高强度高耐磨易成型PA66材料及其制备方法、冰箱门铰链与流程
高强度高耐磨易成型pa66材料及其制备方法、冰箱门铰链
技术领域
1.本发明属于高分子材料技术领域,尤其涉及一种高强度高耐磨易成型pa66材料及其制备方法、冰箱门铰链。
背景技术:
2.增强聚己二酸己二胺(pa66)复合材料采用注塑成型,与金属相比,具有密度更低、更容易加工成复杂结构、回收更简单、回收能耗更低的优点。由于其具有优异的力学性能、抗疲劳性、耐热性、尺寸稳定性、电气性能、耐化学性以及自润滑性,被广泛应用于家电、汽车、航空航天、机械制造、国防军工等诸多领域。传统方法得到的增强pa66材料流动性差,不利于注塑成型,制品表面粗糙,耐磨性能差,且强度不足,不能满足高强度结构件的要求,这就限制了该材料的应用范围。
3.目前,为提高pa66材料的强度、耐磨性等,多采用在共混改性过程中添加高含量增强纤维和耐磨剂,但采用上述技术方案时pa66基料含量少,在共混挤出造粒过程中会出现机器扭矩过大、断条、切粒粉末多、含水量大不易烘干等问题,进而影响产品品质,且上述方案得到的pa66材料,极大的降低了材料的流动性,这就对注塑工艺控制和制件品质产生诸多不良影响,如材料不易干燥将造成外观不良、制件易开裂等问题,而流动性下降则需要更高的注塑温度易造成材料降解,也不利于复杂制件的成型等。
4.对于冰箱门铰链、冷柜、洗衣机等结构性部件,对强度、耐磨性有较高要求,目前该类型部件均采用钢材或铝合金等金属制品,采用冲压成型工艺,密度大,成本高,制品结构单一且回收再利用困难,不符合低碳环保要求。
5.因此,提供一种高强度高耐磨易成型pa66材料,可代替钢、铝合金等金属材质,应用于但不限于冰箱门铰链等结构部件,成为本领域技术人员亟需解决的问题。
技术实现要素:
6.本发明针对目前技术制备的高填充量增强耐磨pa66在共混挤出时加工性差,流动性差,不利于注塑成型,且制品表面粗糙,耐磨性能差及强度不足的技术问题,提出一种具有加工性好、高强度、高耐磨、易成型优点的高强度高耐磨易成型增强pa66材料,可满足耐磨结构部件的使用要求,实现以塑代钢,降低成本,减少碳排放,优化结构设计,可应用于冰箱、冷柜、洗衣机等家电需要高强度、高耐磨的结构性部件。
7.为了达到上述目的,本发明采用的技术方案为:一种高强度高耐磨易成型pa66材料,由增强母粒和耐磨母粒组成,其中,
8.所述增强母粒,按质量分数,由以下组分组成:pa66树脂30%-60%,增强纤维40%-65%,流动改性剂0.3%-2%,偶联剂0.2%-1%,成核剂0.1%-0.5%和抗氧剂ⅰ0.3%-1%;
9.所述耐磨母粒,按质量分数,由以下组分组成:聚乙烯20%-50%,耐磨剂50%-80%,过氧化二异丙苯0.03%-1%,马来酸酐1%-5%和抗氧剂ⅱ0.3%-1%。
10.在其中一些实施例中,按质量分数,增强母粒为70%-90%,耐磨母粒为10%-30%。
11.在其中一些实施例中,所述流动改性剂为聚酰胺-胺型树枝状大分子、硅酮、n,n’-乙撑双硬脂酰胺、改性乙撑双硬脂酰胺、季戊四醇硬脂酸酯、硬脂酸盐和二元有机酸中的至少一种。
12.在其中一些实施例中,成核剂为滑石粉、碳酸钙、二氧化硅、氧化钙、氧化镁、氧化锌、高岭土、蒙脱土、钛酸钾晶须、硫酸钙、苯甲酸盐、芳基磺酸盐、羧酸钙盐、双(对叔丁基苯甲酸)羧基铝中的至少一种。
