表面光滑度和表面质量改善的热固性复合树脂组合物以及使用其制造模制品的方法与流程
1.本发明涉及一种复合树脂组合物(composite resin composition),其包含含有不饱和聚酯树脂和饱和聚酯树脂的热固性树脂、填料和加工性改进剂。更具体地,本发明涉及一种复合树脂组合物及使用其制造的模制品,该复合树脂组合物通过使用加工性改进剂改善热固性树脂和填料的相容性和浸渍性(impregnability),能够提供与常规的模制品(molded article)相比具有更低比重和改善的表面质量的模制品。
背景技术:
2.通常,汽车车身外板(exterior automotive body plate)是由热固性树脂组合物通过手糊成型(hand lay-up process)模制而成的凝胶涂层纤维增强塑料(gel-coated fiber-reinforced plastic),并且由于其制造方法及其材料的特点具有难以确保均匀质量、变色和刚性不足的问题。
3.为了解决这些问题,最近使用片状模塑料(sheet-molding compound,smc)模制工艺代替手糊成型。smc模制工艺包括用由不饱和聚酯树脂、固化剂和其他常规添加剂组成的热固性树脂组合物浸渍玻璃纤维,然后用液压机热压成型。
4.另一方面,考虑到与混合smc材料(blended smc materials)相关的大多数常规专利公开了具有高比重的材料这一事实,已经提出了能够制造具有相对低比重的模制品的smc材料相关专利,但是发现由此获得的模制品具有新的问题。
5.韩国专利特开公布第10-2019-0065245号涉及一种热固性复合树脂组合物和由其通过片状模塑料(smc)工艺制造的模制品。该专利的特征在于可以生产比重较低的车辆外板,但仍存在表面质量差导致涂层质量差的问题。
6.本技术背景技术部分所公开的上述信息仅用于增强对本发明背景的理解,因此可能包含不构成本国本领域普通技术人员已知的现有技术的信息。
技术实现要素:
7.本发明致力于解决与现有技术相关的上述问题,并且本发明的一个目的是提供一种与现有技术相比具有更低比重的smc模制品。
8.本发明的另一个目的是提供一种具有低比重以及由于其材料的优异表面质量而具有优异涂层质量的smc模制品。
9.本发明的另一个目的是提供一种具有改善的浸渍性的smc模制品。
10.本发明的目的不限于上述目的。本发明的其他目的将从以下描述中得到清楚地理解,并且能够通过权利要求及其组合中限定的方式来实现。
11.在一个方面,本发明提供了一种复合树脂组合物,其包括:热固性树脂、填料和加工性改进剂。
12.复合树脂组合物可以包括增稠剂、纤维增强材料(fiber-reinforcing material)
和添加剂。
13.复合树脂组合物可以包括:22重量%至28重量%的热固性树脂、34重量%至40重量%的填料、1重量%至2重量%的加工性改进剂、0.7重量%至1.5重量%的增稠剂、32重量%至38重量%的纤维增强材料和2重量%至3重量%的添加剂。
14.热固性树脂可以包括具有47%至50%的不饱和度的不饱和聚酯树脂和饱和聚酯树脂,该饱和聚酯树脂包括选自环氧树脂、聚醚砜(polyethersulfone,pes)、聚乙酸乙烯酯(pvac)、聚氨酯(pu)和它们的组合中的任何一种。
15.填料可以包括选自玻璃泡(glass bubble)、碳酸钙(caco3)、氢氧化铝(al(oh)3)和它们的组合中的任何一种。
16.加工性改进剂可以包括选自乙酸酯(acetates)、酸(acids)和它们的组合中的一种。
17.增稠剂可以包括氧化镁粉末(mgo糊)。
18.纤维增强材料可以包括玻璃纤维。
19.添加剂可以包括选自分散剂、抗离析剂(anti-separation agent)和它们的组合中的任何一种。
20.在另一方面,本发明提供一种制造模制品的方法,其包括由复合树脂组合物生产片材并将片材压入模具中。
