一种油田矿井用高强度PVC塑钢护栏及其制备方法与流程
一种油田矿井用高强度pvc塑钢护栏及其制备方法
技术领域
1.本发明涉及护栏制备技术领域,具体涉及一种油田矿井用高强度pvc塑钢护栏及其制备方法。
背景技术:
2.油田矿井是为开采石油,按油田开发规划的布井系统所钻的孔眼,是石油由井底上升到井口的通道。为保证工作人员在油田矿井上的安全,在油田矿井上通常会安装有护栏。
3.现有技术中的油田矿井通常设置是室外,传统的金属护栏虽然强度大、稳定性好,但是由于长时间的暴露在油田环境中,金属护栏很容易发生锈蚀损坏,塑钢是一种以聚氯乙烯为主原料合成的pvc型材,其耐腐蚀、防火性好,但是现有的塑钢材料仅有以pvc为主原料的多种其他组份混合之后,经挤出机挤出成型,其内部并没有设置加强构件,塑钢材料的抗拉伸强度、断裂伸长率与缺口冲击强度有待进一步提高,且现有技术中缺少将加强构件埋置到塑钢护栏内并一体成型的装置,致使,内部含有加强结构的塑钢材料其加工周期长,生产速度慢。
4.针对此方面的技术缺陷,现提出一种解决方案。
技术实现要素:
5.本发明的目的在于提供一种油田矿井用高强度pvc塑钢护栏及其制备方法,用于解决现有技术中的塑钢护栏其抗拉伸强度、断裂伸长率与缺口冲击强有待进一步提高,应用在油田矿井现场中很容易损坏,耗损量大,塑钢护栏缺乏内置加强构件以及与塑钢材料一体成型的装置,致使塑钢材料加工周期长,生产速度慢的技术问题。
6.本发明的目的可以通过以下技术方案实现:
7.一种油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,所述塑钢管件由以下重量成分组成:pvc树脂150-200份、稳定剂3-5份、着色剂5-9份、发泡剂1-3份、填充剂40-60份、阻燃剂2-6份、耐磨剂1-3份、增强剂7-11份、加工助剂1-2份、润滑剂1-2份和防啃咬剂1-2份;
8.其中,塑钢管件的内部包裹有加强筋;
9.所述增强剂由以下重量份成分混合制成:尼龙66纤维100份、sio220份、三元乙丙橡胶10份、eva6份和γ-氨氧基(三乙氧基)硅烷1份。
10.进一步的,所述稳定剂为氧化锌、氧化镁中的一种组分或两种,所述润滑剂为硬脂酸、高熔点石蜡或聚乙烯蜡中的一种或多种,所述着色剂为钛白粉,所述发泡剂为偶氮二甲酰胺,所述填充剂为氧化钙或二氧化硅粉末,所述阻燃剂由聚磷酸铵十溴二苯乙烷和磷酸三苯酯按照重量比1:1:1.5混合制成,所述耐磨剂为α型三氧化二铝,所述加工助剂为邻苯二甲酸二(2-乙基己基)酯或邻苯二甲酸二丁酯中的一种,所述防啃剂为苄基二乙基[(2,6-二甲苯基氨基甲酰基)甲基]铵苯甲酸盐。
[0011]
进一步的,所述加强筋包括多根平行设置的主筋,相邻的两根主筋之间设有多个可折叠的辅筋,多个所述主筋的外壁均开设有与多个辅筋对应设置的收容槽,多个所述辅筋的两端分别延伸至多个收容槽的内侧并与收容槽的底部内壁铰接。
[0012]
一种油田矿井用高强度pvc塑钢护栏的制备方法,包括以下操作步骤:
[0013]
s1、按照重量份称取pvc树脂150-200份、稳定剂3-5份、着色剂5-9份、发泡剂1-3份、填充剂40-60份、阻燃剂2-6份、耐磨剂1-3份和增强剂7-11份、加工助剂1-2份、润滑剂1-2份和防啃咬剂1-2份,加入到成型装置的储料箱中,储料箱内部温度升高到180-200℃,搅拌1-2h,得到熔融液;
[0014]
s2、将束状的加强筋从输料口输入到成型腔室中,多个主筋分别的插入到多个导筋板的导筋槽中,使得多个主筋与辅筋展开,在成型腔室中形成笼状结构;
[0015]