13.在其中一些实施例中,所述聚乙烯为高分子量聚乙烯、超高分子量聚乙烯中的至少一种。
14.在其中一些实施例中,所述耐磨剂为聚四氟乙烯、二硫化钼、石墨、碳纳米管和云母中的至少一种。
15.上述高强度高耐磨易成型pa66材料的制备方法,包括制备增强母粒步骤,具体包括:
16.将pa66树脂和偶联剂加入到高速混合机中,转速设置为300-600rpm,搅拌混合1-3min,得到pa66与偶联剂的混合物;
17.将流动改性剂、成核剂和抗氧剂ⅰ加入到高速混合机中,与上述混合物继续混合,高速混合机的转速设置为300-600rpm,搅拌混合2-6min,使物料混合均匀;
18.将混合好的物料和增强纤维分别加入到双螺杆挤出机中,双螺杆挤出机的温度设置为180-280℃,转速设置为250-600rpm,中等剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥,得到增强母粒。
19.在其中一些实施例中,高强度高耐磨易成型pa66材料的制备方法,包括制备耐磨母粒步骤,具体包括:
20.将聚乙烯、过氧化二异丙苯、马来酸酐和抗氧剂ⅱ加入到高速混合机中,高速混合机的转速设置为300-600rpm,搅拌混合1-3min,使物料混合均匀;
21.将混合好的物料和耐磨剂分别加入到双螺杆挤出机中,双螺杆挤出机的温度设置为160-250℃,转速设置为250-600rpm,强剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥,得到耐磨母粒。
22.在其中一些实施例中,高强度高耐磨易成型pa66材料的制备方法,还包括增强母粒和耐磨母粒共混注塑步骤,具体包括:
23.按上述质量分数配比,将增强母粒与耐磨母粒加入到混料锅中,混料锅的转速设置为100-600rpm,使物料混合均匀,得到高强度高耐磨pa66,然后在100-140℃条件下干燥2-6h,将上述干燥物料加入到注塑机注塑成型,得到高强度高耐磨易成型pa66材料。
24.本发明还提供了一种冰箱门铰链,采用上述高强度高耐磨易成型pa66材料制备得到。
25.与现有技术相比,本发明的优点和积极效果在于:
26.(1)现有制备方法得到的pa66材料复合材料,在耐磨性、流动性和强度性能等方面不能兼顾,机械性能也达不到以塑代钢的要求,而本发明采用分别制备增强母粒与耐磨母粒,然后将两种母粒烘干均化直接注塑得到高强度高耐磨易成型pa66材料的技术方案,能
够解决制备pa66复合材料时由于高填充纤维增强、高耐磨剂添加造成的不易挤出、加工性能差等问题,同时,可根据具体制件使用环境对其性能要求的不同,灵活变更增强母粒与耐磨母粒配比,实现材料的高性价比。
27.(2)本发明得到的高强度高耐磨易成型pa66材料,具有加工性好、高强度、高耐磨、易成型的优点,可实现替代金属,可代替钢、铝合金等金属材质,应用于冰箱、冷柜、洗衣机等家电需要高强度、高耐磨的结构性部件,例如可应用于冰箱门铰链等结构部件。
28.(3)本发明制备增强母粒时添加流动改性剂、成核剂和偶联剂,通过各原料的协同作用,使制得的增强母粒的强度和流动性得到提高。
