一种轻质发动机盖板基材及其制备方法与流程
1.本发明属于材料技术领域,具体涉及一种轻质发动机盖板基材及其制备方法。
背景技术:
2.随着汽车发展、排放标准的提高及人们对汽车安全、燃油经济性的关注,安全、节能、环保已成为汽车研发的热点问题。汽车轻量化是指在成本限制的条件下,为满足汽车的安全性能,采用有效的设计方法,尽可能地降低汽车整体质量,从而起到提高汽车的动力性,减少燃料消耗,降低排气污染的作用。世界铝业协会的报告指出:汽车自重每减少10%,燃油消耗可降低6%~8%,排放降低5%~6%。而燃油消耗每减少1l,co2排放量减少2.45kg。燃油消耗量减少不仅有利于节约能源,也可有效减少污染物排放。汽车轻量化是实现节能减排和环保的重要手段和方法。
3.公开号为cn108841021a的中国专利公开了一种轻质隔音发动机盖板及其制备方法,所述轻质隔音发动机盖板由发动机骨架和包括在骨架外的涂层,所述发动机骨架包括相互独立包装的组分a、组分b、组分c和组分d;以酚原料100重量份为基准,其中:所述组份a包括:第一聚合物乳液10~30重量份、发泡剂0.6~10重量份;所述组份b包括:第二聚合物乳液5~30重量份、可溶性金属盐1~6重量份、扩链剂10~30重量份;所述组份c包括:酚原料100重量份、醛原料40~120重量份;所述组份d包括:有机溶剂200~400重量份、催化剂10~30重量份。该专利的发动机盖板虽然强度高、隔音效果好,但是其原料中添加了很多聚合物和高分子有机物导致发动机机盖板的质量较重重,而且原料和制备工艺也都比较复杂,不适合工业化生产。因此,开发一种轻质发动机盖板具有重要意义。
技术实现要素:
4.为了解决现有技术中存在的不足,本发明的目的是提供一种轻质发动机盖板基材及其制备方法。本发明通过添加改性后的空心玻璃微珠,改性后的空心玻璃微珠其自身的密度低、高分散性、易加工和高填充性能的优点,使发动机盖板基材具有质量轻的优异特性。
5.为了达到上述目的,本发明采用如下技术方案:
6.一种轻质发动机盖板基材,包括以下重量份数的原料:50-65份聚酰胺树脂,5-10份改性空心玻璃微珠,15-20份改性玻璃纤维,1-2份染色剂,3-5份马来酸酐接枝聚酰胺,0.3-0.6份抗氧化剂、0.3-0.6份润滑剂,1-3份阻燃剂。
7.进一步的,所述改性空心玻璃微珠是空心玻璃微珠通过偶联剂进行表面改性所得;所述改性玻璃纤维是玻璃纤维通过偶联剂进行表面改性所得。
8.进一步的,所述偶联剂为γ―甲基丙烯酰氧基丙基三甲氧基硅烷、γ―氨丙基三乙氧基硅烷、γ-巯丙基三甲氧基硅烷中的一种或者多种的组合。
9.进一步的,所述染色剂为聚酰胺染色剂、聚丙烯染色剂、聚乙烯染色剂、聚氯乙烯染色剂中的一种或者多种的组合。
10.进一步的,所述抗氧化剂为特丁基对苯二酚、丁基羟基茴香醚、植酸和抗坏血酸硬脂酸酯中的一种或者多种的组合。
11.进一步的,润滑剂包括单硬脂酸甘油酯、n,n-亚乙基双硬脂酸酰胺、乙烯基双硬脂酰胺、乙烯基硬脂酰胺以及聚硅氧烷中的至少一种。
12.进一步的,所述阻燃剂为十溴二苯乙烷、四溴双酚a环氧树脂齐聚物、溴化聚苯乙烯、聚溴化苯乙烯、二苯磷酸酯中的一种或者多种的组合。