s3、储料箱中熔融液经出料管输入到储料筒中,震动电机动作,使得储料筒中的熔融液高频震动,熔融液中的空气与熔融液分离从排气管排出,驱动机构驱动两个活塞板上下交错运动,不断的将熔融液从进料槽输送到成型腔室中,将成型腔室填满,从而将笼状的加强筋完全的包裹;
[0016]
s4、成型腔室中的熔融液冷却降温之后得到成型的棒状段,随着熔融液的不断进入,棒状段推动向内板外板靠近,经传动板传动驱动多个卡板向外板方向远离,进而使得外板与壳体分离,成型腔室的开口端打开,通过控制熔融液向成型腔室中输送的速率,对棒状段向壳体外部的输送速率进行控制,按照需要将输出的棒状段进行切断,得到塑钢管件成品。
[0017]
进一步的,所述成型装置包括操作板,所述操作板的顶部固接有壳体,所述壳体的内侧设有成型腔室,所述壳体的一端开设有输料口,成型腔室靠近输料口的一端安装有导筋机构,所述成型腔室的另一端设有阻挡机构,所述壳体上安装有储料箱和用于将储料箱中熔融液向成型腔室中输送的输送组件;
[0018]
所述输送组件包括固接在壳体两侧外壁的储料筒,所述储料箱的底部两端均套接有出料管,两个出料管的另一端分别与两个储料筒内侧顶部相连通,两个所述储料筒的顶部均安装有排气阀,且储料筒的外部安装有震动电机,两个所述储料筒内侧均设有与成型腔室相连通的进料槽,且储料筒的内侧安装有活塞板,所述壳体上安装有用于驱动两个活塞板交错运动的驱动机构。
[0019]
进一步的,所述导筋机构包括安装在成型腔室内侧的多个导筋板,多个导筋板相互远离的一侧均固接有连接板,多个所述连接板的另一端均与成型腔室的内侧壁固接,多个所述导筋板以成型腔室轴线为中心呈环形阵列设置,且多个导筋板相互靠近的一侧均设有与主筋相配合的导筋槽。
[0020]
进一步的,所述驱动机构包括固接在壳体顶部的外壳,所述外壳的内侧安装有传动块和用于驱动传动块转动的驱动电机,所述传动块的外部开设有倾斜设置的环形结构的传动槽,所述外壳的外部开设有两个对称设置的竖槽,所述驱动机构还包括两个l形结构的传动杆,两个所述传动杆的一端分别延伸至两个储料筒的内侧并与活塞板的顶部固接,两个所述传动杆的另一端分别贯穿两个竖槽延伸至传动槽的内侧并与传动槽滑接。
[0021]
进一步的,所述阻挡机构包括活动安装在成型腔室内侧的内板,所述内板的一侧外壁固接有多个导向柱,所述导向柱的外部套设有弹簧一,多个导向柱的外部活动套设有
外板,所述外板的一侧外壁与壳体的外壁抵接,且壳体上安装有多个与外板相配合的l形结构的卡板。
[0022]
进一步的,所述壳体的外壁开设有多个朝向成型腔室方向设置的滑槽,所述滑槽的内侧滑动安装有滑块,多个滑块相互远离的一侧外壁均固接有弹簧二,且多个滑块的一端均延伸至滑槽的外部并与卡板的外壁固接。
[0023]
进一步的,多个所述卡板相互靠近的一侧外壁均开设有楔形槽,所述外板的外侧壁上开设有与多个楔形槽对应设置的限位槽,多个所述导向柱的外部均固接有朝向楔形槽方向的传动板,多个所述传动板远离导向柱的一端均贯穿限位槽延伸至外板的外部并与楔形槽相互配合,且多个传动板远离外板的一侧均具有与楔形槽相配合的倾斜面。
[0024]
本发明具备下述有益效果:
[0025]
1、本发明的油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,通过对塑钢管件的原料成分进行改进,加入增强剂和在塑钢管件中设置的加强筋相配合,使得塑钢管件的拉伸强度达到85mpa,断裂伸长率达到115%,弯曲强度达到109mpa,缺口冲击强度达到100j/m,布氏硬度达到97n/mm2,较传统的普通塑钢管件,本发明提出的塑钢管件的拉伸强度提高了63.46%,断裂伸长率提高了38.55%,弯曲强度提高了34.57%,缺口冲击强度提高了16.09%,布氏硬度提高了14.46%。