29.(4)本发明制备耐磨母粒时以聚乙烯为基体,具有增韧效果,能够提高材料的耐冲击性、弯曲挠度和回弹性,防止在使用过程中出现断裂、开裂等问题;通过对聚乙烯采用熔融接枝马来酸酐技术方案,提高了pa66-pe-耐磨剂间的相容性,有效地提高了材料的强度和耐磨性。
具体实施方式
30.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本发明实施例提供了一种高强度高耐磨易成型pa66材料,按质量分数,由70%-90%增强母粒和10%-30%耐磨母粒组成。
32.其中,增强母粒,按质量分数,由以下组分组成:pa66树脂30%-60%,增强纤维40%-65%,流动改性剂0.3%-2%,偶联剂0.2%-1%,成核剂0.1%-0.5%和抗氧剂ⅰ0.3%-1%;
33.耐磨母粒,按质量分数,由以下组分组成:聚乙烯20%-50%,耐磨剂50%-80%,过氧化二异丙苯(dcp)0.03%-1%,马来酸酐1%-5%,抗氧剂ⅱ0.3%-1%。
34.在本发明增强母粒的上述原料组分中,pa66树脂的相对粘度为2.4-3.8,熔点为250-280℃。
35.增强纤维为玻璃纤维、碳纤维和芳纶中的至少一种,其中,加入增强纤维的作用是提高材料的强度,玻璃纤维优选为短切玻璃纤维或连续玻璃纤维,碳纤维优选为连续碳纤维。
36.流动改性剂为聚酰胺-胺型树枝状大分子(威海晨源公司的cyd系列、武汉超支化公司的hyper系列)、硅酮、n,n’-乙撑双硬脂酰胺(ebs)、改性乙撑双硬脂酰胺(taf)、季戊四醇硬脂酸酯(pets)、硬脂酸盐、二元有机酸中的至少一种。
37.偶联剂为硅烷偶联剂、酞酸酯偶联剂中的至少一种。
38.成核剂为滑石粉、碳酸钙、二氧化硅、氧化钙、氧化镁、氧化锌、高岭土、蒙脱土、钛酸钾晶须、硫酸钙、苯甲酸盐、芳基磺酸盐、羧酸钙盐、双(对叔丁基苯甲酸)羧基铝中的至少一种。
39.抗氧剂ⅰ为酚类抗氧剂、亚磷酸酯类抗氧剂、受阻胺类抗氧剂中的至少一种。
40.由于pa66熔体粘度高,酰胺键极容易形成氢键,阻碍分子链滑移,导致pa66基体树
脂流动性变差,在注塑成型时,不利于增强纤维沿着熔体流动方向取向,使得增强纤维无规律排列,得到的pa66材料的性能差;而且,pa66为结晶型聚合物,制件在模腔内冷却时会结晶,这些晶粒主要以增强纤维为核心进行生长(异相成核机理),紧紧包裹住纤维,从而增加纤维从基体中拔出的强度。但是,仅靠pa66自发结晶,形成的晶粒大小不一,且完成结晶的时间长,这就导致晶粒与纤维的包覆强度不足,影响材料性能。另外,增强纤维如玻璃纤维、碳纤维,表面能高,树脂对其浸润性差,两者结合力弱,导致性能差。
41.因而,本发明还加入流动改性剂,通过破坏酰胺基团之间的氢键,有助于尼龙分子链间的滑移,降低熔体粘度,从而提高其流动性,有助于增强纤维沿着熔体流动方向取向,提高材料的强度;同时可降低熔体压力,在熔融共混挤出过程中降低主机电流,利于提高填料的含量,提高加工性能;而且,流动性的提高利于增强纤维在基体的分散,防止玻纤团聚,使得材料的强度提高;此外,具有优良流动性的尼龙材料,有利于注塑成型,提高制件厚度的均匀性和尺寸稳定性,加快成型速率。成核剂通过异相成核机理,诱导pa66结晶,加快尼龙分子成核速率、细化晶粒,提高pa66的结晶速率和绝对结晶率,使得pa66更加快速且更多的形成大小均一的小晶粒,这些小晶粒可紧紧的包覆增强纤维,提高纤维从基体中剥离的拔出强度,进而提高材料的强度。而偶联剂通过降低增强纤维表面的自由能,并在表面形成活性反应基团,助力于pa66基体对玻纤的浸润,提高树脂与纤维的结合强度,可提高增强纤维与pa66树脂的相容性,在树脂与增强纤维间起到桥连的作用,提高两者的结合强度,从而提高材料的强度。因此,在制备增强母粒时通过添加流动改性剂、成核剂和偶联剂,各原料之间能够相互配合协同,共同提高材料的强度。
