一种防霉耐寒丁腈橡胶材料及其制备方法与流程
1.本发明主要涉及丁晴橡胶制备的技术领域,具体涉及一种防霉耐寒丁腈橡胶材料及其制备方法。
背景技术:
2.丁腈橡胶是由丙烯腈与丁二烯单体聚合而成的共聚物,主要采用低温乳液聚合法生产。
3.根据申请号为cn201410377659.9的专利文献所提供的一种柔性丁腈橡胶材料及其制备方法可知,该材料包括以下重量份的各组份:丁腈橡胶100、叶蜡石15~80、硅烷偶联剂0.5~3、氧化锌0.5~5、氧化镁0.5~5、防老剂4020rd0.5~1、防老剂402040100.5~1、硬脂酸 1~2、促进剂dptt0.5~1、促进剂bz0.5~1、硫化剂1~3。所述柔性丁腈橡胶材料还可以含有抗疲劳剂、邻苯二甲酸二辛酯(dop)中的一种或两种。本发明提供了一种低硬度、高断裂伸长率的柔性丁腈橡胶材料,比通常加入的补强填料白炭黑后的nbr橡胶的硬度降低明显,断裂伸长率提高显著。
4.上述丁晴橡胶材料通过加入的补强填料白炭黑,硬度降低明显,断裂伸长率提高显著,但上述丁晴橡胶材料没有良好的力学性能,寒性、耐油性、防霉性较差。
技术实现要素:
5.本发明主要提供了一种防霉耐寒丁腈橡胶材料及其制备方法用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:
7.一种防霉耐寒丁腈橡胶材料,包括以下重量份的物质:
8.第一丁晴橡胶 65份
9.第二丁晴橡胶 35份
10.氧化锌 5份
11.硬脂酸 1份
12.防老剂4020 3份
13.癸二酸二丁酯 23份
14.喷雾炭黑 120份
15.预分散硫磺 0.4份
16.促进剂tmtd 2份
17.促进剂cz 2份
18.防霉剂 2份。
19.进一步的,所述第一丁晴橡胶采用丙烯腈含量为17~20%的 nbr1704丁晴橡胶,所述第二丁晴橡胶采用丙烯腈含量为27~30%的 nbr2707丁晴橡胶。
20.根据以上的一种防霉耐寒丁腈橡胶材料的技术方案,还将提供一种防霉耐寒丁腈
橡胶材料的其制备方法,包括以下步骤:
21.步骤一,对第一丁晴橡胶、第二丁晴橡胶、氧化锌、硬脂酸、防老剂4020、癸二酸二丁酯、喷雾炭黑、预分散硫磺、促进剂tmtd、促进剂cz、防霉剂进行检测;
22.步骤二,将第一丁晴橡胶、第二丁晴橡胶放入混炼机塑炼、包辊,辊距1mm,加入氧化锌、硬脂酸、防老剂4020,混炼6min,辊距1.5~ 2mm,加入50%的喷雾炭黑,混炼6min,辊距3~4mm,加入癸二酸二丁酯,混炼5min,辊距3~4mm,再次加入50%的喷雾炭黑,混炼5min,辊距4~5mm,加入预分散硫磺、促进剂tmtd、促进剂cz和防霉剂,捣炼5min,辊距4~5mm,得到第一混炼橡胶;
23.步骤三,将步骤二得到的混炼橡胶在混炼机中薄通4~6遍,辊距1mm,下片4~5min,辊距3mm,得到第二混炼橡胶;
24.步骤四,将步骤三得到的第二混炼橡胶进行水冷却,并入库、检验,停放8h后供下道工序使用。
25.进一步的,所述步骤二和步骤三中的混炼机包括两个机座,两个所述机座之间设有混炼机构,所述混炼机构的一侧设有供料机构;
26.所述供料机构包括通过转轴与两个所述机座相互靠近的一侧表面相连接的连杆,设于两个所述连杆之间的出料组件;
27.所述出料组件包括与两个所述连杆相连接的储料筒,穿设于所述储料筒壳体上的旋转轴,以及依序安装于所述旋转轴外表面的多个螺旋叶片,相邻两个所述螺旋叶片之间设有套设于所述旋转轴外表面的隔板。
28.进一步的,所述出料组件还包括设于所述储料筒下表面的多个开口,贯穿所述开口两端的转动轴,以及套设于所述转动轴的外表面、且依序位于所述开口内的挤压出料辊。
29.进一步的,两个所述转动轴延伸至外部的一端均连接有齿轮,两个所述齿轮相互啮合。
30.进一步的,所述供料机构还包括设于所述连杆远离出料组件一端的动力组件,所述动力组件包括安装于所述连杆一侧表面的电机,与所述电机的输出轴相连接、与所述旋转轴相连接的皮带轮,两个所述皮带轮之间通过皮带相连接。
31.进一步的,所述供料机构还包括安装于所述机座上表面的电磁铁。
32.进一步的,所述混炼机构包括与两个所述机座转动连接的前辊,以及设于所述前辊的一侧、且与两个所述机座转动连接的后辊。
33.进一步的,所述步骤二和步骤三中,前辊的温度为35~45℃,后辊的温度为40~50℃。