[0026]
2、本发明的油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,通过向塑钢管件内埋置的加强筋,通过主筋、收容槽、辅筋相配合,能够将多个加强筋收敛成束状结构,有效的降低了加强筋的占地面积,方便将加强筋向成型腔室中输送,加强筋主要有塑钢纤维支撑,进一步的提高了加强筋与熔融液之间的粘合度。
[0027]
3、本发明的油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,通过塑钢管件的成型装置中的壳体、导筋机构与阻挡机构相互配合,能够将输送到成型腔室中的束状加强筋舒展开了,形成稳定的笼状结构,并对笼状的加强筋进行限位,保证多个主筋相对水平,阻挡机构由内板、外板与卡板等组成,能够对进入到成型腔室中的熔融液进行阻挡,保证进入到成型腔室中的熔融液将成型腔室充满,并在成型腔室中的熔融液凝固之后,熔融液向成型腔室加入,推动成型的棒状段向壳体的外部输送,按照长度设置将其切段之后,得到塑钢管件,使得含有加强筋的塑钢管件能够连续生产,提高生产速率。
[0028]
4、本本发明的油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,通过塑钢管件的成型装置中两个储料筒、振动电机、传动块相互配合,能够将储料筒中的熔融液中的空气与熔融液分离并排出,避免在熔融液中有空气导致塑钢管件的外表面形成坑坑洼洼的凹槽,熔融液通过活塞板升降,输入到成型腔室中或吸入到储料筒中,避免使用其他的辅助输送设备对熔融液进行输送。
附图说明
[0029]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0030]
图1为本发明中油田矿井用高强度pvc塑钢护栏的塑钢管件侧视剖面结构示意图;
[0031]
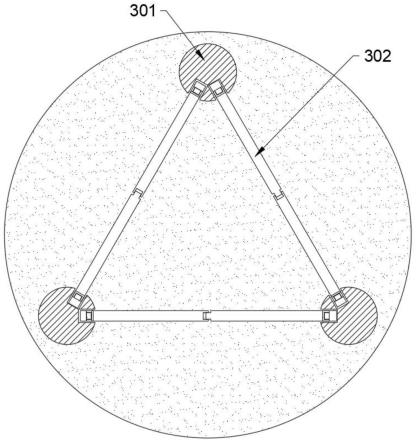
图2为本发明中塑钢管件内埋置的加强筋整体结构示意图;
[0032]
图3为本发明中图2的右视剖视结构示意图;
[0033]
图4为本发明中塑钢管件的成型装置整体结构示意图;
[0034]
图5为本发明中图4的右视剖视结构示意图;
[0035]
图6为本发明中图4的正视剖视结构示意图;
[0036]
图7为本发明图6中的a处放大结构示意图;
[0037]
图8为本发明图5中的传动块整体结构示意图;
[0038]
图9为本发明图7中的卡板整体结构示意图。
[0039]
图中:1、操作板;2、壳体;201、成型腔室;3、加强筋;301、主筋;302、收容槽;303、辅筋;4、导筋机构;401、导筋板;402、连接板;5、储料箱;501、出料管;6、输送组件;601、储料筒;602、进料槽;603、活塞板;604、外壳;605、传动块;606、驱动电机;607、传动槽;608、传动杆;609、震动电机;7、阻挡机构;701、内板;702、外板;703、导向柱;704、弹簧一;705、卡板;706、滑块;707、弹簧二;708、楔形槽;709、限位槽;710、传动板。
具体实施方式
[0040]
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0041]
实施例1
[0042]
请参阅图1-3,本实施例的一种油田矿井用高强度pvc塑钢护栏,加强筋3包括多根平行设置的主筋301,相邻的两根主筋301之间设有多个可折叠的辅筋303,多个主筋301的外壁均开设有与多个辅筋303对应设置的收容槽302,多个辅筋303的两端分别延伸至多个收容槽302的内侧并与收容槽302的底部内壁铰接。