42.在本发明耐磨母粒的上述原料组分中,采用包容性和耐磨性强的聚乙烯为基体,可填充大量的耐磨剂粉末以及防止材料刚性过强导致的挠度降低,造成制件受力开裂问题,并方便根据使用环境调节配比,优选为高分子量聚乙烯(hdpe)、超高分子量聚乙烯(uhmwpe)中的至少一种。聚乙烯的加入有增韧效果,其增韧机理是聚乙烯在pa66基体中作为分散相,pa66为连续相,两相之间存在界面层,在界面层中聚乙烯与pa66的分子链相互扩散,马来酸酐基团可以降低界面的张力,促进相分散。根据银纹-剪切带理论,聚乙烯作为应力集中分别主要诱发大量的银纹和剪切带,并控制银纹的发展,使银纹及时终止,使得银纹无法扩展成裂纹。从而外界对材料的冲击能量可通过银纹或者剪切带的形成而被耗散,使材料的抗冲击性能明显提高。为提高耐磨母粒与增强母粒的相容性,在制备耐磨母粒时对聚乙烯采用熔融接枝马来酸酐技术方案,催化剂采用过氧化二异丙苯(dcp)。
43.耐磨剂为聚四氟乙烯(ptfe)、二硫化钼(mos2)、石墨、碳纳米管、云母中的至少一种;马来酸酐为市售购得。
44.市面上购买的马来酸酐接枝聚乙烯接枝率基本在0.8-1.0%,本发明采用反应挤出的方法进行原位接枝反应,由于马来酸酐是强极性反应性基团,能够使材料具有高的极性和反应性,可提高聚乙烯与耐磨剂的相容性。在制备耐磨母粒后,仍有游离的马来酸酐单体,在注塑过程中受到残留过氧化二异丙苯催化可进一步实现接枝,将会接枝到pe或pa66基体上,生成pe-g-mah、pa66-g-mah,可提高聚乙烯(未接枝)、pa66、耐磨剂、增强纤维四者的的相容性,进而提高材料的强度和耐磨性。
45.抗氧剂ⅱ为酚类抗氧剂、亚磷酸酯类抗氧剂、受阻胺类抗氧剂中的至少一种。
46.本发明上述高强度高耐磨易成型pa66材料的制备方法,包括原料准备、制备增强
母粒、制备耐磨母粒和增强母粒和耐磨母粒共混注塑步骤。
47.其中,制备增强母粒步骤具体包括:
48.将pa66、偶联剂加入到高速混合机中,转速设置为300-600rpm,搅拌混合1-3min,使得偶联剂均匀的黏附到pa66颗粒上,得到pa66与偶联剂的混合物;
49.将流动改性剂、成核剂、抗氧剂ⅰ加入到高速混合机中,与pa66与偶联剂的混合物进行混合,转速设置为300-600rpm,搅拌混合2-6min,使上述物料组分混合均匀;
50.将混合好的物料和增强纤维分别加入到双螺杆挤出机中,其中,混合好的原料通过计量料斗加入,短切玻璃纤维通过侧喂计量料斗加入,连续玻璃纤维、连续碳纤维、芳纶通过双螺杆挤出机的排气口加入,温度设置为180-280℃,转速设置为250-600rpm,为避免纤维在挤出过程中被剪切过碎,采用中等剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥得到增强pa66母粒。