13.进一步的,一种上述轻质发动机盖板基材的制备方法,包括以下步骤:
14.(1)通过偶联剂将空心玻璃微珠进行改性,然后将改性后的空心玻璃微珠置于干燥箱中进行干燥;
15.(2)通过偶联剂将玻璃纤维进行改性,然后将改性后的玻璃纤维置于干燥箱中进行干燥;
16.(3)称取适量的改性的空心玻璃微珠、改性的玻璃纤维、聚酰胺树脂、染色剂、马来酸酐接枝聚酰胺、抗氧化剂、润滑剂、阻燃剂混合均匀,并造粒制得含有空心玻璃微珠的母粒;
17.(4)将步骤(3)中所得的含有空心玻璃微珠的母粒加入注塑机中注塑成型,即得所述轻质发动机盖板基材。
18.进一步的,所述步骤(1)和(2)中干燥的温度为130-160℃,干燥时间为6-12h。
19.进一步的,所述步骤(4)中注塑成型的工艺为:注塑温度为230-280℃,注塑压力为50-100bar,注塑时间为1-2min。
20.与现有技术相比,本发明具备的积极有益效果在于:
21.(1)本发明的发动机盖板基材通过添加改性后的空心玻璃微珠,改性后的空心玻璃微珠其自身的密度低、高分散性、易加工和高填充性能的优点,使发动机盖板基材具有质量轻的优异特性,进而推动了汽车的节能减排和环保的实现;而且改性后的空心玻璃微珠表面形成了有机或无机的环氧/二氧化硅杂化层,增强了空心玻璃微珠与聚酰胺树脂的相容性及界面结合性能,再通过加入改性后的玻璃纤维能够弥补空心玻璃微珠加入后带来的材料机械性能降低的缺点,从而有效提升了发动机盖板基材的机械性能。
22.(2)本发明通过添加马来酸酐接枝聚酰胺,将改性后的空心玻璃微珠、改性后的玻璃纤维与聚酰胺树脂结合,提升了发动机盖板基材的拉伸强度、冲击强度以及稳定性,再通过抗氧化剂和阻燃剂的加入,还赋予发动机盖板基材优异的隔热性能,而且通过本发明各原料的协同作用,使得发动机盖板具有质量轻、优异的隔热性能和机械性能。
23.(3)本发明原料成本低,制备工艺简单,易加工,适合工业化生产。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合实施例对本发明的特征和性能作进一步的详细描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
25.实施例1
26.一种轻质发动机盖板基材,包括以下重量份数的原料:50份聚酰胺树脂,5份改性
空心玻璃微珠,15份改性玻璃纤维,1份聚酰胺染色剂,3份马来酸酐接枝聚酰胺,0.3份特丁基对苯二酚、0.3份单硬脂酸甘油酯,1份十溴二苯乙烷。
27.所述改性空心玻璃微珠是空心玻璃微珠通过偶联剂γ―甲基丙烯酰氧基丙基三甲氧基硅烷进行表面改性所得。
28.所述改性玻璃纤维是玻璃纤维通过偶联剂γ―甲基丙烯酰氧基丙基三甲氧基硅烷进行表面改性所得。
29.一种上述轻质发动机盖板基材的制备方法,包括以下步骤:
30.(1)通过偶联剂γ―甲基丙烯酰氧基丙基三甲氧基硅烷将空心玻璃微珠进行改性,然后将改性后的空心玻璃微珠置于130℃干燥箱中进行干燥12h;
31.(2)通过偶联剂γ―甲基丙烯酰氧基丙基三甲氧基硅烷将玻璃纤维进行改性,然后将改性后的玻璃纤维置于130℃干燥箱中进行干燥12h;
