一种输送带覆盖胶及其制备方法与流程
1.本发明涉及橡胶输送带技术领域,尤其涉及一种输送带覆盖胶及其制备方法。
背景技术:
2.输送带广泛应用于煤矿、电厂、水泥、钢铁、矿山等工业运输领域。不同的应用领域,输送带运输物料特性不同,输送带需要具备耐寒,耐磨、阻燃,防粘附等特殊特性,适用于北方寒冷结冰特定煤矿况运输。在极端工况下,输送带产品因为天气寒冷,露天煤矿输送带容易结冰,运输物料的堆积在输送带上无法运行、导致输送带和输送机严重损坏,给客户超成严重损失。
3.针对上述问题,本发明主要通过大量的实验,结合天然胶,顺丁胶,阻燃剂及防粘附剂这些材料各自的特性,根据北方不同严寒露天煤矿况结冰对输送带性能的要求,通过大量实验,针对极端严寒天气使用工况,解决上述问题。
技术实现要素:
4.本发明的目的在于克服现有技术中存在的不足,提供一种输送带覆盖胶,具有阻燃性能佳,防粘附结冰性能优异,使用寿命长的优点。
5.本发明采用的技术方案是:
6.一种输送带覆盖胶,其中,按重量份计,所述输送带覆盖胶包括以下各组分:天然胶60~70份,顺丁胶30~40份,碳黑40~60份,软化剂1~3份,防老剂1~3份,阻燃剂20~40份,防粘附剂10~20份,硫化剂5~8份。
7.优选的是,所述的输送带覆盖胶,其中,所述软化剂选自微晶蜡、石蜡、橡胶油和古马隆的一种或几种。
8.优选的是,所述的输送带覆盖胶,其中,所述防老剂选自防老剂rd、防老剂4020和防老剂mb的一种或几种。
9.优选的是,所述的输送带覆盖胶,其中,所述阻燃剂选自氯化石蜡、三氧化二锑、硼酸锌和氢氧化铝的一种或几种。
10.优选的是,所述的输送带覆盖胶,其中,所述防粘附剂选自超高分子聚乙烯、油酸酰胺和巯基硅油的一种或几种。
11.优选的是,所述的输送带覆盖胶,其中,所述硫化剂选自硫磺、硫化剂dtdm和不溶性硫磺一种或几种。
12.当覆盖胶强度要求大于15mpa,伸长率大于350%,磨耗小于200mm3时,使用环境温度在零下45度时,天然胶,顺丁胶,阻燃剂,及防粘附剂按质量比依次是:8:2:3:1。
13.当覆盖胶强度要求大于18mpa,伸长率大于400%,磨耗小于100mm3时,使用环境温度在零下50度时,天然胶,顺丁胶,阻燃剂,及防粘附剂按质量比依次是:7:3:3:1.5。
14.当覆盖胶强度要求大于24mpa,伸长率大于450%,磨耗小于120mm3时,使用环境温度在零下50度时,天然胶,顺丁胶,阻燃剂,及防粘附剂按质量比依次是:7.5:2.5:3:2。
15.一种输送带覆盖胶的制备方法,其中,包括以下步骤:
16.(1)一段混炼胶的制备:将60~70份天然胶加入密炼机塑炼,之后加入30~40份顺丁胶进行混炼,然后加入碳黑40~60份、软化剂1~3份、防老剂1~3份、阻燃剂20~40份和防粘附剂10~20份进行混炼,控制混炼温度为90~95℃,得到一段混炼胶,冷却至室温;
17.(2)二段混炼胶的制备:将步骤(1)的一段混炼胶和硫化剂5~8份在密炼机进行混炼60~80秒,控制混炼温度为90~100℃,得到二段混炼胶,冷却至室温;
18.(3)三段压出混炼胶片的制备:将步骤(2)的二段混炼胶放入压延机压出,得到三段压出混炼胶片;
19.(4)硫化:将步骤(3)的三段压出混炼胶片在成型机成型好带胚后,用硫化机进行硫化,得到超耐磨耐寒阻燃防粘附输送带。
20.优选的是,所述的输送带覆盖胶的制备方法,其中,所述步骤(1)塑炼时间为30~40秒,混炼时间为20~30秒。
21.优选的是,所述的输送带覆盖胶的制备方法,其中,所述步骤(3)控制压出温度为90~105℃,控制压延速度为5~8米/秒。
22.优选的是,所述的输送带覆盖胶的制备方法,其中,所述步骤(4)控制硫化温度为145~150℃,控制硫化时间为40~50分钟,控制硫化压力为10~12mpa。
23.本发明通过天然胶生胶耐寒脆性温度
‑
50~
‑
70℃,和顺丁胶耐寒脆性温度
‑
70℃,以及顺丁胶优异的耐磨性能并用,提高输送带覆盖胶在配方中的耐寒性能和耐磨性能。
24.本发明的优点在于:
25.本发明的输送带覆盖胶,将天然橡胶和顺丁胶的并用,配方中加入阻燃剂和防粘附剂,增强输送带的阻燃性能和防粘附结冰性能,延长了输送带的实际使用寿命,制备所得产品同时满足gb/t10822
