用于生产电缆中聚碳酸酯骨架的组合物及骨架的制造方法与流程
1.本发明涉及通信电缆材料技术领域,尤其是一种用于生产数据电缆中聚碳酸酯骨架的组合物及骨架的制造方法。
背景技术:
2.由yd/t 838《数字通信用对绞/星绞对称电缆》等标准规定的对称数据缆,其工作频率已升至2000mhz。影响电缆高频信号传输性能的关键指标有线对的串音和传输衰减,这两项性能直接影响信号的信噪比,决定了传输信号的带宽。为此,通常在数据缆的缆芯结构中引入将缆中各个线对(通常一根电缆有4个线对)分隔开来的骨架,以此提高线对之间的串音衰减。这样的骨架通常为十字形,例如早在业界普遍采用、cn101556843a和cn105575512b等专利文献中展示的结构。为此骨架应具有一定的强度,不会轻易变形,以此保持线对位置的稳定。
3.此外,由于对称电缆线对信号电磁场具有开放的特点,因此骨架所用材料的介电性能也将对线对的传输衰减性能产生影响。
4.另一方面,由于数据缆多为室内使用,而且有些场合对电缆安全性极为敏感,因此对数据缆的阻燃性也提出了越来越严格的要求。
5.目前,数据缆骨架普遍采用与线对绝缘料一致的聚烯烃材料(如高密度聚乙烯、线性低密度聚乙烯、聚丙烯),采用单螺杆挤塑机挤塑加工制成实心结构的骨架。其加工技术成熟,生产效率高,加工的骨架具有断裂伸长率高的特点,能满足超六类数据缆的传输性能要求。然而,上述材料和实心结构却具有如下缺点:
6.(1)、骨架不具有阻燃性,增加了电缆阻燃的难度,为此不得不采用阻燃性好的护套料,并且提高护套厚度,这大幅度增加了电缆材料成本;
7.(2)、骨架强度不够,易于变形,为此不得不采用两条措施加以弥补,其一是加大骨架厚度,但这对电缆传输衰减和阻燃性带来负面影响,并导致电缆尺寸变大,增加了电缆制造和综合布线过程中的电缆安装成本;其二是降低线对的绞合节距,但这样将导致线对绞合工序效率降低,也加大了电缆制造成本。
技术实现要素:
8.本发明要解决的技术问题是:克服现有技术中之不足,提供用于生产电缆中聚碳酸酯骨架的组合物及骨架的制造方法。
9.本发明解决其技术问题所采用的技术方案是:一种用于生产电缆中聚碳酸酯骨架的组合物,包括如下重量份的原料:
[0010][0011]
进一步地,所述用于生产电缆中聚碳酸酯骨架的组合物还包括成核剂,其重量份为0.2~1.0份。
[0012]
进一步地,所述聚碳酸酯的熔体质量流动速率为3~15g/10min。
[0013]
进一步地,所述聚对苯二甲酸乙二酯再生料的重量份为8.0~12.0份。
[0014]
进一步地,所述阻燃剂为磷酸三(2,4-二溴苯基)酯卤代磷酸酯复合阻燃剂,其重量份为10~20.0份;
[0015]
或者,所述阻燃剂为溴系高分子阻燃剂,其重量份为3.0~12.0份。
[0016]
进一步地,所述磷酸三(2,4-二溴苯基)酯卤代磷酸酯复合阻燃剂的重量份为12.0~15.0份;所述溴系高分子阻燃剂为溴化聚苯乙烯,其重量份为5.0~7.5份。
[0017]
进一步地,所述抗滴落剂为聚四氟乙烯粉末、sj-d100s抗滴落剂或df-s10抗滴落剂,其重量份为0.3~0.6份。
[0018]
进一步地,所述化学发泡剂为高温发泡剂或低温发泡剂,当挤塑发泡温度≥260℃时,化学发泡剂采用高温发泡剂;当挤塑发泡温度<260℃时,化学发泡剂采用低温发泡剂。
[0019]
进一步地,所述润滑剂为滑石粉或硬脂酸钙,其重量份为1.0~4.0份;
[0020]
或者,所述润滑剂为小分子聚合物,其重量份为0.2~0.5份。
[0021]
一种骨架的制造方法,采用上述用于生产电缆中聚碳酸酯骨架的组合物作为原料来生产骨架,具体包括如下步骤:
[0022]
s1、称取原料,根据所述重量份称取原料,加入高速混合机充分搅拌均匀制成混合料,搅拌时间为5~20min,每次混合料总重量≥50kg;
[0023]
