橡胶切菜板及其制备方法与流程
1.本公开属于橡胶切菜板技术领域,尤其涉及一种橡胶切菜板及其制备方法。
背景技术:
2.切菜板是日常厨房用具中的主要用具之一,用于在捶、切、剁、砸东西时垫在东西下方的器物。
3.目前的切菜板通常采用木材、竹子或塑料制成,在长期使用过程中,切菜板将会被菜刀或砍刀刮伤而在其表面上形成各种划痕,划痕处容易藏匿污染物,不易清理,易生细菌。
4.如何提供一种容易清理的切菜板是本领域技术人员亟需解决的问题。
技术实现要素:
5.本公开的主要发明目的在于提供一种橡胶切菜板及其制备方法,以使橡胶切菜板能够易于清理,且具有抑菌效果。
6.针对上述主要发明目的,本公开提供如下技术方案:
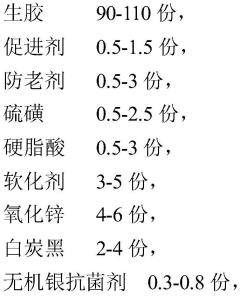
7.本公开提供一种橡胶切菜板,包括以下质量份数的成分:
[0008][0009]
具体地,所述切菜板包括以下质量份数的成分为:
[0010][0011]
可选地,所述防老剂为2,2,4-三甲基-1,2-二氢化喹啉聚合体。
[0012]
本公开另一示例性实施例,所述促进剂为n-环己基-2-苯并噻唑亚磺酰胺。
[0013]
本公开另一方面,提供一种橡胶切菜板的制备方法,包括以下步骤:生胶塑炼,利用塑炼装置对生胶进行塑炼;混炼,向塑炼后的生胶中添加无机银抗菌剂和促进剂、防老剂、硬脂酸、软化剂、氧化锌以及白炭黑后进行混炼以形成混炼胶,所述无机银抗菌剂在所述切菜板中的质量份数为0.3-0.8份;硫化,向混炼胶中添加硫化剂并进行硫化;压制成型。
[0014]
进一步地,所述塑炼装置为螺杆机,且生胶塑炼的温度为:90-110℃。
[0015]
可选地,所述塑炼装置为密炼机,且生胶塑炼的温度为:100-120℃。
[0016]
本公开另一示例性实施例,所述混炼步骤在混炼机中进行,且所述混炼机的前辊温度为:55-60℃,所述混炼机的后辊温度为:50-55℃。
[0017]
进一步地,所述硫化步骤中温度为:90-125℃,加热时间为:30-60min。
[0018]
可选地,在生胶塑炼步骤前,将所述生胶置于温度为50-60℃条件下烘烤数十小时,并去除杂质后进行破胶。
[0019]
本公开提供的橡胶切菜板及其制备方法至少具有如下有益效果:本公开提供的橡胶切菜板采用橡胶材料形成,且其中添加质量份数为2-4份的白炭黑,使得橡胶切菜板具有一定的弹性,抗斩切损伤,在使用过程中能与刀具很好地配合而防止在橡胶切菜板的表面形成划痕,具有很好地使用体验。进一步地,橡胶切菜板中含有无机银抗菌剂,可以抑制细菌的滋生,从而使橡胶切菜板具有很好地抑菌效果。
附图说明
[0020]
通过下面结合附图对实施例进行的描述,本公开的上述和/或其它目的和优点将会变得更加清楚,其中:
[0021]
图1为本公开一示例性实施例提供的切菜板的制造流程图。
具体实施方式
[0022]
现在将参考附图更全面地描述示例实施方式。然而,不应被理解为本发明的实施形态限于在此阐述的实施方式。图中相同的附图标记表示相同或类似的结构,因而将省略
它们的详细描述。
[0023]
本公开提供一种切菜板,该切菜板采用橡胶材料形成,具有很好的弹性,能够抗斩切损伤,具有很好的耐切性,不易在切菜板的表面形成划痕,使得切菜板便于清理。
[0024]
本公开提供的切菜板包括以下质量份数的成分:
[0025][0026]