‑
2014一般用途织物芯阻燃输送带和hg/t3647
‑
2014耐寒输送带两个标准要求,提高了输送带的耐寒性能、放粘附性能和阻燃性能。
具体实施方式
26.下面结合具体实施例对本发明作进一步说明。
27.实施例1
28.一种输送带覆盖胶,其中,按重量份计,所述输送带覆盖胶包括以下组分:天然胶60份,顺丁胶40份,碳黑40份,软化剂(古马隆,微晶蜡)1份,防老剂(防老剂rd和防老剂4020=1:1)1份,阻燃剂(氯化石蜡,三氧化二锑,氢氧化铝,硼酸锌=7:1:4:5)20份,防粘附剂(巯基硅油,油酸酰胺=5:3)10份,硫化剂(硫磺,硫化剂dtdm=1:1)5份。
29.一种输送带覆盖胶的制备方法,其中,包括以下步骤:
30.(1)一段混炼胶的制备:将60份天然胶加入密炼机进行塑炼30~40秒,接着加入40份顺丁胶进行混炼20~30秒,然后加入碳黑40份,软化剂1份,防老剂1份,阻燃剂20份,防粘附剂150份,混炼温度控制在90~95℃,得到一段混炼胶,冷却至室温;
31.(2)二段混炼胶的制备:将步骤(1)制备所得一段混炼胶和硫化剂5份。继续放入密炼机进行混炼60~80秒,混炼温度控制在90~100℃,得到二段混炼胶,冷却至室温;
32.(3)三段压出混炼胶片的制备:将二段混炼胶放入压延机进行压出,压出温度控制在90~105℃,压延速度控制在5~8米/秒,得到三段压出混炼胶片;
33.(4)硫化:将三段混炼胶片在成型机成型好带胚后,用硫化机进行硫化,硫化温度控制在145~150℃,硫化时间控制在40~50分钟,硫化压力控制在10~12mpa,得到超耐磨耐寒阻燃防粘附输送带。
34.实施例2
35.一种输送带覆盖胶,其中,按重量份计,所述输送带覆盖胶包括以下组分:天然胶70份,顺丁胶30份,碳黑60份,软化剂(古马隆,微晶蜡=3:1)3份,防老剂(防老剂rd和防老剂4020=1:1)3份,阻燃剂(氯化石蜡,三氧化二锑,氢氧化铝,硼酸锌=7:1:4:5)40份,防粘附剂(巯基硅油,油酸酰胺=5:3)20份,硫化剂(硫磺,硫化剂dtdm=1:1)8份。
36.一种输送带覆盖胶的制备方法,其中,包括以下步骤:
37.(1)一段混炼胶的制备:将70份天然胶放入密炼机进行塑炼30~40秒,接着加入30份顺丁胶进行混炼20~30秒,然后加入碳黑60份,软化剂3份,防老剂3份,阻燃剂40份,防粘附剂20份,混炼温度控制在90~95℃,得到一段混炼胶,冷却至室温;
38.(2)二段混炼胶的制备:将步骤(1)制备所得一段混炼胶和硫化剂8份。继续放入密炼机进行混炼60~80秒,混炼温度控制在90~100℃,得到二段混炼胶,冷却至室温;
39.(3)三段压出混炼胶片的制备:将二段混炼胶放入压延机进行压出,压出温度控制在90~105℃,压延速度控制在5~8米/秒,得到三段压出混炼胶片;
40.(4)硫化:将三段混炼胶片在成型机成型好带胚后,用硫化机进行硫化,硫化温度控制在145~150℃,硫化时间控制在40~50分钟,硫化压力控制在10~12mpa,得到超耐磨耐寒阻燃防粘附输送带。
41.实施例3
42.一种输送带覆盖胶,其中,按重量份计,所述输送带覆盖胶包括以下组分:天然胶65份,顺丁胶35份,碳黑50份,软化剂(古马隆,微晶蜡=3:1)2份,防老剂(防老剂rd和防老剂4020=1:1)2份,阻燃剂(氯化石蜡,三氧化二锑,氢氧化铝,硼酸锌=7:1:4:5)30份,防粘附剂(巯基硅油,油酸酰胺=5:3)15份,硫化剂(硫磺,硫化剂dtdm=1:1)6份。
43.一种输送带覆盖胶的制备方法,其中,包括以下步骤:
44.(1)一段混炼胶的制备:将65份天然胶放入密炼机进行塑炼30~40秒,接着加入35份顺丁胶进行混炼20~30秒,然后加入碳黑50份,软化剂2份,防老剂2份,阻燃剂30份,防粘附剂15份,混炼温度控制在90~95℃,得到一段混炼胶,冷却至室温;
45.(2)二段混炼胶的制备:将步骤(1)制备所得一段混炼胶和硫化剂6份,继续放入密炼机进行混炼60~80秒,混炼温度控制在90~100℃,得到二段混炼胶,冷却至室温;