21.在另一方面,本发明提供了一种通过该方法制造的模制品,该模制品的比重为1.30以下、拉伸强度为70mpa以上、长波度(long waviness,lw)为10以下并且综合因子(combined factor,cf)为68以上。
附图说明
22.现将参考本发明的在附图中示出的某些示例性实施方案来详细描述本发明的上述特征和其他特征,这些示例性实施方案在下文中仅通过说明的方式给出,因此并不是对本发明的限制,其中:
23.图1示出了实施例1中制造的smc试样的外观;
24.图2示出了比较例1中制造的smc试样的外观。
具体实施方式
25.上述目的,以及其他目的、特征和优点,将参照附图从以下优选实施方案中得到清楚地理解。然而,本发明不限于这些实施方案,并且可以以不同的形式实施。提出这些实施方案仅是为了提供对所公开的上下文的透彻和完整的理解,并向本领域技术人员充分告知本发明的技术概念。
26.将进一步理解,如“包括(comprise)”或“具有(has)”之类的术语,当在本说明书中使用时,指定所述特征、整数、步骤、操作、要素(element)、组件(component)或其组合的存在,但不排除一个或多个其他特征、整数、步骤、操作、要素、组件或其组合的存在或添加。此外,应当理解,当如层、膜、区域或基板(substrate)的元件(element)被称为“在(on)”另一个元件上时,它可以直接在另一个元件上,或者也可以存在中间元件。还应理解,当如层、膜、区域或基板的元件被称为在另一个元件“下方(under)”时,它可以直接在另一个元件下
方,或者也可以存在中间元件。
27.除非上下文另有明确说明,否则本说明书中使用的所有代表成分、反应条件、聚合物组成和混合物的量的数目、数量和/或表达式都是近似值,它们反映了在获得这些数据时固有地发生的各种测量不确定性数字等。出于这个原因,应该理解,在所有情况下,术语“约(about)”应该被理解为修饰所有这些数目、数量和/或表达式。此外,当在说明书中公开数值范围时,除非另有定义,否则这些范围是连续的,并且包括从最小值到最大值的所有数值,包括每个范围内的最大值。此外,当范围指整数时,除非另有定义,否则包括从最小值到最大值的所有整数,包括范围内的最大值。
28.应当理解,在本说明书中,当提及关于参数的范围时,该参数包括在该范围内公开的包括端点在内的所有数字。例如,“5至10”的范围包括5、6、7、8、9和10的数量,以及任意子范围,例如6至10、7至10、6至9和7至9的范围,以及落入该范围的适当整数之间的任何数量,例如5.5、6.5、7.5、5.5至8.5和6.5至9。此外,例如,“10%至30%”的范围包括包含如10%、11%、12%和13%以及30%的数目的所有整数,以及任何子范围,例如10%至15%、12%至18%或20%至30%,以及落入该范围内的适当整数之间的任何数目,例如10.5%、15.5%和25.5%。
29.本发明涉及一种复合树脂组合物,其包括含有不饱和聚酯树脂和饱和聚酯树脂的热固性树脂、填料和加工性改进剂,以及使用该复合树脂组合物制造模制品的方法,以及通过该方法制造的模制品。
30.以下,将对本发明的复合树脂组合物中所含的各成分进行说明,并将参照实验例和附图对使用该复合树脂组合物制造的模制品的特性进行说明。复合树脂组合物
31.本发明的复合树脂组合物包含热固性树脂、填料和加工性改进剂。还优选地,复合树脂组合物可以进一步包含增稠剂、纤维增强材料和添加剂。热固性树脂
32.本发明的热固性树脂包括不饱和聚酯树脂和饱和聚酯树脂。优选地,本发明的热固性树脂包括具有47%至50%的不饱和度的不饱和聚酯树脂和饱和聚酯树脂,该饱和聚酯树脂包括选自环氧树脂、聚醚砜(pes)、聚乙酸乙烯酯(pvac)、聚氨酯(pu)和它们的组合中的一种。
33.任何一种不饱和聚酯树脂都可以用作不饱和聚酯树脂,只要满足不饱和度即可,没有特别限制,本发明对其种类不作具体限定。
34.热固性树脂包括重量比为1:10至10:1的不饱和聚酯树脂和饱和聚酯树脂。