32.(3)按照上述重量份数称取空心玻璃微珠、改性的玻璃纤维、聚酰胺树脂、聚酰胺染色剂、马来酸酐接枝聚酰胺、特丁基对苯二酚、单硬脂酸甘油酯和十溴二苯乙烷混合均匀,并造粒制得含有空心玻璃微珠的母粒;
33.(4)将步骤(3)中所得的含有空心玻璃微珠的母粒加入注塑机中,在注塑温度为230℃,注塑压力为50bar的条件下注塑2min,即得所述轻质发动机盖板基材。
34.实施例2
35.一种轻质发动机盖板基材,包括以下重量份数的原料:55份聚酰胺树脂,5份改性空心玻璃微珠,17份改性玻璃纤维,2份聚丙烯染色剂,4份马来酸酐接枝聚酰胺,0.4份丁基羟基茴香醚、0.4份n,n-亚乙基双硬脂酸酰胺,2份四溴双酚a环氧树脂齐聚物。
36.所述改性空心玻璃微珠是空心玻璃微珠通过偶联剂γ―氨丙基三乙氧基硅烷进行表面改性所得。
37.所述改性玻璃纤维是玻璃纤维通过偶联剂γ―氨丙基三乙氧基硅烷进行表面改性所得。
38.一种上述轻质发动机盖板基材的制备方法,包括以下步骤:
39.(1)通过偶联剂将空心玻璃微珠进行改性,然后将改性后的空心玻璃微珠置于140℃干燥箱中进行干燥10h;
40.(2)通过偶联剂将玻璃纤维进行改性,然后将改性后的玻璃纤维置于140℃干燥箱中进行干燥10h;
41.(3)按照上述重量份数称取空心玻璃微珠、改性的玻璃纤维、聚酰胺树脂、聚丙烯染色剂、马来酸酐接枝聚酰胺、丁基羟基茴香醚、n,n-亚乙基双硬脂酸酰胺和四溴双酚a环氧树脂齐聚物混合均匀,并造粒制得含有空心玻璃微珠的母粒;
42.(4)将步骤(3)中所得的含有空心玻璃微珠的母粒加入注塑机中,在注塑温度为240℃,注塑压力为65bar的条件下注塑2min,即得所述轻质发动机盖板基材。
43.实施例3
44.一种轻质发动机盖板基材,包括以下重量份数的原料:58份聚酰胺树脂,7份改性空心玻璃微珠,18份改性玻璃纤维,1份聚乙烯染色剂,5份马来酸酐接枝聚酰胺,0.5份植酸、0.5份乙烯基双硬脂酰胺,3份溴化聚苯乙烯。
45.所述改性空心玻璃微珠是空心玻璃微珠通过偶联剂γ-巯丙基三甲氧基硅烷进行
表面改性所得。
46.所述改性玻璃纤维是玻璃纤维通过偶联剂γ-巯丙基三甲氧基硅烷进行表面改性所得。
47.一种上述轻质发动机盖板基材的制备方法,包括以下步骤:
48.(1)通过偶联剂将空心玻璃微珠进行改性,然后将改性后的空心玻璃微珠置于150℃干燥箱中进行干燥8h;
49.(2)通过偶联剂将玻璃纤维进行改性,然后将改性后的玻璃纤维置于150℃干燥箱中进行干燥8h;
50.(3)按照上述重量份数称取空心玻璃微珠、改性的玻璃纤维、聚酰胺树脂、聚乙烯染色剂、马来酸酐接枝聚酰胺、植酸、乙烯基双硬脂酰胺和溴化聚苯乙烯混合均匀,并造粒制得含有空心玻璃微珠的母粒;
51.(4)将步骤(3)中所得的含有空心玻璃微珠的母粒加入注塑机中,在注塑温度为250℃,注塑压力为80bar的条件下注塑1.5min,即得所述轻质发动机盖板基材。
52.实施例4
53.一种轻质发动机盖板基材,包括以下重量份数的原料:60份聚酰胺树脂,8份改性空心玻璃微珠,19份改性玻璃纤维,2份聚氯乙烯染色剂,4份马来酸酐接枝聚酰胺,0.5份抗坏血酸硬脂酸酯、0.5份乙烯基硬脂酰胺,2份聚溴化苯乙烯。