51.本发明实施例在增强母粒制备步骤中,通过上述温度和转速设置,能够避免由于挤出温度过低,导致基料塑化不良,造成基料与增强纤维之间摩擦剪切,加之螺杆对纤维的剪切,造成纤维破碎,使保留长度过短,材料性能下降;能够避免由于转速过高带来的螺杆对纤维剪切加强,造成纤维保留长度变短,材料性能下降。
52.制备耐磨母粒步骤具体包括:
53.将聚乙烯、过氧化二异丙苯、马来酸酐、抗氧剂ⅱ加入到高速混合机中,转速设置为300-600rpm,搅拌混合1-3min,使其混合均匀;
54.将混合好的物料和耐磨剂分别加入到双螺杆挤出机中,其中,混合好的物料通过计量料斗加入,耐磨剂通过侧喂计量料斗加入,双螺杆挤出机的温度设置为160-250℃,转速设置为250-600rpm,为提高聚乙烯与马来酸酐的接枝反应速率和接枝率,采用强剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥得到耐磨母粒。
55.增强母粒和耐磨母粒共混注塑步骤具体包括:
56.按一定质量分数配比,将增强pa66母粒与耐磨母粒加入到混料锅中,转速设置为100-600rpm,混合均匀,得到高强度高耐磨pa66,在100-140℃条件下干燥2-6h,加入到注塑机注塑成型即可得到高强度高耐磨易成型pa66材料。
57.由于将原料直接进行熔融共混制备高填充量pa66制备过程中,由于料条硬度大,且有许多空隙,会导致大量水分残留,进而导致注塑成型时产生气痕,甚至导致降解,切粒粉末过多,对挤出设备不友好,且会严重影响材料品质,增大损耗。本发明采用分别制备高流动增强pa66母粒与耐磨母粒,然后将两者烘干均化直接注塑的技术方案,可以根据具体使用环境对材料的性能要求,调整不同母粒的配比来实现,并可拓宽材料的应用范围,实现降低碳排放。
58.为了更清楚详细地介绍本发明实施例所提供的高强度高耐磨易成型pa66材料,下面将结合具体实施例进行描述。
59.其中,玻璃纤维为短切玻璃纤维;流动改性剂为聚酰胺-胺型树枝状大分子,优选牌号为威海晨源公司的cyd-701k;偶联剂为硅烷偶联剂,优选牌号为kh550;成核剂为羧酸钙盐成核剂,优选牌号为科莱恩cav102;抗氧剂ⅰ为亚磷酸酯类抗氧剂和酚类抗氧剂共用,其中亚磷酸酯类抗氧剂为抗氧剂9228,酚类抗氧剂为抗氧剂1098,抗氧剂1098与抗氧剂9228的配比为2:3;抗氧剂ⅱ与抗氧剂ⅰ的用料和配比相同,为抗氧剂1098与抗氧剂9228共
用,配比为2:3;聚乙烯为hdpe,优选牌号为sabic,m80063;耐磨剂为ptfe,优选牌号为大金氟化工l-5。
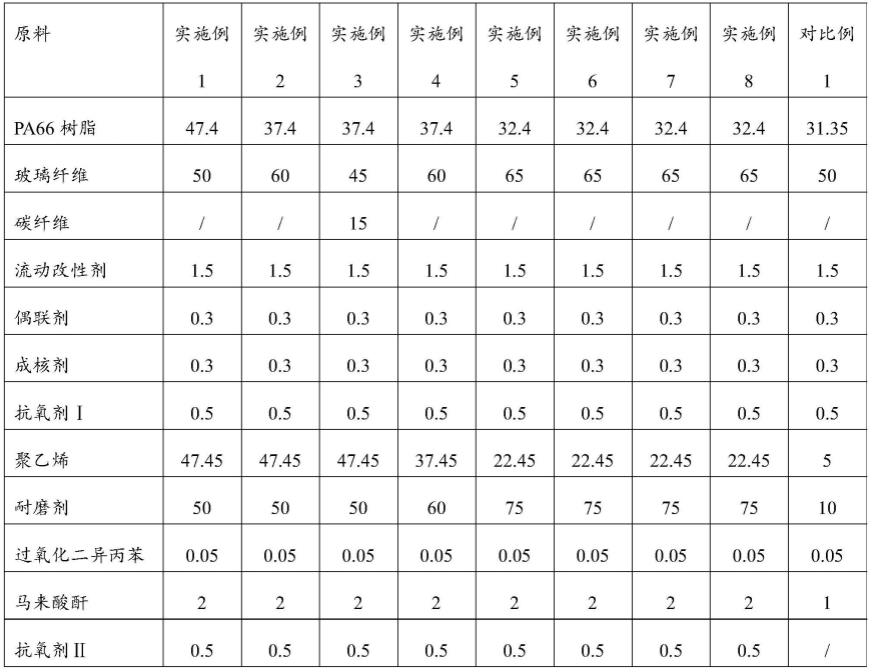
60.表1实施例1-8与对比例1原料组分质量分数表
[0061][0062]
实施例1
[0063]
本实施例高强度高耐磨易成型pa66材料的制备方法,具体包括以下步骤:
[0064]
1)原料准备
[0065]
按表1称取各原料组分备用;
[0066]
2)制备增强母粒
[0067]
将pa66、硅烷偶联剂加入到高速混合机中,设置转速为400rpm,搅拌混合3min;
[0068]
将聚酰胺-胺型树枝状大分子、羧酸钙盐成核剂以及抗氧剂1098与抗氧剂9228的混合物加入到高速混合机中,转速设置为400rpm,搅拌混合5min,使其混合均匀;
[0069]