34.与现有技术相比,本发明的有益效果为:
35.其一,本发明具有良好的力学性能,随着结合丙烯腈含量的增加,丁腈橡胶分子内聚能增加,分子间作用力增强,使丁腈橡胶硫化胶的强伸性能变好,配方中并用35份丙烯腈含量为27~30%的nbr2707 来提高拉伸强度、拉断伸长率,另外,采用高促低硫硫化体系来提供良好的强伸性能与耐热性能的平衡。
36.其二,本发明具有良好的耐寒性和耐油性,硫化胶的耐寒性能主要取决于高聚物的玻璃化温度和结晶,生胶中并用65份丙烯腈含量为17~20%的nbr1704来提高耐寒性,同时可以减小压缩永久变形,另外,添加23份耐寒性增塑剂癸二酸二丁酯,可赋予硫化胶良好
的低温柔软性,在丁腈橡胶中,氰基的电负性很强,所以丁腈橡胶耐油性很好,耐油性随丁腈橡胶丙烯腈含量的增大而提高,生胶中并用 35份nbr2707,很好的平衡了耐油性与耐寒性。
37.其三,本发明具有良好的工艺性能,混炼胶中填充120份加工性能好的喷雾炭黑做补强填充剂,为混炼胶提供了良好的挤出特性和压延性,硫化胶的弹性大、压缩永久变形小、低温性能好,添加23份癸二酸二丁酯可以赋予混炼胶良好的工艺性能。
38.其四,本发明具有良好的防霉性。添加2份分散性好、防霉性好的防霉剂jl-1068。
39.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
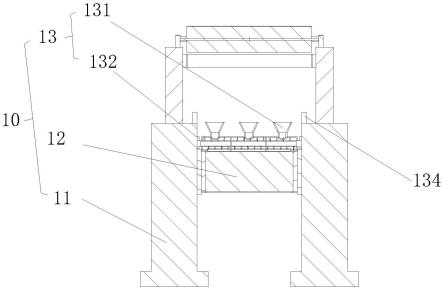
40.图1为本发明的整体结构示意图;
41.图2为本发明的俯视图;
42.图3为图2中沿a-a线的剖视图;
43.图4为图2中沿b-b线的剖视图;
44.图5为图4中a区结构放大图;
45.图6为本发明供料机构的结构示意图;
46.图7为本发明供料机构的分解图;
47.图8为本发明储料筒的结构示意图。
48.图中:10、混炼机;11、机座;12、混炼机构;121、前辊;122、后辊;13、供料机构;131、连杆;132、出料组件;1321、储料筒; 1322、旋转轴;1323、螺旋叶片;1324、隔板;1325、开口;1326、转动轴;1327、挤压出料辊;1328、齿轮;133、动力组件;1331、电机;1332、旋转轴;134、电磁铁。
具体实施方式
49.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
50.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
51.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
52.实施例,请参照附图1-8,一种防霉耐寒丁腈橡胶材料,包括以下重量份的物质:
53.第一丁晴橡胶 65份
54.第二丁晴橡胶 35份
55.氧化锌 5份
56.硬脂酸 1份
57.防老剂4020 3份
58.癸二酸二丁酯 23份
59.喷雾炭黑 120份
60.预分散硫磺 0.4份
61.促进剂tmtd 2份
62.促进剂cz 2份
63.防霉剂 2份;
64.需要说明的是,在本实施例中,所述第一丁晴橡胶采用丙烯腈含量为17~20%的nbr1704丁晴橡胶,所述第二丁晴橡胶采用丙烯腈含量为27~30%的nbr2707丁晴橡胶。
65.如图1-8所示,根据上述实施例还将提供一种防霉耐寒丁腈橡胶材料的制备方法,包括以下步骤:
66.步骤一,对第一丁晴橡胶、第二丁晴橡胶、氧化锌、硬脂酸、防老剂4020、癸二酸二丁酯、喷雾炭黑、预分散硫磺、促进剂tmtd、促进剂cz、防霉剂进行检测。
67.步骤一,对第一丁晴橡胶、第二丁晴橡胶、氧化锌、硬脂酸、防老剂4020、癸二酸二丁酯、喷雾炭黑、预分散硫磺、促进剂tmtd、促进剂cz、防霉剂进行检测;
68.步骤二,将第一丁晴橡胶、第二丁晴橡胶放入混炼机10塑炼、包辊,辊距1mm,加入氧化锌、硬脂酸、防老剂4020,混炼6min,辊距1.5~2mm,加入50%的喷雾炭黑,混炼6min,辊距3~4mm,加入癸二酸二丁酯,混炼5min,辊距3~4mm,再次加入50%的喷雾炭黑,混炼5min,辊距4~5mm,加入预分散硫磺、促进剂tmtd、促进剂cz 和防霉剂,捣炼5min,辊距4~5mm,得到第一混炼橡胶;