54.所述改性空心玻璃微珠是空心玻璃微珠通过偶联剂γ―甲基丙烯酰氧基丙基三甲氧基硅烷进行表面改性所得。
55.所述改性玻璃纤维是玻璃纤维通过偶联剂γ―甲基丙烯酰氧基丙基三甲氧基硅烷进行表面改性所得。
56.一种上述轻质发动机盖板基材的制备方法,包括以下步骤:
57.(1)通过偶联剂将空心玻璃微珠进行改性,然后将改性后的空心玻璃微珠置于160℃干燥箱中进行干燥6h;
58.(2)通过偶联剂将玻璃纤维进行改性,然后将改性后的玻璃纤维置于160℃干燥箱中进行干燥6h;
59.(3)按照上述重量份数称取空心玻璃微珠、改性的玻璃纤维、聚酰胺树脂、聚氯乙烯染色剂、马来酸酐接枝聚酰胺、抗坏血酸硬脂酸酯、乙烯基硬脂酰胺和聚溴化苯乙烯混合均匀,并造粒制得含有空心玻璃微珠的母粒;
60.(4)将步骤(3)中所得的含有空心玻璃微珠的母粒加入注塑机中,在注塑温度为260℃,注塑压力为90bar的条件下注塑1.5min,即得所述轻质发动机盖板基材。
61.实施例5
62.一种轻质发动机盖板基材,包括以下重量份数的原料:65份聚酰胺树脂,10份改性空心玻璃微珠,20份改性玻璃纤维,2份聚酰胺染色剂,5份马来酸酐接枝聚酰胺,0.6份抗坏血酸硬脂酸酯、0.6份聚硅氧烷,3份二苯磷酸酯。
63.所述改性空心玻璃微珠是空心玻璃微珠通过偶联剂γ-巯丙基三甲氧基硅烷进行表面改性所得。
64.所述改性玻璃纤维是玻璃纤维通过偶联剂γ-巯丙基三甲氧基硅烷进行表面改性所得。
65.一种上述轻质发动机盖板基材的制备方法,包括以下步骤:
66.(1)通过偶联剂将空心玻璃微珠进行改性,然后将改性后的空心玻璃微珠置于160℃干燥箱中进行干燥6h;
67.(2)通过偶联剂将玻璃纤维进行改性,然后将改性后的玻璃纤维置于160℃干燥箱中进行干燥6h;
68.(3)按照上述重量份数称取空心玻璃微珠、改性的玻璃纤维、聚酰胺树脂、聚酰胺染色剂、马来酸酐接枝聚酰胺、抗坏血酸硬脂酸酯、聚硅氧烷和二苯磷酸酯混合均匀,并造粒制得含有空心玻璃微珠的母粒;
69.(4)将步骤(3)中所得的含有空心玻璃微珠的母粒加入注塑机中,在注塑温度为280℃,注塑压力为100bar的条件下注塑1min,即得所述轻质发动机盖板基材。
70.对比例1
71.一种发动机盖板基材及其制备方法,除了未添加改性后的空心玻璃微珠之外,其他与实施例5完全相同。
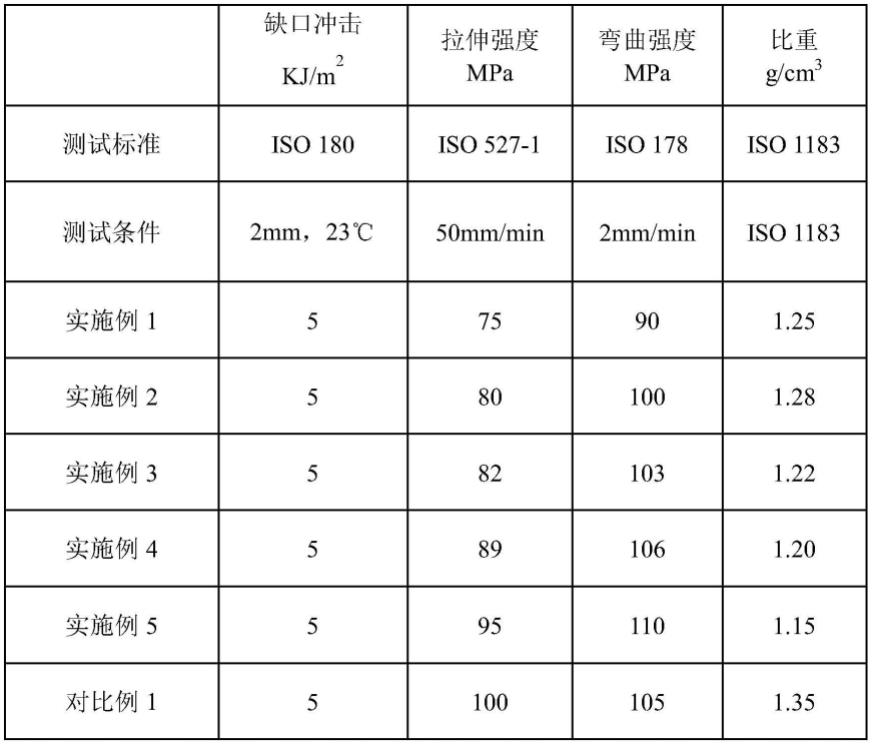
72.将实施例1-5与对比例1中制得的发动机盖板基材进行机械性能测试和比重测试,机械性能和比重测试的具体测试条件、标准以及具体的测试结果如表1所示。
73.表1实施例1-5与对比例1制得的发动机盖板基材的机械性能和比重测试结果
[0074][0075]
由表1中的数据可以看出,本发明实施例1-5由于添加了改性后的空心玻璃微珠,改性后的空心玻璃微珠表面形成了有机无机的环氧/二氧化硅杂化层,有效改善了空心玻璃微珠与聚酰胺树脂的相容性及界面结合性能,而且通过改性后的空心玻璃微珠其自身的
密度低、高分散性、易加工和高填充性能的优点,使发动机盖板基材具有质量轻的优异特性。
[0076]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1