35.本发明的复合树脂组合物含有22重量%至28重量%的热固性树脂。当热固性树脂的含量低于22重量%时,由于浸渍不充分,可能无法生产片材,而当热固性树脂的含量高于28重量%时,由于填料的含量有所降低,可能与现有技术相比难以降低模制品的比重。填料
36.本发明的填料包括选自玻璃泡、碳酸钙(caco3)、氢氧化铝(al(oh)3)及它们的组合中的一种。
37.本发明的复合树脂组合物可以包含34重量%至40重量%的填料。当填料的含量低于34重量%时,模制品(molded product)的外观可能不理想,并且当填料的含量超过40重
量%时,可能无法生产片材。加工性改进剂
38.本发明的主要特征是通过在以超过现有技术的填料含量来增加填料含量同时,防止形成浸渍缺陷,来降低模制品的比重并改善外观。用于实现这些特征的一个成分是加工性改进剂。
39.本发明的加工性改进剂是被配置用于改善包含在本发明的热固性树脂中的不饱和聚酯树脂与填料的相容性的重要组分。即,加工性改进剂改善了填料与热固性树脂的相容性,提高了浸渍性,从而使填料的含量最大化,最终降低了模制品的比重,提高了模制品的表面质量。
40.加工性改进剂包括选自乙酸酯、酸及它们的组合中的一种。
41.乙酸酯优选包括选自乙酸正丁酯、2-甲氧基丙基乙酸酯、2-甲氧基-1-甲基乙基乙酸酯及它们的组合中的乙酸酯。
42.酸优选包括选自磷酸、十八烷酸、脂肪酸及它们的组合中的酸。
43.加工性改进剂包括能够与不饱和聚酯反应的反应性单体,并且反应性单体与热固性树脂中所含的不饱和聚酯树脂反应以改善不饱和聚酯与填料之间的相容性。
44.本发明的复合树脂组合物含有1重量%至2重量%的加工性改进剂。当加工性改进剂的含量低于1重量%时,不能改善热固性树脂和填料的相容性,而当它的含量高于2重量%时,可能由于复合树脂组合物的粘度降低而无法生产模制品。增稠剂
45.任何一种增稠剂都可以用作增稠剂而没有特别限制,只要它增加复合树脂组合物的粘度从而将液态复合树脂组合物转化为半固态树脂(semi-solid resin),并提高加工性能(processability)即可。增稠剂可以包括mgo、mg(oh)2、cao、ca(oh)2等,优选可以是氧化镁粉末(mgo糊),其使得能够有效地转化为半固态树脂。
46.本发明的复合树脂组合物包含0.7重量%至1.5重量%的增稠剂。纤维增强材料
47.在本发明中,当使填料的含量最大化以降低模制品的比重并实现高质量外观时,模制品的物理性能劣化。因此,为了防止模制品的刚性降低,必须使用纤维增强材料,并且可以使用碳纤维、硼纤维、玻璃纤维等,优选使用玻璃纤维。
48.本发明的复合树脂组合物可以包含32重量%至38重量%的纤维增强材料。当纤维增强材料的含量低于32重量%时,模制品的拉伸强度可能降低,当纤维增强材料的含量超过38重量%时,由于添加过多纤维增强材料,可能无法生产片材。添加剂
49.任何一种添加剂都可以用作添加剂而没有特别限制,只要它可以赋予复合树脂组合物例如改善分散性和防止离析(separation)的各种功能即可。本发明的复合树脂组合物可以进一步含有实现所需功能的添加剂,并且可以优选含有选自分散剂、抗离析剂及它们的组合中的一种。
50.本发明的复合树脂组合物可以包含2重量%至3重量%的添加剂。模制品制造方法
51.本发明的模制品以与制造smc(片状模塑料)模制品的一般方法相同的方式生产。
将复合树脂组合物共混、挤出并注射以制备片材,然后将该片材置于模具中,随后进行压缩成型(compression-molding)以生产模制品。
52.优选地,本发明的用于制造模制品的方法包括由复合树脂组合物生产片材并将片材压入模具中。模制品
53.通过本发明的用于制造模制品的方法使用复合树脂组合物制造模制品。如此制造的模制品的比重为1.30以下,拉伸强度为70mpa以上,长波度(lw)为10以下,并且综合因子(cf)为68以上。此处,lw是表面光滑度的数值,通过测量反射回表面的波长来确定。随着该值的减小,材料的表面粗糙度增加。cf是表面质量值,由主要表面质量因子(即光泽度(gloss)、透明度(clarity)和橘皮缺陷(orange peel)的组合确定。随着cf的增加,涂层质量也会提高。