通过在橡胶材料中添加无机银抗菌剂,可以使橡胶切菜板起到抑制细菌、进而杀死细菌的效果,即本公开提供的橡胶切菜板可以具有抗菌功能。例如但不限于,该无机银抗菌剂可以为金属银离子,金属银离子的抗菌原理是:一方面,金属银离子与细菌接触反应,即橡胶切菜板中的金属银离子与细菌反应后,造成微生物固有成分破坏或产生功能障碍。另一方面,光催化反应,在光的作用下,金属银离子能起到催化活性中心的作用,激活水和空气中的氧,产生羟基自由基和活性氧离子,活性氧离子具有很强的氧化能力,能在短时间内破坏细菌的繁殖能力而使细胞死亡,从而达到抗菌的目的。
[0027]
进一步可选地,切菜板包括以下质量份数的成分为:
[0028][0029][0030]
本公开提供的橡胶切菜板由上述质量份数的成分组成,使得具有很好的耐切性能和抑菌性能。具体地,发明人发现,上述配比中,在白炭黑的质量份数小于2份的情况下,橡胶切菜板的邵氏硬度形成为低于70hd;在白炭黑的质量份数为2-4份的情况下,橡胶切菜板
的邵氏硬度形成为介于70hd-80hd之间;在白炭黑的质量份数大于4份的情况下,橡胶切菜板的邵氏硬度形成为高于80hd。
[0031]
在橡胶切菜板的邵氏硬度形成为低于70hd的情况下,橡胶切菜板的硬度较低,刀具易在该橡胶切菜板上形成切痕,进而导致橡胶切菜板的使用寿命降低。进一步地,橡胶切菜板上不易形成切痕,也就避免了在切痕中滋生细菌的风险。
[0032]
在橡胶切菜板的邵氏硬度形成为高于80hd的情况下,硬度过高,导致橡胶切菜板的弹性较差,在使用过程中不耐切,更易形成切痕。
[0033]
在橡胶切菜板的邵氏硬度形成为介于70hd-80hd之间的情况下,其硬度和弹性适合刀具在其上方切割食材,而不形成切痕,因此橡胶切菜板形成为具有较好的耐切性。
[0034]
进一步地,在橡胶切菜板中的白炭黑的质量份数为3份的情况下,该橡胶切菜板的邵氏硬度为75hd,使用过程中其斩切食材的体验感极佳,且该橡胶切菜板具有更好的耐切性。
[0035]
上述配比中,在无机银抗菌剂的质量份数小于0.3份的情况下,该橡胶切菜板的抑菌率小于92.3%;在无机银抗菌剂的质量份数大于0.8份的情况下,该橡胶切菜板的抑菌率为95.6%左右;在无机银抗菌剂的质量份数为0.3-0.8份之间的情况下,该橡胶切菜板的抑菌率介于92.3-95.6%之间,相较于前两者,橡胶切菜板的无机银抗菌剂的质量份数为0.3-0.8份之间的情况下,抑菌率已经在90%以上,再多增加无机银抗菌剂的质量份数而使其超过0.8份的情况下,橡胶切菜板的抑菌率仍在95.6%左右,没有明显变化,而增加无机银抗菌剂却明显增加了橡胶切菜板的制造成本。可选地,橡胶切菜板的无机银抗菌剂的质量份数为0.4-0.5份,此时橡胶切菜板的抑菌率为94.8%,抑菌效果显著,制造成本没有明显提高。
[0036]
可选地,防老剂可以为2,2,4-三甲基-1,2-二氢化喹啉聚合体。促进剂为n-环己基-2-苯并噻唑亚磺酰胺。
[0037]
上述的切菜板的制备方法可以包括以下步骤:生胶塑炼-混炼-硫化-压制成型。
[0038]
具体地,为提高生胶的可塑性,在生胶塑炼步骤前,可以将生胶置于50-60℃条件下烘烤数十个小时,然后,将生胶取出以切碎并去除杂质,继而进行破胶工艺。
[0039]
在生胶塑炼步骤中,可以利用塑炼装置对生胶进行塑炼。塑炼装置可以为螺杆机,在螺杆机内生胶塑炼的温度为90-110℃,螺杆机的螺杆转速为50-70r/min,螺杆机内上顶栓压力为0.5~0.8mpa。
[0040]
除此,塑炼装置还可以为密炼机,在密炼机内生胶塑炼的温度为100-120℃,密炼机内的工作压力0.5~0.8mpa。
[0041]
