一种双向拉伸防腐抗静电膜的制备方法与流程
1.本发明属于防腐抗静电膜材料技术领域,具体涉及一种双向拉伸防腐抗静电膜的制备方法。
背景技术:
2.塑料防腐膜最初的制备工艺是将缓蚀剂制成溶液,然后涂敷在塑料薄膜上,由于技术上的原因,使用效果很差。1980年zerust vci工艺取代了防锈油及防锈粉等传统防锈处理工艺,使金属、机电产品在运输、仓储过程中的防腐保护,达到了“干净、干燥、无腐蚀”的性能,具有省时、省工、无污染、节约综合成本等显著优点。金属零件在各道加工工序之间,在加工成成品后进入装配阶段之前,或成品零件在进人包装工序之前,往往都要有一段停留时间,在此期间如不对金属零件采取防锈措施,金属零件和元器件很容易生锈。许多金属产品在一个工厂加工后,还要运到另一个工厂进行加工、组装,如金属电子元器件,这个过程的运输期可能很长,远洋运输一般可达半年以上。同时还可以应用到武器装备保养,在运输期间金属产品可能会经历许多恶劣的环境,像高温、潮湿、海洋中的高盐空气侵蚀等。为了避免运输过程的金属腐蚀以及由此造成的经济损失。cn201410131590.1公开了一种钢卷的无油防锈包装方法,其使用的是高阻隔膜,对水蒸气和氧气 具有极低透过性的塑料薄膜,但不具备抗静电作用,需要抽气,放置片状干燥剂,操作繁琐,对形状和结构复杂的异形金属构件基本无法使用,且防腐时间有限,本领域技术人员亟待开发出一种双向拉伸防腐抗静电膜的制备方法以满足现有的应用市场和性能需求。
技术实现要素:
3.有鉴于此,本发明提供一种双向拉伸防腐抗静电膜的制备方法。
4.一种双向拉伸防腐抗静电膜的制备方法,包括以下步骤:第一步、制备防腐微胶囊:4%的明胶水溶液与同等浓度的阿拉伯胶水溶液以1∶1混合,加热至40~45℃,得到均匀的壁材溶液;以异辛醇为溶剂调配质量分数5~7%的抗静电防腐剂溶液,加入溶液质量0.2~0.3%的非离子型乳化剂,搅拌均匀作为芯材溶液;将芯材溶液倒入壁材溶液中,充分搅拌均匀,采用高速分散均质机均质后,-0.085mpa,40~45℃,干燥5h,过325目筛,得到抗静电防腐胶囊;第二步、聚丙烯气相防锈膜生产工艺流程:抗静电防腐胶囊、聚丙烯混合后经挤出机熔融塑化流延成膜,经冷却再双向拉伸热处理定型后收卷。
5.进一步的,其中第二步、所述防腐微胶囊占聚丙烯质量的0.5~1wt%。
6.进一步的,所述第一步的抗静电防腐剂为烷基水杨酸铬盐、烷基聚氧乙烯醚单硼酸酯或n-(3-十二烷氧基-2-羟基丙基)乙醇胺中的其中一种或多种。
7.进一步的,所述第一步、20~25℃下9000r/min,均质3次,每次5min。
8.进一步的,所述第二步双向拉伸热处理为纵向拉伸温度125~145℃、拉伸比4.5~6.0,横向拉伸温度160~170℃、拉伸比9.0~10.0,热处理温度170~180℃。
9.进一步的,所述第二步薄膜冷却温度12℃~18℃、螺杆转速28~32rpm/min、牵引速
度11~15m/min,薄膜厚度0.030mm,料筒一区230℃、料筒二区235℃、料筒三区250℃、料筒四区270℃适配器280、连接器280口模一区280℃、口模二区280℃、口模三区280℃。
10.1#冷却辊25~30℃,2#冷却器冷却水温为20~40℃。