s2、挤塑发泡,将s1中配混好的组合料喂入同向啮合双螺杆挤塑机的加料口,双螺杆挤塑机长径比≥30,该双螺杆挤塑机从挤塑机筒到机头,挤塑温度逐渐升高,挤塑温度为260~290℃,挤塑发泡制成数据缆缆芯“十字形”骨架。
[0024]
本发明的有益效果是:本发明设计合理,操作简便,制得的数据电缆缆芯中聚碳酸酯骨架具有阻燃性和高强度的特点,提高了数据电缆的传输性能,同时生产成本低。
附图说明
[0025]
下面结合附图和实施例对本发明进一步说明。
[0026]
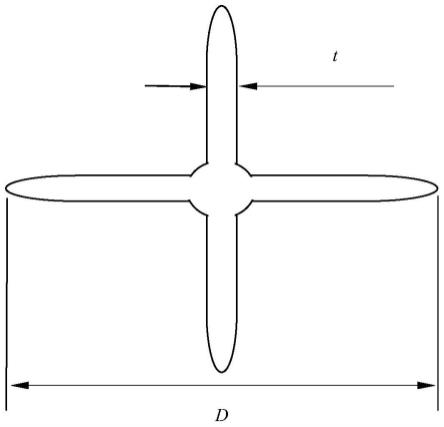
图1是本发明中骨架的结构示意图。
具体实施方式
[0027]
现在结合附图和优选实施例对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
[0028]
一种用于生产电缆中聚碳酸酯骨架的组合物,包括如下重量份的原料:
[0029][0030]
这种用于生产电缆中聚碳酸酯骨架的组合物还包括成核剂,其重量份为0.2~1.0份。
[0031]
聚碳酸酯选用熔融粘度中等的聚碳酸酯,按gb/t 3682.1-2018标准测试其熔体质量流动速率(300℃/1.2kg),以(3~15)g/10min为宜,优选为(5~12)g/10min。熔融粘度通常与熔体强度正比,因此熔融粘度低往往造成发泡泡孔破裂、骨架外观粗糙且外形变差和骨架强度降低;而熔融粘度过高导致挤塑效率低下,为此不得不提高挤塑温度,但这不利于发泡。pc可选用韩国lg化学公司的1300-10np、中国石化仪征化纤股份有限公司的fg-60、韩国陶氏聚碳酸酯有限公司的pc 201-15等产品。
[0032]
每100重量份pc中,聚对苯二甲酸乙二酯再生料的加入重量份为8.0~12.0份。电线电缆厂广泛使用pet聚酯薄膜,用于电缆缆芯绝缘、耐热和绕包成形,生产中产生的pet薄膜废料较多,通常作为塑料垃圾卖掉。为了降低骨架材料成本,可将pet薄膜废料加入塑料破碎机,打碎为小片,将其在(70~90)℃的料斗中干燥4小时后直接加入骨架混合物材料中,或将其重新造粒后以粒料形式加入。pet和pc在性能上有互补效应,例如,pet阻燃性差,燃烧时发生熔滴,而pc本身具有一定的阻燃性,其阻燃等级可达到ul94 v-2级,且能自熄,成炭率高;pc挤塑后会残留一部分内应力,在长期弯曲应力作用下可能发生开裂,而pet可以改善其柔韧性。
[0033]
阻燃剂为磷酸三(2,4-二溴苯基)酯(tdbppe)卤代磷酸酯复合阻燃剂,每100重量份pc中,阻燃剂的加入重量份为10~20.0份,优选12.0~15.0份,可选用浙江万盛科技有限公司的px-220;
[0034]
或者,阻燃剂为溴系高分子阻燃剂,可选用溴化聚苯乙烯(bps)阻燃剂,每100重量份pc中,bps的加入重量份为3.0~12.0份,优选为5.0~7.5份;bps可选用沈阳正兴材料有限公司的bps-301产品。
[0035]
每100重量份pc中,抗滴落剂的加入重量份为0.3~0.6份,抗滴落剂可以进一步提高骨架燃烧时的成壳性,避免其发生燃烧熔滴现象,从而提高电缆阻燃性能。抗滴落剂可选用上海鲁聚聚合物公司出品的聚四氟乙烯(ptfe)粉末、嘉善申嘉科技有限公司的sj-d100s
抗滴落剂和广州宝久化工科技有限公司的df-s10抗滴落剂等。
[0036]
骨架发泡结构将使得骨架对电缆中线对传输衰减的影响降低,为此每100重量份pc中,加入0.3~3.0重量份的化学发泡剂。
[0037]
在选用化学发泡剂时,应考虑到与挤塑发泡温度相匹配。当挤塑发泡温度超过260℃,则所选择的化学发泡剂应在较高温度下才分解释放出气体,过低将造成发泡剂在机膛加料段就过早分解,一部分气体将从加料口漏泄出去,降低发泡度,造成发泡剂浪费和发泡度不均匀。当双螺杆挤塑机从第一节筒体(加料段)到机头,温度设置为(260~310)℃,即靠近加料口的后段机膛温度较高时,采用适合高温发泡的偶氮二甲酸钡和偶氮二羧酸钡作为发泡剂;也可选用市场上销售的其它专用发泡剂,如美国polyone公司oncappolyfoam化学发泡剂、上海杰上杰化学有限公司的发泡剂ldm 10070s。