将混合好的原料通过计量料斗加入到双螺杆挤出机中,短切玻璃纤维通过侧喂计量料斗加入,双螺杆挤出机的加工条件如下:一区温度180℃,二区温度240℃,三区温度260℃,四区温度260℃,五区温度275℃,六区温度280℃,七区温度270℃,八区温度265℃,九区温度260℃,十区温度260℃,模头温度280℃,转速设置为350rpm,中等剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥得到增强pa66母粒;
[0070]
3)制备耐磨母粒
[0071]
将聚乙烯、过氧化二异丙苯、马来酸酐以及抗氧剂1098与抗氧剂9228的混合物加入到高速混合机中,设置转速为400rpm,搅拌混合3min,使其混合均匀;
[0072]
将混合好的物料通过计量料斗加入到双螺杆挤出机中,耐磨剂通过侧喂计量料斗加入,双螺杆挤出机的加工条件如下:一区温度150℃,二区温度170℃,三区温度185℃,四
区温度185℃,五区温度195℃,六区温度235℃,七区温度230℃,八区温度230℃,九区温度230℃,十区温度230℃,模头温度230℃,转速设置为500rpm,强剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥得到耐磨母粒;
[0073]
4)制备高强度高耐磨易成型pa66材料
[0074]
将85%增强pa66母粒与15%耐磨母粒加入到混料锅中,设置转速为300rpm,混合均匀,得到高强度高耐磨pa66,然后在120℃条件下干燥4h,加入到注塑机注塑成型即可得到高强度高耐磨易成型pa66材料。
[0075]
实施例2
[0076]
实施例2的具体原料组分见表1所示。
[0077]
本实施例高强度高耐磨易成型pa66材料制备方法的具体步骤与实施例1相同。
[0078]
实施例3
[0079]
实施例3的具体原料组分见表1所示。
[0080]
本实施例制备增强母粒步骤中将混合好的原料通过计量料斗加入到双螺杆挤出机中,短切玻璃纤维通过侧喂计量料斗加入,碳纤维通过双螺杆挤出机的排气口加入,其余步骤与实施例1相同。
[0081]
实施例4
[0082]
实施例4的具体原料组分见表1所示。
[0083]
本实施例高强度高耐磨易成型pa66材料制备方法的具体步骤与实施例1相同。
[0084]
实施例5
[0085]
实施例5的具体原料组分见表1所示。
[0086]
本实施例高强度高耐磨易成型pa66材料制备方法的具体步骤与实施例1相同。
[0087]
实施例6
[0088]
实施例6的具体原料组分见表1所示。
[0089]
本实施例制备高强度高耐磨易成型pa66材料步骤中将70%增强pa66母粒与30%耐磨母粒加入到混料锅中,其余步骤与实施例1相同。
[0090]
实施例7
[0091]
实施例7的具体原料组分见表1所示。
[0092]
本实施例制备高强度高耐磨易成型pa66材料步骤中将90%增强pa66母粒与10%耐磨母粒加入到混料锅中,其余步骤与实施例1相同。
[0093]
实施例8
[0094]
实施例8的具体原料组分见表1所示。
[0095]
本实施例制备高强度高耐磨易成型pa66材料步骤中将80%增强pa66母粒与20%耐磨母粒加入到混料锅中,其余步骤与实施例1相同。
[0096]
对比例1