11.本发明的有益效果:本发明制备抗静电防腐双功能胶囊,成分简单,无需涂布,抗静电防腐双功能胶囊在常温能够持续缓慢的气化、挥发出来的缓蚀气体吸附在裸露的金属表面,形成一个稳定保护膜,该保护膜能有效的防止氧气、湿气等因素对金属的腐蚀。抗静电防腐双功能胶囊持续挥出有效物质,降低水份的活性,抑制化学锈蚀。防腐膜由单层挤出流延形成,具有优越的防氧化和抗刺破性。气相防腐加速了金属表面钝化的进程,在汽车、航空航天、工程和重金属工业起到了重要的保护作用。用来保护对保质期有较高要求的零部件,防止零部件受到锈蚀,适应于多种金属材料及其制品的防锈保护,环保安全,使用简便,防锈效果好。
12.本发明相比现有技术具有如下优点:以往的防腐塑料膜或包装袋,只是隔绝氧气和水份,并不具备抗静电和防腐功能,本发明公开的双向拉伸防腐抗静电膜的制备方法做成相应大小的自封口,将被包装物品放入其中,封口即可。防腐期为1~2年。常温下,在空气中自动挥发气化,抗静电防腐剂气化形成的气态腐蚀粒子,自动附着在被保护的金属材料表面,形成保护粒子。该粒子会通过钝化或还原络合阴极、阳极不同的物理化学过程来实现对金属的缓蚀作用。所释放出的气态防锈粒子会充满在被包装金属制品之任何细微狭缝内,达到全面防锈抗静电效果。同时能够消除静电荷积累,同时挥发释放出气相缓蚀剂,可用于形状和结构复杂的异形防静电需求的金属电子产品、电器元器件的防腐包装。
具体实施方式
13.实施例1一种双向拉伸防腐抗静电膜的制备方法,包括以下步骤:第一步、制备防腐微胶囊:4%的明胶水溶液与同等浓度的阿拉伯胶水溶液以1∶1混合,加热至45℃,得到均匀的壁材溶液;以异辛醇为溶剂调配质量分数7%的抗静电防腐剂溶液,抗静电防腐剂为烷基水杨酸铬盐、烷基聚氧乙烯醚单硼酸酯质量比1∶1的混合物,加入溶液质量0.3%的非离子型乳化剂,搅拌均匀作为芯材溶液;将芯材溶液倒入壁材溶液中,充分搅拌均匀,采用高速分散均质机均质后,均质为25℃下9000r/min,均质3次,每次5min,-0.085mpa,45℃,干燥5h,过325目筛,得到抗静电防腐胶囊;第二步、聚丙烯气相防锈膜生产工艺流程:抗静电防腐胶囊、泉州石化h3080聚丙烯混合均匀后,抗静电防腐微胶囊占聚丙烯质量的1wt%,经挤出机熔融塑化流延成膜,经冷却再双向拉伸热处理定型后收卷,双向拉伸热处理为纵向拉伸温度145℃、拉伸比6.0,横向拉伸温度170℃、拉伸比10.0,热处理温度180℃,薄膜冷却温度18℃、螺杆转速32rpm/min、牵引速度15m/min,薄膜厚度0.030mm,料筒一区230℃、料筒二区235℃、料筒三区250℃、料筒四区270℃、适配器280℃、连接器280℃、口模一区280℃、口模二区280℃、口模三区280℃,1#冷却辊30℃,2#冷却器冷却水温为20℃。
14.产品:透明度(5号字母):字迹清楚易读;低温柔韧性:不分层、不龟裂、不撕裂;耐油性:不漏、不膨胀、不分层、不脆化 ;抗黏性:不粘连、不分层、不破裂,焊缝有抗水性参考jb/t 6067-1992气相防锈塑料薄膜技术条件。