[0043]
主筋301与辅筋303均由塑钢纤维按照以下操作步骤制成:按照重量份称取塑钢纤维100份、氧化镁2份、α型三氧化二铝3份、邻苯二甲酸二(2-乙基己基)酯1.5份和增强剂2份,置于加热釜中混合均匀,加热温度至190-200℃,保温0.5-1h,得到熔融状态的纤维溶液;将纤维溶液注入到模具中,经过冷却塑形,得到主筋301或辅筋303。主筋301的直径为1-1.5cm,辅筋303的直径为0.3-0.4cm,辅筋303的中间部位截断通过铰链轴连接,多根主筋301通过辅筋303连接成一个整体,在不使用时,多个辅筋303收叠在收容槽302的内侧,使得相邻的两个主筋301之间的外壁完全贴合,减小加强筋3的占用空间,在使用时,多个主筋301之间相互分离,辅筋302拉伸展开,形成笼状结构,从而起到加强pvc塑钢的强度的作用。
[0044]
实施例2
[0045]
本实施例用于解决现有技术中的塑钢管件中加入加强筋操作过程繁杂不连续,含加强筋的塑钢管件生产速度较低的问题。
[0046]
请参阅图4-6,本实施例的一种油田矿井用高强度pvc塑钢护栏的制备方法,成型装置包括操作板1,操作板1的顶部固接有壳体2,壳体2的内侧设有成型腔室201,壳体2的一端开设有输料口,成型腔室201靠近输料口的一端安装有导筋机构4,成型腔室201的另一端设有阻挡机构7,壳体2上安装有储料箱5和用于将储料箱5中熔融液向成型腔室201中输送
的输送组件6。
[0047]
未展开的加强筋3经过输料口进入到成型腔室201中,经过导筋机构4将多个主筋301分开,多个辅筋303展开,形成笼状结构,在输料口上设置有密封环,以防止熔融液从输料口排出,储料箱5的内侧转动安装有搅拌桨,储料箱5的顶部安装有用于驱动搅拌桨转动的电机,储料箱5的顶部套设有进料漏斗,在储料箱5的内壁上设置有用于对储料箱5中物料进行加热的加热丝,储料箱5的外壁设置有保温层,储料箱5中的物料经过搅拌、加热后,形成熔融液,经过输送组件6输送到成型腔室201中,由阻挡机构7对熔融液进行阻挡,将成型腔室201的内部空间填充满,在壳体2的侧壁上开设有中空夹层,壳体2的背面套接有与中空夹层相连通的输液管,方便将制冷液导入到中空夹层的内侧,对成型腔室201中的熔融液进行制冷,使得熔融液降温凝固与加强筋3凝结在一起,构成成型的棒状段,随着熔融液不断的进入,推动成型的棒状段向成型腔室201的开口端运动,将阻挡机构7打开,从成型腔室201的开口端输送到壳体2的外部,按照需要的长度将成型的棒状段进行切断,得到塑钢管件成品,实现对含有加强筋3的塑钢管件进行连续不断的生产,提高塑钢管件的生产速度。
[0048]
为能够将束状的加强筋3进入到壳体2内侧之后展开,导筋机构4包括安装在成型腔室201内侧的多个导筋板401,多个导筋板401相互远离的一侧均固接有连接板402,多个连接板402的另一端均与成型腔室201的内侧壁固接,多个导筋板401以成型腔室201轴线为中心呈环形阵列设置,且多个导筋板401相互靠近的一侧均设有与主筋301相配合的导筋槽。
[0049]
多个导筋板401均具有一个弧形的缓冲段,进入到壳体2内侧的多根主筋301分别的进入到多个导筋槽中形成与导筋槽滑接,从而将多个主筋301分开,使得加强筋3位于壳体2内侧的一端呈笼状结构。
[0050]
实施例3
[0051]
本实施例用于解决现有技术中的熔融液中容易有大量气泡,导致在塑钢管件的表面有气泡孔洞,塑钢管件的表面不光滑的问题。
[0052]