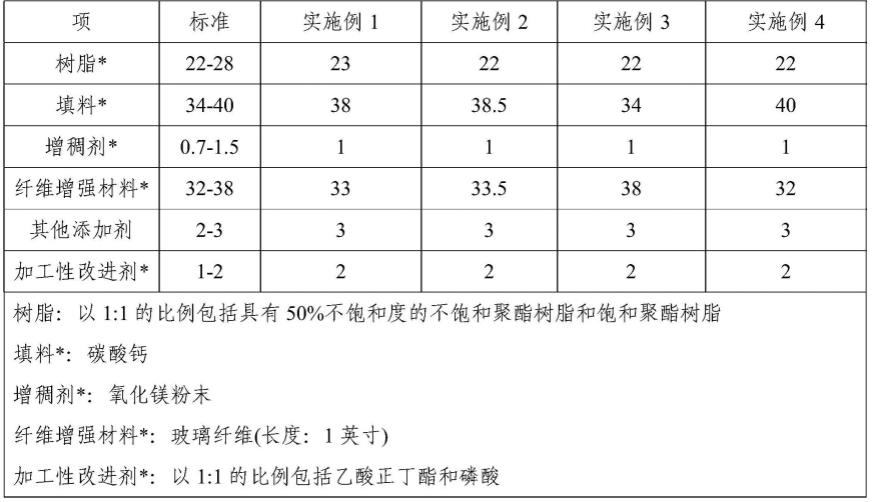
54.在下文中,将参考具体实例更详细地描述本发明。然而,提供以下实施例仅用于更好地理解本发明,因此不应被解释为限制本发明的范围。实施例1至实施例4
55.将热固性树脂、填料、增稠剂、纤维增强材料、其他添加剂和加工性改进剂以下表1中所示的量混合,并将所得混合物制备成片材,然后压入模具以制备实施例1至实施例4的试样。表1比较例1至比较例8
56.将热固性树脂、填料、增稠剂、纤维增强材料、其他添加剂和加工性改进剂以下表2和表3中所示的量混合,并将所得混合物制备成片材然后压入模具中以制备比较例1至比较例8的试样。但是,比较例中使用的用于各个成分的物质与实施例中使用的物质相同。表2项标准比较例1比较例2比较例3比较例4树脂*22-2831252121
填料*34-4030383938增稠剂*0.7-1.51111纤维增强材料*32-3835333435其他添加剂2-33333加工性改进剂*1-20022表3表3测量方法比重:astm d792纤维(g/f)含量:燃烧和洗涤后称重拉伸强度:astm d638外观(lw、cf):使用byk gardner的wave scan doi设备进行lw和cf测量
57.涂层粘附性(coating adhesion):通过用切割器(cutter)在粘附体(adherend)的涂层表面上以规则的间隔形成水平和垂直切口以产生块(blocks),并计算当胶带附接到块上然后从其上移除时涂层表面上损坏的块的数量来测量。根据iso 2409,基于100个块(10条水平线
×
10条垂直线)中脱离的(detached)块的数量确定粘附性。实验例
58.实施例和比较例中制备的试样的物理性质通过以下测量方法进行测量,对其质量进行评价,结果示出于下表4至表6中。测量方法比重:astm d792纤维(g/f)含量:燃烧和洗涤后称重拉伸强度:astm d638外观质量(lw、cf):使用byk gardner的wave scan doi进行lw和cf测量
59.涂层粘附性:通过用切割器在粘附体的涂层表面上以规则的间隔形成水平和垂直切口以产生块,并计算当胶带附接到块上然后从其上移除时涂层表面上损坏的块的数量来测量。根据iso 2409,基于100个块(10条水平线
×
10条垂直线)中分离的块的数量确定粘附性。表4
表5表6
60.从表4至表6的结果可以看出,所有的实施例都表现出优异的涂层粘附性,而所有的比较例都未能满足所需的水平。代表性地,实施例1和比较例1的涂层粘附性测试结果示出于图1和图2中。在图1(示出实施例1的试样的涂层粘附性)中,未发现破损块,而在图2(示出比较例1的试样的涂层粘附性)中,几乎所有的块都破损了。
61.可以看出,比较例1和比较例8表现出相对高的比重,而实施例的所有试样表现出低于1.30的低比重。
62.关于浸渍性,可以看出,当热固性树脂的含量不满足本发明要求的水平时,浸渍性差,另外,当纤维增强材料或填料的含量不满足本发明要求的水平时,浸渍性差。
63.从前述内容显而易见,本发明提供了一种与现有技术相比具有更低比重的smc模制品。
64.本发明提供了一种smc模制品,其具有低比重以及由于其材料的优异表面质量而改善的涂层质量。
65.本发明提供了一种具有改善的浸渍性的smc模制品。
66.本发明的效果不限于上述那些效果。应当理解,本发明的效果包括从本发明的描述中能够推断出的所有效果。
67.已经参考本发明的实施方案详细描述了本发明。然而,本领域技术人员将理解,在不偏离本发明的原理和精神的情况下,可以对实施方案进行改变,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1