15.实施例2一种双向拉伸防腐抗静电膜的制备方法,包括以下步骤:第一步、制备防腐微胶囊:4%的明胶水溶液与同等浓度的阿拉伯胶水溶液以1∶1混合,加热至40℃,得到均匀的壁材溶液;以异辛醇为溶剂调配质量分数5~7%的抗静电防腐剂溶液,抗静电防腐剂为烷基水杨酸铬盐、n-(3-十二烷氧基-2-羟基丙基)乙醇胺质量比1∶1的混合物,加入溶液质量0.3%的非离子型乳化剂,搅拌均匀作为芯材溶液;将芯材溶液倒入壁材溶液中,充分搅拌均匀,采用高速分散均质机均质后,均质为25℃下9000r/min,均质3次,每次5min,-0.085mpa,40℃,干燥5h,过325目筛,得到抗静电防腐胶囊;第二步、聚丙烯气相防锈膜生产工艺流程:抗静电防腐胶囊、泉州石化h3080聚丙烯混合均匀后,抗静电防腐微胶囊占聚丙烯质量的0.5~1wt%,经挤出机熔融塑化流延成膜,经冷却再双向拉伸热处理定型后收卷,双向拉伸热处理为纵向拉伸温度125℃、拉伸比6.0,横向拉伸温度170℃、拉伸比10.0,热处理温度170℃,薄膜冷却温度8℃、螺杆转速32rpm/min、牵引速度11m/min,薄膜厚度0.030mm,料筒一区230℃、料筒二区235℃、料筒三区250℃、料筒四区270℃适配器280℃、连接器280℃、口模一区280℃、口模二区280℃、口模三区280℃,1#冷却辊25℃,2#冷却器冷却水温为40℃。
16.产品:透明度(5号字母):字迹清楚易读;低温柔韧性:不分层、不龟裂、不撕裂;耐油性:不漏、不膨胀、不分层、不脆化 ;抗黏性:不粘连、不分层、不破裂,焊缝有抗水性参考jb/t 6067-1992气相防锈塑料薄膜技术条件。
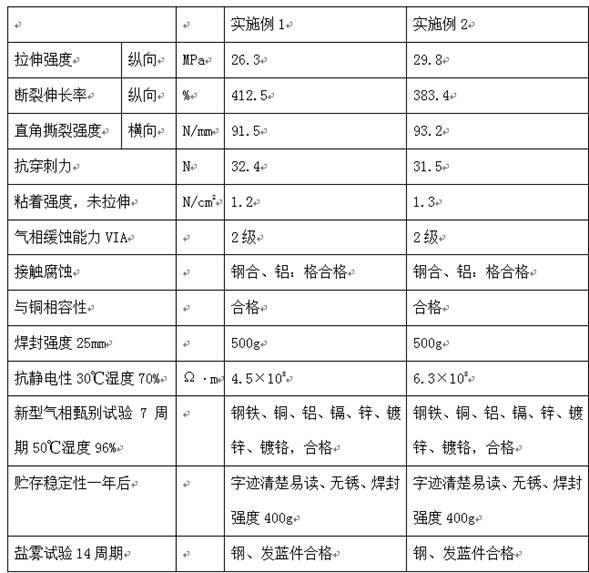
17.对实施例1~2的薄膜性能进行性能检测,检测结果见表1表1实施例实施例1~2的薄膜进行性能检测结果
注:参考以下标准和方法进行检测试样:取样方法在膜卷上取样,去掉表面五层,再裁取面积为2m2的样品两片:一片供性能检验;一片供留样。试验环境及试样预处理按gb/t2918中标准环境条件下进行试验,状态调节时间不少于4小时。厚度、长度及宽度测量厚度按gb/t6672的规定执行。测量仪器精度不低于0.001mm。长度及宽度测试按gb/t6673的规定执行。膜卷端面错位测量用游标卡尺进行测量,读数准确至0.01mm,测量3个点后取算术平均值。外观在自然光或灯光下目视检查。拉伸强度、断裂伸长率按gb/t1040.3的规定采用2型试样,宽度为15mm。不准裸手触摸试样表面,不准在试样上做标识,每一试样的内外两面均用一般书写纸进行分隔保护。并在分隔纸上标识试样的内外面和纵横向。试验时,拉力试验机钳口距离50mm,标距50mm,试验速度250mm/min。纵横向各成一组,每组试样不少于5个,取平均值,精确到0.1mpa。直角撕裂强度按qb/t1130的规定进行;防静电参考标准gjb2527-95。盐雾试验参考gjb150.11a-2009;新型气相甄别试验参考jb/t 4051.2-1999;焊封强度参考gjb2748-96,抗穿刺力按照bb/t0024规定进行;粘着强度见附录a气相缓蚀能力(via)按gb/t16267的规定进行;与铜相容性按gb/t16265规定进行,t3铜试片;接触腐蚀按gb/t16266的规定进行,钢20h结果:允许有5个以内(包括5个)φ≤1mm锈点;铝72h结果:无腐蚀。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1