请参阅图5和图8,本实施例的一种油田矿井用高强度pvc塑钢护栏的制备方法,输送组件6包括固接在壳体2两侧外壁的储料筒601,储料箱5的底部两端均套接有出料管501,两个出料管501的另一端分别与两个储料筒601内侧顶部相连通,两个储料筒601的顶部均安装有排气阀,且储料筒601的外部安装有震动电机609,两个储料筒601内侧均设有与成型腔室201相连通的进料槽602,且储料筒601的内侧安装有活塞板603,壳体2上安装有用于驱动两个活塞板603交错运动的驱动机构。
[0053]
两个出料管501上均安装有熔融液向储料筒601方向运动的单向阀一(图未示),在两个进料槽602上均安装有熔融液向成型腔室201方向运动的单向阀二(图未示),进料槽602与出料管501的底部处于同一水平面上,且进料槽602的顶部和储料筒601的顶部内壁具有一段空间,储料箱5中的熔融液经过出料管501进入到储料筒601中,震动电机609启动,致使熔融液做高频率震动,促进熔融液中的空气与熔融液分离,并在重力的作用下空气汇集在储料筒601的内侧顶部,驱动机构驱动活塞板603向上运动时,推动熔融液向上运动,迫使空气经过排气阀排出,熔融液经进料槽602进入到成型腔室201中,避免塑钢管件的外壁上存留有大量的气泡导致塑钢管件表面不平整。
[0054]
为能够向成型腔室201中连续的注入熔融液,驱动机构包括固接在壳体2顶部的外
壳604,外壳604的内侧安装有传动块605和用于驱动传动块605转动的驱动电机606,传动块605的外部开设有倾斜设置的环形结构的传动槽607,外壳604的外部开设有两个对称设置的竖槽,驱动机构还包括两个l形结构的传动杆608,两个传动杆608的一端分别延伸至两个储料筒601的内侧并与活塞板603的顶部固接,两个传动杆608的另一端分别贯穿两个竖槽延伸至传动槽607的内侧并与传动槽607滑接。
[0055]
传动块605为圆柱状结构,在传动块605的顶部开设有用于安装驱动电机606的凹槽,驱动电机606驱动传动块605转动,带动位于其一侧的传动杆608向下运动的同时,带动位于其另一侧的传动杆608向上运动,也就实现了其中一个储料筒601中的活塞板603向上运动将储料筒601中的熔融液注入到成型腔室201中的同时,另一个储料筒601中活塞板603向下运动,将储料箱5中的熔融液吸引进储料筒601中,通过对驱动电机606驱动传动块605转动的速率,对熔融液向成型腔室201中的注入速率进行调节,从而对成型的棒状段向壳体2外部输送的速率进行调节。
[0056]
实施例4
[0057]
本实施例用于解决成型腔室201的开口端缺少阻挡设置,最先进入到成型腔室201的熔融液不能将成型腔室201充满将加强筋3完全包裹的问题。
[0058]
请参阅图6、图7和图9,本实施例的一种油田矿井用高强度pvc塑钢护栏的制备方法,阻挡机构7包括活动安装在成型腔室201内侧的内板701,内板701的一侧外壁固接有多个导向柱703,导向柱703的外部套设有弹簧一704,多个导向柱703的外部活动套设有外板702,外板702的一侧外壁与壳体2的外壁抵接,且壳体2上安装有多个与外板702相配合的l形结构的卡板705;
[0059]
壳体2的外壁开设有多个朝向成型腔室201方向设置的滑槽,滑槽的内侧滑动安装有滑块706,多个滑块706相互远离的一侧外壁均固接有弹簧二707,且多个滑块706的一端均延伸至滑槽的外部并与卡板705的外壁固接。
[0060]