在混炼步骤中,可以向塑炼后的生胶中添加无机银抗菌剂和促进剂、防老剂、硬脂酸、软化剂、氧化锌以及白炭黑后进行混炼以形成混炼胶,所述无机银抗菌剂的质量份数为0.3-0.8份;该步骤中,首先,将生胶、促进剂、防老剂、硬脂酸、软化剂、氧化锌充分搅拌混合均匀后,再添加无机银抗菌剂,再然后,增加白炭黑以提高切菜板的强度。
[0042]
在混炼胶转移过程中温度会降低,混炼胶依次进入到前辊和后辊中,且混炼中前辊温度比后辊温度高,例如但不限于,前辊温度比后辊温度高5℃。
[0043]
本实施例中,混炼机的前辊温度可以为:55-60℃,混炼机的后辊温度可以为:50-55℃。
[0044]
在硫化步骤中,可以向混炼胶中添加硫化剂以进行硫化工艺,该硫化步骤可以在硫化罐内进行。可选地,硫化剂可以为硫磺或者硫化促进剂,但不以此为限。在投放硫化剂时,混炼胶的温度可以控制在90-125℃,加热时间可以为:30-60min。
[0045]
压制成型中,可以将混炼胶送入压延机中以将其压制成长板状,得到表面光滑、尺寸准确的橡胶板。压制成型的橡胶板可以与切菜板具有相同的尺寸,将其进行去毛边、打磨后便可进行售卖,或者使用。
[0046]
为了降低切菜板的制造成本,压制成型的橡胶板可以具有较大尺寸,将其进行切割、去毛边、打磨后便可进行售卖,或者使用。
[0047]
除此,切菜板中还添有增加阻燃性的阻燃剂,或者添加提高耐水性的填充剂等,例如但不限于,该阻燃剂可以为三氧化锑。例如但不限于,在混炼步骤中,添加阻燃剂且阻燃剂的质量份数为20-30份,耐水性填充剂的质量份数为20-30份。
[0048]
本公开提供的切菜板采用橡胶材料制成,具有很好地弹性,能够抗斩切损伤,较木材、竹子或塑料制成的切菜板,本公开中的切菜板具有更好的刀感。由橡胶材料制成的切菜板持久耐用,因软硬适中,使用起来不伤刀,不串味,不易染色,不留刀痕,易清洗,不吸水,不变形,不发霉,防滑,还能切能剁,能够很好地满足厨房的使用需求。
[0049]
除此,切菜板中含有无机银抗菌剂,使得切菜板具有良好的抗菌功能,方便清理,安全、卫生、健康。
[0050]
本公开提供的切菜板平整度高,重量合适,摩擦力强,由于自身具备良好的弹性与强度,无须额外添加防滑或减震脚垫,防滑性能较好。除此,切菜板表面不吸水,不易生菌发霉,安全卫生。进一步地,切菜板软硬适中,不伤刀,有一定弹性,持久耐用。
[0051]
在本公开的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本公开和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本公开的限制。
[0052]
术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本公开的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0053]
在本公开的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本公开中的具体含义。
[0054]
本公开所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。在上面的描述中,提供许多具体细节从而给出对本公开的实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而没有所述特定细节中的一个或更多,或者可以采用其它的方法、组件、材料等。在其它情况下,不详细示出或描述公知结构、材料或者操作以避免模糊本公开的各方面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1