46.(3)三段压出混炼胶片的制备:将二段混炼胶放入压延机进行压出,压出温度控制在90~105℃,压延速度控制在5~8米/秒,得到三段压出混炼胶片;
47.(4)硫化:将三段压出混炼胶片在成型机成型好带胚后,用硫化机进行硫化,硫化温度控制在145~150℃,硫化时间控制在40~50分钟,硫化压力控制在10~12mpa,得到超耐磨耐寒阻燃防粘附输送带。
48.对比例3
49.一种输送带覆盖胶,其中,按重量份计,所述输送带覆盖胶包括以下组分:
50.天然胶65份,顺丁胶35份,碳黑50份,软化剂(古马隆,微晶蜡=3:1)2份,防老剂(防老剂rd和防老剂4020=1:1)2份,阻燃剂(氯化石蜡,三氧化二锑,氢氧化铝,硼酸锌=7:
1:4:5)30份,防粘附剂0份,硫化剂(硫磺,硫化剂dtdm=1:1)6份。
51.一种输送带覆盖胶的制备方法,其中,包括以下步骤:
52.(1)一段混炼胶的制备:将65份天然胶放入密炼机进行塑炼30~40秒,接着加入35份顺丁胶进行混炼20~30秒,然后加入碳黑50份,软化剂2份,防老剂2份,阻燃剂30份,防粘附剂0份,混炼温度控制在90~95℃,得到一段混炼胶,冷却至室温;
53.(2)二段混炼胶的制备:将步骤(1)制备所得一段混炼胶和硫化剂6份,继续放入密炼机进行混炼60~80秒,混炼温度控制在90~100℃,得到二段混炼胶,冷却至室温;
54.(3)三段压出混炼胶片的制备:将二段混炼胶放入压延机进行压出,压出温度控制在90~105℃,压延速度控制在5~8米/秒,得到三段压出混炼胶片;
55.(4)硫化:将三段混炼胶片在成型机成型好带胚后,用硫化机进行硫化,硫化温度控制在145~150℃,硫化时间控制在40~50分钟,硫化压力控制在10~12mpa,得到超耐磨耐寒阻燃防粘附输送带。
56.将实施例1
‑
3和对比例3制备所得超耐磨耐寒阻燃防粘附输送带覆盖胶进行基础力学性能测试,具体结果如表1所示。
57.表1
58.测试项目标准实施例1实施例2实施例3对比例3300%定伸/mpa
‑
9.710.310.110.1拉伸强度/mpa≥2424.825.825.225.3伸长率/%≥450592618615613硬度/shorea
‑
63646466磨耗mm3≤12080607270
59.由表1可知,实施例3中加防粘附剂和对比例3不加防粘附剂,对配方基础力学性能影响不是很大,对阻燃输送带力学强度使用等使用寿命没有影响。
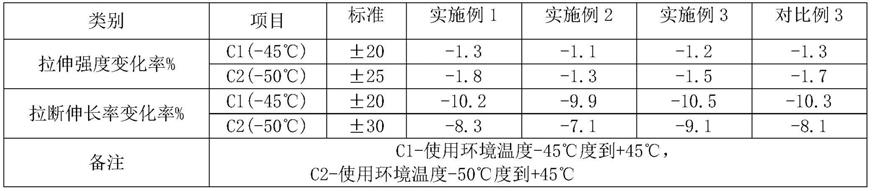
60.将实施例1
‑
3和对比例3制备所得超耐磨耐寒阻燃防粘附输送带覆盖胶进行耐寒性能测试,测试结果如表2所示。
61.表2
[0062][0063]
由表2可知,配方中通过天然胶和顺丁胶的并用,耐寒性能均比较优异,实施例3和对比例3,防粘附剂对阻燃输送带耐寒性能影响不大。
[0064]
将实施例1
‑
3和对比例3制备所得超耐磨耐寒阻燃防粘附输送带覆盖胶进行阻燃性能测试,测试结果如表3所示。
[0065]
表3
[0066][0067]
由表3可知,配方中随着阻燃剂用量的变化,阻燃性能也随着相应变化,但实施例3和对比实施例3,防粘附剂对阻燃输送带阻燃性能影响不大。
[0068]
对实施例1
‑
3和对比例3制备所得超耐磨耐寒阻燃防粘附输送带覆盖胶进行防粘附性能测试,测试结果如表4所示。
[0069]
表4
[0070][0071]
由表4可知,配方中随着防粘附剂用量的变化,防粘附性能也随着相应变化,从实施例3和对比例3,防粘附剂对阻燃输送带防粘附效果比较明显。
[0072]
本发明的输送带覆盖胶,将天然橡胶和顺丁胶的并用,配方中加入阻燃剂和防粘附剂,增强输送带的阻燃性能和防粘附结冰性能,延长了输送带的实际使用寿命,制备所得产品同时同时满足gb/t10822
‑
2014一般用途织物芯阻燃输送带和hg/t3647
‑
2014耐寒输送带两个标准要求,重点攻克了阻燃输送带在耐寒性能和放粘附性能方面技术难关。
[0073]
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1