在内板701远离外板702的一侧设有与多个主筋301对应设置的孔洞,多根主筋301的一端分别的插入到多个孔洞的内侧与孔洞插接,且主筋301与孔洞之间具有较大的摩擦力,从而将展开后的加强筋3拉直,防止加强筋3向下弯曲,在多个弹簧二707的作用下,多个卡板705向外板702的外壁靠近与外板702卡接,使得外板702紧紧的贴附在壳体2的外部,将成型腔室201的开口端进行阻断,防止熔融液直接的从成型腔室201的开口端排出,待到成型腔室201中的熔融液降温成型之后,随着熔融液的不断注入,推动内板701向外板702方向靠近,多个弹簧一704被压缩的同时推动多个卡板705相互远离,使得外板702与卡板705分离。
[0061]
为能够在内板701向外板702靠近的同时,推动多个卡板705相互远离,在多个卡板705相互靠近的一侧外壁均开设有楔形槽708,外板702的外侧壁上开设有与多个楔形槽708对应设置的限位槽709,多个导向柱703的外部均固接有朝向楔形槽708方向的传动板710,多个传动板710远离导向柱703的一端均贯穿限位槽709延伸至外板702的外部并与楔形槽708相互配合,且多个传动板710远离外板702的一侧均具有与楔形槽708相配合的倾斜面。
[0062]
内板701向外板702靠近时,导向柱703同步的向外板702的外部运动,传动板710的倾斜面与楔形槽708的斜面抵接,传动板710向远离壳体2方向运动的同时,推动多个卡板705相互远离,使得卡板705与外板702分离,在卡板705的顶部开设有缺口,缺口位于楔形槽
708的正上方,从而在外板702向远离壳体2方向运动时,传动板710能够顺利的与卡板705分离,多个卡板705的顶部均具有朝向外板701方向倾斜向下设置的倾斜面。
[0063]
实施例5
[0064]
本实施例的一种油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,塑钢管件由以下重量成分组成:pvc树脂15kg、氧化锌0.33kg份、钛白粉0.51kg、偶氮二甲酰胺0.12kg、氧化钙4.1kg、α型三氧化二铝0.12kg、邻苯二甲酸二(2-乙基己基)酯0.11kg、硬脂酸0.12kg和苄基二乙基[(2,6-二甲苯基氨基甲酰基)甲基]铵苯甲酸盐0.10kg、增强剂0.75kg、阻燃剂0.22kg;
[0065]
其中,塑钢管件的内部包裹有加强筋3;
[0066]
增强剂由以下重量份成分混合制成:尼龙66纤维100份、sio220份、三元乙丙橡胶10份、eva6份和γ-氨氧基(三乙氧基)硅烷1份,阻燃剂由聚磷酸铵十溴二苯乙烷和磷酸三苯酯按照重量比1:1:1.5混合制成。
[0067]
本实施例的一种油田矿井用高强度pvc塑钢护栏的制备方法,包括以下操作步骤:
[0068]
s1、称取pvc树脂、稳定剂、着色剂、发泡剂、填充剂、阻燃剂、耐磨剂和增强剂、加工助剂、润滑剂和防啃咬剂加入到成型装置的储料箱5中,储料箱5内部温度升高到190℃,搅拌1.5h,得到熔融液;
[0069]
s2、将束状的加强筋3从输料口输入到成型腔室201中,多个主筋301分别的插入到多个导筋板401的导筋槽中,使得多个主筋301与辅筋303展开,在成型腔室201中形成笼状结构;
[0070]
s3、储料箱5中熔融液经出料管501输入到储料筒601中,震动电机609动作,使得储料筒601中的熔融液高频震动,熔融液中的空气与熔融液分离从排气管排出,驱动机构驱动两个活塞板603上下交错运动,不断的将熔融液从进料槽602输送到成型腔室201中,将成型腔室201填满,从而将笼状的加强筋3完全的包裹;
[0071]
s4、成型腔室201中的熔融液冷却降温之后得到成型的棒状段,随着熔融液的不断进入,棒状段推动向内板701外板702靠近,经传动板710传动驱动多个卡板705向外板702方向远离,进而使得外板702与壳体2分离,成型腔室201的开口端打开,通过控制熔融液相成型腔室201中输送的速率,对棒状段向壳体2外部的输送的速率进行控制,按照需要将输出的棒状段进行切断,得到塑钢管件成品。