[0038]
当骨架混合物挤塑发泡温度可以控制在260℃以下,例如从加料口到挤塑机头的温度从230℃~255℃逐渐升高,采用偶氮二甲酰胺(ac)作为化学发泡剂。
[0039]
骨架组合物中加入成核剂将有助于获得尺寸均匀的发泡泡孔。化学发泡剂分解后的残留物可以作为发泡的成核剂,但往往还不够,为此在每100重量份pc中,加入0.2~1份的成核剂作为补充,优选为0.4~0.6份,可选用的成核剂有德国布吕格曼公司的p250产品。当选择ptfe粉末作为抗滴落剂时,ptfe粉末在挤塑发泡过程中则起到成核剂的作用,因此可以不再加入额外的成核剂。
[0040]
为了提高挤塑效率,在骨架组合物中加入加工润滑剂。每100重量份pc中,加入1~4重量份的滑石粉或硬脂酸钙,可选用上海奥科化学品有限公司的硬脂酸钙。也可在每100重量份pc中加入0.2~0.5重量份的小分子聚合物,选用意大利发基公司的脂肪酸酯a润滑剂,其好处是加入量低,不影响发泡,并且有利于提高骨架的强度。
[0041]
一种骨架的制造方法,采用上述用于生产电缆中聚碳酸酯骨架的组合物作为原料来生产骨架,具体包括如下步骤:
[0042]
s1、制备试样,将上述各组分混合均匀后的共混物加入塑料样品制备用注塑机,按标准中规定的试验用样条尺寸要求,注塑得到塑料试样;按iso 527:1996标准进行测试得到的拉伸强度不小于45mpa,拉伸模量不小于1900mpa,高的机械强度使得骨架在电缆受到外力和使用过程中不容易变形,从而避免电缆串音性能下降;采用gb/t 2406-2009标准测试得到的氧指数不低于30;按gb/2408-2008进行测试得到的阻燃性能达到垂直v-0级别(试样厚度为3mm);样品检测合格后,可确定各组分的重量份;
[0043]
s2、称取原料,根据s1中确定的各组分重量份来称取原料,加入高速混合机充分搅拌均匀制成混合料,搅拌时间为5~20min,每次混合料总重量≥50kg;根据加入料的多少酌情决定搅拌时间,即加入料越多,搅拌时间越长;
[0044]
s3、挤塑发泡,将s2中配混好的组合料喂入同向啮合双螺杆挤塑机的加料口,双螺杆挤塑机长径比为35~40,该双螺杆挤塑机从挤塑机筒到机头,挤塑温度逐渐升高,挤塑温度为260~290℃,挤塑发泡制成数据缆缆芯“十字形”骨架。选用双螺杆挤塑机的好处是可以降低挤塑温度,防止化学发泡剂在机膛加料段过早分解,同时保持熔体塑化质量。
[0045]
通过控制化学发泡剂加入比例和挤塑温度,可以调整骨架的发泡度,发泡度越高,其密度越低。加入的化学发泡剂越多,且挤塑温度分配适当,包括在机筒加料段温度不能高于化学发泡剂分解释放出气体的温度、机筒塑料熔融段温度要高于化学发泡剂分解温度、
机头温度不能高于机筒最高温度5℃以上,发泡度可以得到提高。发泡挤塑得到的骨架单位长度的质量比未发泡骨架降低15%~30,线对在500mhz的传输衰减平均降低了2%。
[0046]
实施例1
[0047]
一种用于生产电缆缆芯中聚碳酸酯骨架的组合物,包括如下重量份的原料:
[0048]
pc:100.0份,中国石化仪征化纤股份有限公司的fg-60;
[0049]
pet回料:8.0份;
[0050]
阻燃剂tdbppe:12.0份,浙江万盛科技有限公司的px-220;
[0051]
抗滴落剂兼成核剂:ptfe粉末,0.4份,上海鲁聚聚合物公司出品;
[0052]
化学发泡剂:1.5份,上海杰上杰化学有限公司的发泡剂;
[0053]
润滑剂:0.2份,意大利发基公司的脂肪酸酯a。
[0054]
