡:1份;塑料抗冲剂mbs、cpe、丙烯酸酯:10份;颜料(钛白粉):0.5份。
10.进一步,原料配比按以下重量份数:pvc(sg-5):45份;聚氯乙烯pvc(sg-3):45份;活性碳酸钙:8份;钙锌稳定剂(307g):4.3份;单甘酯:0.2份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.4份。
11.进一步,原料配比按以下重量份数:pvc(sg-5):45份;聚氯乙烯pvc(sg-4):45份;活性碳酸钙:8份;钙锌稳定剂(307g):4.3份;单甘酯:0.2份;聚乙烯蜡:0.5份;塑料抗冲剂
mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.4份。
12.进一步,本发明还包括一种上述pvc-uh管材的生产工艺,包括以下几个步骤:
13.步骤一:配料,按照原料配方比例称重,集中放入投料器;
14.步骤二:混料,启动高混锅和低混锅,将投料器中的物料依次投入高混锅,高混锅温度达到125℃时将物料放入低混锅,物料在低混锅冷却至45℃后转入储料仓备用;
15.步骤三:将经过步骤二的物料投入挤塑机,挤塑机一段温度控制在190~195℃,二段温度控制在190~185℃,三段温度控制在185~180℃,四段温度控制在180~175℃,五段温度控制在175~170℃;模具一区温度控制在155~160℃,二区温度控制在160~165℃,三区温度控制在165~170℃,四区温度控制在175~180℃,五区温度控制在190~195℃,扣模座温度控制在190~195℃,口模温度控制在195~210℃,芯模温度控制在200℃;
16.步骤四:真空冷却定型,冷却水温控制在35℃以下,真空度控制在0.03~0.04mpa;
17.步骤五:牵引定长切割,调整牵引速度,定长切割;
18.步骤六:扩口。
19.进一步,所述挤塑机螺杆转速控制在20~25转/分钟。
20.本发明中,由于温度对塑化度有直接的影响,高分子材料在低于80℃时不能成熔体,呈玻璃态,处于玻璃态的物料即脆又硬,在玻璃态下材料无法加工;随着温度升高到160℃时物料处于高弹态,但在该区域物料还是无法流动,只能使物料变软,粘弹性增加;另外,对于任何稳定剂,在温度高于200℃时,长期受热,物料又分解了,所以在控制塑化度时,温度只能控制在160~200℃之间,此时物料即可达到pvc熔体加工的状态、而且有流动性,在这40℃的温度范围内,pvc的温度设置在170~180℃之间时,塑化较好。
21.有益效果:本发明的pvc-uh管材容易挤出定型,生产工序简单,节约成本;物理力学性能得到改善,环应力由原来的38mpa达到42mpa,抗冲击性能高,并有效提高了抗水锤能力,材料的韧性改善。
附图说明
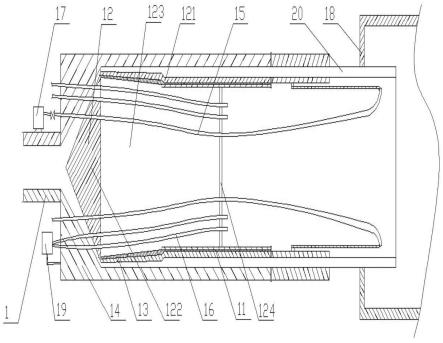
22.图1:本发明实施例1的挤塑机的模体段控温装置和冷却定型装置结构示意图。
23.图2:本发明实施例1中金属软管支架的结构示意图
24.图中:1.挤塑机、11.自动控温装置、12.芯模、13.模体段控温装置、14.机头体、15.高压冷风金属软管、16.热风回抽金属软管、17.高压冷风机、18.真空定型箱、19.高负压抽风装置、20.pvc-uh管材、121.直筒段、122.锥形段、123.轴向通孔、124.金属软管支架。
具体实施方式
25.以下给出本发明的具体实施方式,用来对发明内容作进一步详细的解释。并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
26.实施例1,一种pvc-uh管材,原料配比按以下重量份数:pvc(sg-5):40~50份;聚氯乙烯pvc(sg-3):40~50份或聚氯乙烯pvc(sg-4):40~50份;活性碳酸钙:5~15份;钙锌稳定剂(307g):4~5份;单甘酯:0.1~0.2份;聚乙烯蜡:0.5~1份;塑料抗冲剂mbs、cpe、丙烯酸酯:5-10份;颜料(钛白粉):0.1~0.5份。
27.一种上述pvc-uh管材的生产工艺,包括以下几个步骤:
28.步骤一:配料,按照原料配方比例称重,集中放入投料器;
29.步骤二:混料,启动高混锅和低混锅,将投料器中的物料依次投入高混锅,高混锅温度达到125℃时将物料放入低混锅,物料在低混锅冷却至45℃后转入储料仓备用;
30.步骤三:将物料投入挤塑机1,挤塑机1一段温度控制在190~195℃,二段温度控制在190~185℃,三段温度控制在185~180℃,四段温度控制在180~175℃,五段温度控制在175~170℃;模具一区温度控制在155~160℃,二区温度控制在160~165℃,三区温度控制在165~170℃,四区温度控制在175~180℃,五区温度控制在190~195℃,扣模座温度控制在190~195℃,口模温度控制在195~210℃,芯模温度控制在200℃,挤塑机1螺杆转速控制在20~25转/分钟;
31.步骤四:真空冷却定型,冷却水温控制在35℃以下,根据管径大小真空度控制在0.03~0.04mpa;
32.步骤五:牵引定长切割,根据管径大小调整牵引速度,定长切割;
33.步骤六:扩口。
34.进一步,所述挤塑机螺杆转速控制在20~25转/分钟。