[0072]
实施例6
[0073]
本实施例的一种油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,与实施例5的区别在于,塑钢管件由以下重量成分组成:pvc树脂17.5kg、氧化镁0.41kg份、钛白粉0.69kg、偶氮二甲酰胺0.21kg、二氧化硅粉末4.9kg、α型三氧化二铝0.21kg份、邻苯二甲酸二丁酯0.16kg、高熔点石蜡和聚乙烯蜡混合物0.15lg、苄基二乙基[(2,6-二甲苯基氨基甲酰基)甲基]铵苯甲酸盐0.16kg、阻燃剂0.45kg和增强剂9.1kg;
[0074]
其中,塑钢管件的内部包裹有加强筋3。
[0075]
实施例7
[0076]
本实施例的一种油田矿井用高强度pvc塑钢护栏,由多根塑钢管件加工制成,与实施例5的区别在于,塑钢管件由以下重量成分组成:pvc树脂20kg、氧化锌和氧化镁混合料0.51kg、钛白粉0.89kg、偶氮二甲酰胺0.28kg、二氧化硅粉末6.2kg、α型三氧化二铝0.31kg、
加邻苯二甲酸二(2-乙基己基)酯0.21kg、硬脂酸、高熔点石蜡与聚乙烯蜡的混合物0.20kg和苄基二乙基[(2,6-二甲苯基氨基甲酰基)甲基]铵苯甲酸盐0.21kg、阻燃剂0.58kg和增强剂11.2kg;
[0077]
其中,塑钢管件的内部包裹有加强筋3。
[0078]
对比例1
[0079]
与实施例5的区别在于,塑钢管件未添加加强筋3;
[0080]
对比例2
[0081]
与实施例5的区别在于,未添加增强剂;
[0082]
对比例3
[0083]
与实施例5的区别在于,塑钢管件未添加加强筋3和增强剂。
[0084]
性能测试:
[0085]
对实施例5-7、对比例1-3所制备出的塑钢管件的拉伸强度、断裂伸长率、弯曲强度、缺口冲击强度和洛氏硬度进行检测,具体的检测结果见下表:
[0086][0087]
由上表可看出:通过在塑钢管件中添加加强筋与增强剂能够有效的将塑钢管件的拉伸强度提高63.46%,断裂伸长率提高38.55%,弯曲强度提高34.57%,缺口冲击强度提高16.09%,布氏硬度提高14.46%;向塑钢管件中仅加入加强筋,能够将塑钢管件的拉伸强度提高40.38%,断裂伸长率提高31.33%,弯曲强度提高17.28%;向塑钢管件中仅加入加增强剂,能够将塑钢管件的拉伸强度提高15.38%,断裂伸长率提高7.22%,弯曲强度提高13.58%,缺口冲击强度提高17.24%,布氏硬度提高15.66%;结合上述数据可知,塑钢管件中添加加强筋能够有效的提高塑钢管件的拉伸强度、断裂伸长率和弯曲强度,塑钢管件中添加的增强剂对塑钢管件的拉伸强度与断裂伸长率提升不大,增强剂对塑钢管件的缺口冲击强度与布氏硬度提升较为明显,加强筋与增强剂相互配合,能够有效的提高塑钢管件的拉伸强度、断裂伸长率、弯曲强度、缺口冲击强度和洛氏硬度。
[0088]
以上内容仅仅是对本发明结构所做的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
[0089]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0090]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可做很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1