69.步骤三,将步骤二得到的混炼橡胶在混炼机10中薄通4~6遍,辊距1mm,下片4~5min,辊距3mm,得到第二混炼橡胶;
70.步骤四,将步骤三得到的第二混炼橡胶进行水冷却,并入库、检验,停放8h后供下道工序使用。
71.具体的,请着重参照附图1-6,在本发明另一优选的实施例中,所述步骤二和步骤三中的混炼机10包括两个机座11,两个所述机座 11之间设有混炼机构12,所述混炼机构12的一侧设有供料机构13;
72.所述供料机构13包括通过转轴与两个所述机座11相互靠近的一侧表面相连接的连杆131,设于两个所述连杆131之间的出料组件132;
73.所述出料组件132包括与两个所述连杆131相连接的储料筒1321,穿设于所述储料筒1321壳体上的旋转轴1322,以及依序安装于所述旋转轴1322外表面的多个螺旋叶片1323,相邻两个所述螺旋叶片 1323之间设有套设于所述旋转轴1322外表面的隔板1324;
74.所述出料组件132还包括设于所述储料筒1321下表面的多个开口1325,贯穿所述开口1325两端的转动轴1326,以及套设于所述转动轴1326的外表面、且依序位于所述开口1325内的挤压出料辊1327;
75.两个所述转动轴1326延伸至外部的一端均连接有齿轮1328,两个所述齿轮1328相互啮合;
76.需要说明的是,在本实施例中,当螺旋叶片1323推动原料至储料筒1321底端的开
口1325附近时,通过挤压出料辊1327的旋转,引导物料从储料筒1321底端的开口1325排出;
77.进一步的,当其中一个转动轴1326上的挤压出料辊1327因与橡胶材料的摩擦而进行转动时,由于该转动轴1326上的齿轮1328与另一个旋转轴1326上的齿轮1328相互啮合,从而带动两个旋转轴1326 进行相背运转,以使挤压出料辊1327能够推动原料下落。
78.具体的,请着重参照附图7,在本发明另一优选的实施例中,所述供料机构13还包括设于所述连杆131远离出料组件132一端的动力组件133,所述动力组件133包括安装于所述连杆131一侧表面的电机1331,与所述电机1331的输出轴相连接、与所述旋转轴1322 相连接的皮带轮1332,两个所述皮带轮1332之间通过皮带相连接;
79.所述供料机构13还包括安装于所述机座11上表面的电磁铁134;
80.所述混炼机构12包括与两个所述机座11转动连接的前辊121,以及设于所述前辊121的一侧、且与两个所述机座11转动连接的后辊122;
81.需要说明的是,在本实施例中,通过电机1331的输出轴带动其中一个皮带轮1332进行运转,由于两个皮带轮1332之间通过皮带相连接,从而带动两个皮带轮1332进行同步运转,进而带动另一个皮带轮1332上的旋转轴1322进行旋转;
82.进一步的,通过电磁铁134吸附连杆131,以便于暂时固定连杆 131,从而为使用者防止橡胶提供便利;
83.所述步骤二和步骤三中,前辊121的温度为35~45℃,后辊122 的温度为40~50℃。
84.本发明制备的一种防霉耐寒丁腈橡胶材料的各项性能的检测结果,如表1所示;
85.表一:一种防霉耐寒丁腈橡胶材料的各项性能的检测结果
86.[0087][0088]
本发明的具体操作方式如下:
[0089]
对第一丁晴橡胶、第二丁晴橡胶、氧化锌、硬脂酸、防老剂4020、癸二酸二丁酯、喷雾炭黑、预分散硫磺、促进剂tmtd、促进剂cz、防霉剂进行检测,将第一丁晴橡胶、第二丁晴橡胶放入混炼机10塑炼、包辊,辊距1mm,加入氧化锌、硬脂酸、防老剂4020,混炼6min,辊距1.5~2mm,加入50%的喷雾炭黑,混炼6min,辊距3~4mm,加入癸二酸二丁酯,混炼5min,辊距3~4mm,再次加入50%的喷雾炭黑, 混炼5min,辊距4~5mm,加入预分散硫磺、促进剂tmtd、促进剂cz 和防霉剂,捣炼5min,辊距4~5mm,得到第一混炼橡胶;
[0090]
将得到的混炼橡胶在混炼机10中薄通4~6遍,辊距1mm,下片 4~5min,辊距3mm,得到第二混炼橡胶;
[0091]
将得到的第二混炼橡胶进行水冷却,并入库、检验,停放8h后供下道工序使用。
[0092]
上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1