[0097]
本对比例pa66材料的制备方法,具体包括以下步骤:
[0098]
按表1称取各原料组分备用;
[0099]
将pa66、硅烷偶联剂加入到高速混合机中,设置转速为400rpm,搅拌混合3min;
[0100]
将除短切玻璃纤维外的其他原料加入到高速混合机中,转速设置为400rpm,搅拌混合5min,使其混合均匀;
[0101]
将混合好的原料通过计量料斗加入到双螺杆挤出机中,短切玻璃纤维通过侧喂计量料斗加入,双螺杆挤出机的加工条件如下:一区温度180℃,二区温度240℃,三区温度260℃,四区温度260℃,五区温度275℃,六区温度280℃,七区温度270℃,八区温度265℃,九区温度260℃,十区温度260℃,模头温度280℃,转速设置为350rpm,中等剪切强度,经过熔融共混、挤出拉条、冷却、风干、切粒、干燥得到增强pa66母粒。
[0102]
将实施例1-8和对比例1得到的pa66材料进行性能测试,详见表2。
[0103]
表2实施例1-8和对比例1得到的pa66材料性能测试数据表
[0104][0105]
由上可知,本发明技术方案是要制备一种pa66复合材料,具有高强度高耐磨易成型的特点,这就需要添加大量的增强纤维进行增强,加入大量的耐磨剂提高耐磨性,从而导致原料中pa66树脂含量较少,对比例1通过将耐磨剂、增强纤维采用一步法直接与pa66树脂共混挤出,使pa66无法完全包覆增强纤维与耐磨剂,造成料条存在大量孔隙,这些孔隙会在经过水槽冷却时吸收水分,造成料粒水分含量高,且不易烘干。而且,填充物多,加之pa66因异相成核机理,快速完成结晶行为,势必会造成料条硬而无韧性,表面硬度大,当受到切粒机的切刀剪切时,会产生很多无法使用只能废弃的料末,造成资源的浪费;此外,高填充量的加入,会造成挤出机扭矩过高,电流过载,损伤变速箱,一般的解决办法是通过减少总喂料量的方式降低扭矩,导致生产效率低。
[0106]
本发明实施例1-8中,通过采用分别制备增强母粒和耐磨母粒,然后将两者烘干均化直接注塑的方案,具体的,将耐磨剂单独与聚乙烯共混成耐磨母粒,这样就使得增强母粒中pa66含量提高,树脂对增强纤维的包覆性增加,在挤出的加压段有利于压实排出气体,使料条紧密无孔隙,在经过冷却水槽时由于减少了水的吸附,树脂含量高,硬度降低,在切粒时能够减少料末的生成;而且由于聚乙烯的熔体粘度低、对填充物包容性好,可以填充高含量的耐磨剂,以其为载体制备耐磨母粒,不会出现因高含量填充导致的上述问题,能够满足耐磨母粒捏合呈粒状的最低要求,方便耐磨母粒与增强母粒的混合。
[0107]
由表2性能测试数据表可知,实施例1-8采用本发明技术方案,得到的高强度高耐磨易成型pa66材料,流长比最高可达103,拉伸强度最高可达283mpa,弯曲强度最高可达
291mpa,弯曲模量最高可达22500mpa,弯曲挠度大于3mm,最高可达6mm,悬臂梁缺口冲击强度最高可达105j/m,质量磨损最小可达0.240g;与对比例1相比,在流长比、拉伸强度、弯曲强度、弯曲模量、弯曲挠度、悬臂梁缺口冲击强度等方面得到提升,在质量磨损方面明显减低。由此表明,本发明pa66材料在强度、耐磨性和加工性能等方面都显著提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1