发泡成型用热塑性树脂组合物及其发泡成型品的制作方法
本发明涉及一种发泡成型用热塑性树脂组合物,其在注射发泡成型中表现出微细的发泡孔结构,无论发泡成型品的部位如何,发泡孔的大小都是均匀的,能够成型出机械性能优异、并且表面外观也优异的发泡成型品。本发明还涉及使用了该发泡成型用热塑性树脂组合物的发泡成型品。
背景技术:
1、在使用热塑性树脂的注射成型方法中,为了降低所使用的树脂成分量、减轻重量等而在树脂材料中添加发泡剂来进行注射成型的注射发泡成型是众所公知的。作为注射发泡成型中使用的发泡剂,已知有偶氮二羧酰胺等热分解型化学发泡剂(专利文献1)。另外,还已知有不进行化学发泡而使用氮气、二氧化碳等作为发泡剂的物理发泡剂。此外还提出了使用超临界状态的物理发泡剂的方法。
2、作为发泡成型用热塑性树脂组合物,提出了下述的组合物。
3、(1)一种发泡成型用热塑性树脂组合物,其特征在于,其含有:
4、5~90质量%的橡胶增强苯乙烯系树脂(a),其是在橡胶质聚合物(a)的存在下将芳香族乙烯基化合物或者芳香族乙烯基化合物和能够与芳香族乙烯基化合物共聚的其他乙烯基单体(b1)进行聚合而成,并且以橡胶质聚合物(a)为基准,热环己烷溶解量为1~99质量%;
5、0~85质量%的苯乙烯系树脂(b),其是将芳香族乙烯基化合物或者芳香族乙烯基化合物和能够与芳香族乙烯基化合物共聚的其他乙烯基单体(b2)进行聚合而成;
6、10~90质量%的芳香族聚碳酸酯树脂(c);以及
7、相对于上述成分(a)~(c)的合计100质量份为0.1~5质量份的化学发泡剂(d),
8、相对于上述成分(a)~(c)的合计100质量%,橡胶质聚合物(a)的比例为3~50质量%(专利文献2)。
9、(2)一种发泡成型用热塑性树脂组合物,其特征在于,其含有:
10、5~90质量%的橡胶增强苯乙烯系树脂(a),其是在橡胶质聚合物(a)的存在下将芳香族乙烯基化合物或者芳香族乙烯基化合物和能够与芳香族乙烯基化合物共聚的其他乙烯基单体(b1)进行聚合而成,并且以橡胶质聚合物(a)为基准,热环己烷溶解量为1~99质量%;
11、0~85质量%的苯乙烯系树脂(b),其是将芳香族乙烯基化合物或者芳香族乙烯基化合物和能够与芳香族乙烯基化合物共聚的其他乙烯基单体(b2)进行聚合而成;
12、10~90质量%的芳香族聚碳酸酯树脂(c);以及
13、相对于上述成分(a)~(c)的合计100质量份为0.1~5质量份的化学发泡剂(d)、0.5~18质量份的滑石(e)、以及0.5~25质量份的纤维状填充材料(f),
14、上述成分(a)~(c)的合计100质量%中,橡胶质聚合物(a)的比例为3~50质量%(专利文献3)。
15、专利文献1:日本特开2008-133485号公报
16、专利文献2:日本特开2010-254833号公报