35.参照图1,图2,所述挤塑机1包括自动控温装置11,所述自动控温装置11包括依次电连接的智能温控表、压簧式热电偶、交流接触器、加热圈;使用时,仪表上电后,预先在智能温控表上设定管材成型温度参数,压簧式热电偶以大于2次/秒的采样速率进行温度测量,并传输到仪表上,仪表显示窗口同时显示设定值(sv)及测量值(pv),根据电平信号、过零触发可控硅、模拟量等给交流接触器触点输出信号,交流接触器通过闭合来控制加热圈供电加热的通断,从而达到测量温度和设定温度平衡一致。
36.所述自动控温装置11包括安装在所述挤塑机1的芯模12上的模体段控温装置13,所述芯模12包括直筒段121和锥形段122,所述锥形段122位于挤塑机1机头体14内,所述直筒段121中心设有轴向通孔123,所述模体段控温装置13安装在所述芯模直筒段121的内壁上,所述模体段控温装置13包括芯模直筒段121的内壁上安装的云母加热片、热电偶以及外部plc控制,所述云母加热片内壁安装耐高温材料。
37.所述挤塑机1还包括多根高压冷风金属软管15、热风回抽金属软管16,所述高压冷风金属软管壁15上设有绝热层,多根所述高压冷风金属软管15、热风回抽金属软管16均周向均布在所述芯模直筒段121中心的轴向通孔123内,所述高压冷风金属软管15一端与安装在所述挤塑机机头体14外部的高压冷风机17出口相连,另一端自所述轴向通孔123穿出至真空定型箱18中,所述高压冷风金属软管15出风口沿pvc-uh管材内壁周向均布且出风方向垂直于pvc-uh管材内壁;所述热风回抽金属软管16一端与安装在所述挤塑机机头体14外部的高负压抽风装置19抽风口相连,另一端周向均布在所述直筒段中心的轴向通孔123内;在管材冷却定型时一方面可通过真空定型箱18中的冷却水对pvc-uh管材20外壁进行冷却定型,另一方面通过多根高压冷风金属软管15将自高压冷风机17吹出的冷风对pvc-uh管材20内壁进行冷却,经热交换后的热风通过热风回抽金属软管16抽出达到更好的冷却效果同时保证真空定型箱的真空度;所述多根所述热风回抽金属软管16,所述高压冷风金属软管15均向后依次穿过所述芯模锥形段122、机头体14,且分别与所述芯模锥形段122、机头体14密封连接。
38.所述直筒段121中心的轴向通孔123内设有金属软管支架124,多根所述热风回抽金属软管16,所述高压冷风金属软管15均可通过所述金属软管支架124固定安装。
39.在步骤三中,可提高挤塑机的机身和螺杆的温度,主机螺杆转速正常时,提高喂料量,增加扭矩来提高塑化度,另外通过降低或提高合流芯的温度来调整塑化度,混料时,给干混料一个良好的熟化期(12~48h)。
40.实施例2,原料配比按以下重量份数:pvc(sg-5):40份;聚氯乙烯pvc(sg-3):40份;活性碳酸钙:5份;钙锌稳定剂(307g):4份;单甘酯:0.1份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.1份,生产工艺与实施例1相同,按上述原料配比制备的管材力学性能、环应力及抗冲击性能优秀,生产成本相对较低,加工过程较难控制。
41.实施例3,原料配比按以下重量份数:原料配比按以下重量份数:pvc(sg-5):50份;聚氯乙烯pvc(sg-3):50份;活性碳酸钙:15份;钙锌稳定剂(307g):5份;单甘酯:0.2份;聚乙烯蜡:1份;塑料抗冲剂mbs、cpe、丙烯酸酯:10份;颜料(钛白粉):0.5份,生产工艺与实施例1相同,按上述原料配比制备的管材力学性能、环应力及抗冲击性能优秀,生产成本相对较高,加工过程难控制。
42.实施例4,原料配比按以下重量份数:pvc(sg-5):40份;聚氯乙烯pvc(sg-4):40份;活性碳酸钙:5份;钙锌稳定剂(307g):4份;单甘酯:0.1份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.1份,生产工艺与实施例1相同,按上述原料配比制备的管材力学性能、环应力及抗冲击性能可满足标准要求,生产成本相对较低,加工过程较容易控制。
43.实施例5,原料配比按以下重量份数:pvc(sg-5):50份;聚氯乙烯pvc(sg-4):50份;活性碳酸钙:15份;钙锌稳定剂(307g):5份;单甘酯:0.2份;聚乙烯蜡:1份;塑料抗冲剂mbs、cpe、丙烯酸酯:10份;颜料(钛白粉):0.5份,生产工艺与实施例1相同,按上述原料配比制备的管材力学性能、环应力及抗冲击性能可满足标准要求,生产成本相对较高,加工过程较容易控制。
44.实施例6,原料配比按以下重量份数:pvc(sg-5):45份;聚氯乙烯pvc(sg-3):45份;活性碳酸钙:8份;钙锌稳定剂(307g):4.3份;单甘酯:0.2份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.4份,生产工艺与实施例1相同,按上述原料配比制备的管材力学性能、环应力及抗冲击性能优异,生产成本相对较高,加工过程的可控性相助提升控制。
45.实施例7,进一步,原料配比按以下重量份数:pvc(sg-5):45份;聚氯乙烯pvc(sg-4):45份;活性碳酸钙:8份;钙锌稳定剂(307g):4.3份;单甘酯:0.2份;聚乙烯蜡:0.5份;塑料抗冲剂mbs、cpe、丙烯酸酯:5份;颜料(钛白粉):0.4份,生产工艺与实施例1相同,按上述原料配比制备的管材力学性能、环应力及抗冲击性能可满足标准要求,生产成本相对较低,加工过程较容易控制,成品率显著提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1