实施例2
[0055]
一种用于生产电缆缆芯中聚碳酸酯骨架的组合物,包括如下重量份的原料:
[0056]
pc:100.0份,韩国陶氏聚碳酸酯有限公司的pc 201-15;
[0057]
pet回料:10.0份;
[0058]
bps阻燃剂:8.0份,沈阳正兴材料有限公司的bps
–
301;
[0059]
抗滴落剂:1.0份,广州宝久化工科技有限公司的df-s10抗滴落剂;
[0060]
偶氮二甲酸钡化学发泡剂:1.5份;
[0061]
成核剂:0.5份,德国布吕格曼公司的p250;
[0062]
润滑剂:0.5份,上海奥科化学品有限公司的硬脂酸钙。
[0063]
对比例1
[0064]
一种用于生产电缆缆芯中聚碳酸酯骨架的组合物,包括如下重量份的原料:
[0065]
pc:100.0份,韩国陶氏聚碳酸酯有限公司的pc 201-15;
[0066]
pet回料:10.0份;
[0067]
bps阻燃剂:8.0份,沈阳正兴材料有限公司的bps
–
301;
[0068]
抗滴落剂:1.0份,广州宝久化工科技有限公司的df-s10抗滴落剂;
[0069]
润滑剂:0.5份,上海奥科化学品有限公司的硬脂酸钙。
[0070]
本发明以hsyv-6 4
×2×
0.57电缆为例,如图1所示。采用上述实施例1或实施例2制得的十字形聚碳酸酯料骨架,可减小骨架尺寸,其直径d为5.0mm,厚度t为0.5mm。用聚碳酸酯十字形骨架生产数据缆,4个线对的最大线对绞合节距控制在16mm以下,最小线对绞合节距控制在11mm以下,4个线对的平均绞合节距提高了15%,换言之,绞合生产效率因此提高15%;电缆聚氯乙烯护套采用燃烧性能达到垂直v-1级别、氧指数不低于28的普通阻燃pvc护套料即可,护套厚度从0.75mm降低为0.63mm,电缆外径从7.0mm降低为6.5mm。在电缆性能测试中,电缆在频率250mhz上,线对近端串音衰减功率和(ps next)最小值为38.0db,等电平远端串音衰减功率和(ps acr-f)最小值为19.3db/100m,衰减为31.0db/100m。
[0071]
传统十字型骨架(材料为本色高密度聚乙烯,实心结构)中,其骨架直径d为5.3mm,厚度t为0.7mm。在电缆弯曲试验中,能观察到骨架明显变形,4个被隔开的线对彼此间的距离发生变化。为了满足电缆串音性能合格,不得不将4个线对的最大线对绞合节距控制在14mm以下,最小线对绞合节距控制在9mm以下,这样得到的电缆在频率250mhz上的关键传输性能方可维持以下水平:线对近端串音衰减功率和(ps next)为36.5db,等电平远端串音衰
减功率和(ps el fext)为18.0db/100m,衰减为32.1db/100m,刚好满足标准要求;而为了使得电缆阻燃水平达到在燃烧试验中通过单根绝缘电线电缆火焰垂直蔓延试验,电缆聚氯乙烯(pvc)护套必须采用阻燃性能达到垂直v-0级别、氧指数不低于38的高阻燃pvc护套料,且护套厚度为0.75mm。最后得到的电缆外径为7.0mm。
[0072]
因此,本发明与传统十字形骨架电缆相比,其串音性能和衰减性能较传统十字形骨架电缆有明显改善。
[0073]
对比例1采用实心挤塑工艺得到聚碳酸酯骨架,骨架尺寸、线对绞合节距、护套厚度等和实施例2、实施例1生产的电缆相同,则可看到电缆串音性能基本不变,即与传统骨架相比有明显改善;但电缆衰减并无明显改进。这说明骨架化学发泡不但可降低电缆重量并节约材料,对电缆衰减也有一定的改善作用。
[0074]
以上说明书中描述的只是本发明的具体实施方式,各种举例说明不对本发明的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离发明的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1