17、专利文献3:日本特开2011-37925号公报
18、关于通过发泡成型用热塑性树脂组合物的注射发泡成型而得到的发泡成型品,要求下述(i)、(ii)。
19、(i)在高的发泡倍率下表现出微细的发泡孔结构,无论发泡成型品的部位如何,发泡孔的大小都是均匀的,机械性能(特别是刚性)优异
20、(ii)不存在因漩纹或发泡不均(该漩纹或发泡不均是由于在发泡成型时放出的气体转印至形成于成型品表面的未发泡的外皮层使表面性劣化而产生的)而引起的表面凹凸之类的缺陷,表面外观良好
21、基于这样的观点,在专利文献2、3的发泡成型用热塑性树脂组合物中,希望进一步进行改良。
技术实现思路
1、本发明的课题在于提供发泡成型用热塑性树脂组合物和使用其的发泡成型品,该组合物在注射发泡成型中表现出微细的发泡孔结构,无论发泡成型品的部位如何,发泡孔的大小都是均匀的,能够成型出机械性能优异、并且表面外观也优异的发泡成型品。
2、本发明人发现,通过在由橡胶增强苯乙烯系树脂(a)和芳香族聚碳酸酯树脂(c)、或者橡胶增强苯乙烯系树脂(a)、苯乙烯系树脂(b)和芳香族聚碳酸酯树脂(c)构成的树脂成分中混配高分子量树脂(d),可抑制注射发泡成型时的发泡气体泄露,表现出稳定的发泡成型性,能够解决上述课题。
3、即,本发明的要点如下。
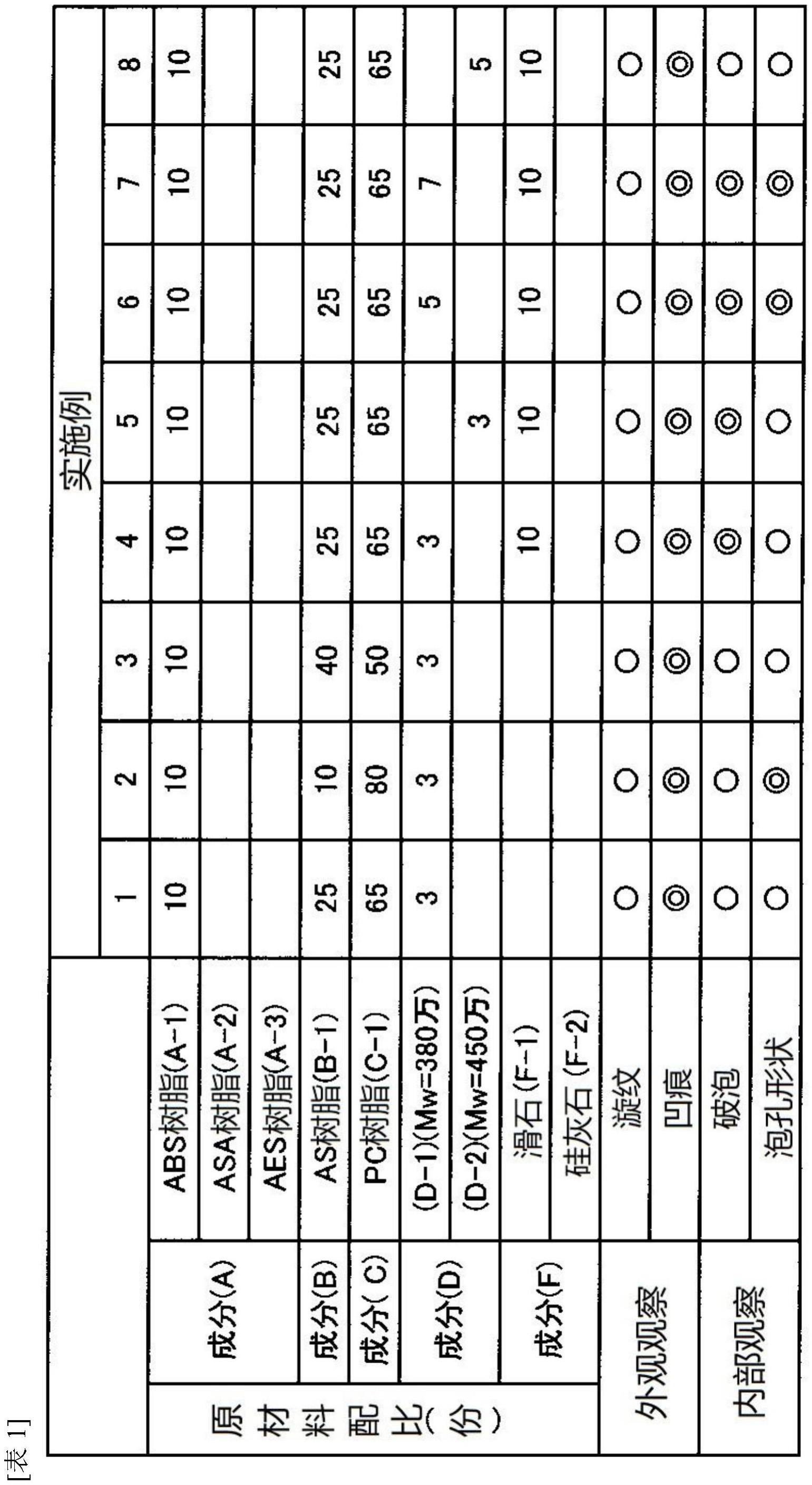
4、[1]一种发泡成型用热塑性树脂组合物,其按照合计100质量份的方式包含1~20质量份的下述成分(a)、0~50质量份的下述成分(b)、以及40~90质量份的下述成分(c),并且相对于该成分(a)~(c)的合计100质量份,含有0.1~10质量份的与该成分(a)~(c)不同且重均分子量为200万以上的高分子量树脂(d)。
5、成分(a):在橡胶质聚合物(a)的存在下,将芳香族乙烯基化合物或者芳香族乙烯基化合物和能够与芳香族乙烯基化合物共聚的其他乙烯基单体(b1)进行聚合而成的橡胶增强苯乙烯系树脂(a)
6、成分(b):将芳香族乙烯基化合物或者芳香族乙烯基化合物和能够与芳香族乙烯基化合物共聚的其他乙烯基单体(b2)进行聚合而成的苯乙烯系树脂(b)
7、成分(c):芳香族聚碳酸酯树脂(c)
8、[2]如[1]中所述的发泡成型用热塑性树脂组合物,其中,上述高分子量树脂(d)的重均分子量为250万~700万。
9、[3]如[1]或[2]中所述的发泡成型用热塑性树脂组合物,其中,相对于上述成分(a)~(c)的合计100质量份,进一步包含0.1~5质量份的化学发泡剂(e)。
10、[4]如[1]至[3]中任一项所述的发泡成型用热塑性树脂组合物,其中,相对于上述成分(a)~(c)的合计量100质量份,进一步包含0.1~20质量份的无机填料(f)。
11、[5]如[1]至[4]中任一项所述的发泡成型用热塑性树脂组合物,其用于模芯回退型注射发泡成型。
12、[6]一种发泡成型品,其是将[1]至[5]中任一项所述的发泡成型用热塑性树脂组合物进行成型而成。
13、[7]一种发泡成型品,其是将[1]至[5]中任一项所述的发泡成型用热塑性树脂组合物进行模芯回退型注射发泡成型而成。
14、发明的效果
15、根据本发明的发泡成型用热塑性树脂组合物,在注射发泡成型中表现出微细的发泡孔结构,不论发泡成型品的部位如何,发泡孔的大小都是均匀的,能够提供机械性能优异、并且表面外观也优异的发泡成型品。
技术特征:
1.一种发泡成型用热塑性树脂组合物,其按照合计100质量份的方式包含1质量份~20质量份的下述成分(a)、0质量份~50质量份的下述成分(b)、以及40质量份~90质量份的下述成分(c),并且相对于该成分(a)~(c)的合计100质量份,含有0.1质量份~10质量份的与该成分(a)~(c)不同且重均分子量为200万以上的高分子量树脂(d),
2.如权利要求1所述的发泡成型用热塑性树脂组合物,其中,所述高分子量树脂(d)的重均分子量为250万~700万。
3.如权利要求1或2所述的发泡成型用热塑性树脂组合物,其中,相对于所述成分(a)~(c)的合计100质量份,进一步包含0.1质量份~5质量份的化学发泡剂(e)。
4.如权利要求1至3中任一项所述的发泡成型用热塑性树脂组合物,其中,相对于所述成分(a)~(c)的合计量100质量份,进一步包含0.1质量份~20质量份的无机填料(f)。
5.如权利要求1至4中任一项所述的发泡成型用热塑性树脂组合物,其用于模芯回退型注射发泡成型。
6.一种发泡成型品,其是将权利要求1至5中任一项所述的发泡成型用热塑性树脂组合物进行成型而成。
7.一种发泡成型品,其是将权利要求1至5中任一项所述的发泡成型用热塑性树脂组合物进行模芯回退型注射发泡成型而成。
技术总结
本发明提供一种发泡成型用热塑性树脂组合物,其中,相对于1~20质量份的下述成分(A)、0~50质量份的下述成分(B)、以及40~90质量份的下述成分(C)的合计100质量份,含有0.1~10质量份的重均分子量为200万以上的高分子量树脂(D)。成分(A):在橡胶质聚合物(a)的存在下,将包含芳香族乙烯基化合物的乙烯基单体(b1)进行聚合而成的橡胶增强苯乙烯系树脂(A);成分(B):将包含芳香族乙烯基化合物的乙烯基单体(b2)进行聚合而成的苯乙烯系树脂(B);成分(C):芳香族聚碳酸酯树脂(C)。
技术研发人员:安藤宏纪,平石谦太朗
受保护的技术使用者:大科能宇菱通株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!