聚酰胺预发泡颗粒、以及聚酰胺发泡成型体及其制造方法与流程
本发明涉及聚酰胺预发泡颗粒、以及聚酰胺发泡成型体及其制造方法。
背景技术:
1、树脂发泡材料作为现有的实心树脂材料和金属材料的替代材料被用作汽车或电子设备的部件、容器的结构材料。这些树脂发泡材料具有低密度、高绝热性、缓冲性,这些特性得到了有效利用。
2、现有的树脂发泡材料中使用了轻质性、耐冲击性等优异的聚乙烯、聚苯乙烯、聚丙烯等通用树脂,这些通用树脂的发泡成型体适合用于缓冲材料等。但是,这些通用树脂的耐热性差,因此不能用于需要更高的耐热性的部件、例如汽车用部件等中。
3、另一方面,工程树脂、特别是聚酰胺树脂作为耐热性高、并且耐磨耗性、耐化学药品性等也优异的塑料而为人所知。因此认为,若利用聚酰胺树脂的发泡成型体,则即使在进一步要求耐热性的用途中也能够应用。
4、作为制造发泡成型体的技术,可以举出挤出发泡法、发泡注射成型法、模内发泡成型法(也被称为珠粒发泡成型法)等。
5、挤出发泡法为下述方法:利用挤出机将有机或无机发泡剂压入到熔融状态的树脂中,通过在挤出机出口处释放压力而得到具有一定的截面形状的板状、片状或柱状的发泡体,将该发泡体放入到模具中进行热加工,或者通过挖补而成型为目标形状。
6、发泡注射成型法为下述方法:对具备发泡性的树脂进行注射成型,在模具内使其发泡,由此得到具有空孔的发泡成型体。
7、模内发泡成型法为下述方法:将具备发泡性的树脂预发泡颗粒填充在模具内,用水蒸气等进行加热,使颗粒发泡并同时使颗粒彼此热熔合,由此得到发泡成型体。该模内发泡成型法具有容易自由地设定产品形状、容易获得高发泡倍率的发泡成型体等优点,在产业界得到了广泛普及。
8、截至目前,已经公开了通过模内发泡成型法制造聚酰胺树脂发泡成型体的示例。专利文献1中公开了将聚酰胺发泡颗粒通过以两个阶段进行加热而使发泡更为均匀、容易成型的方法。
9、现有技术文献
10、专利文献
11、专利文献1:日本专利第6068737号公报
技术实现思路
1、发明所要解决的课题
2、但是,现有技术的聚酰胺预发泡颗粒存在下述课题:在成型时所形成的熔合界面处,不同的发泡颗粒间的树脂的相互扩散不完全,在施加弯曲应力时会成为断裂的起点,得不到充分的机械强度。
3、本发明所要解决的课题在于改善使聚酰胺预发泡颗粒进行模内发泡成型时的成型性,得到充分的机械强度,并且提供显示出充分的机械强度的聚酰胺发泡成型体及其制造方法。
4、用于解决课题的手段
5、本发明人为了解决课题进行了深入研究,结果发现,通过制成在使用差示扫描量热计在升温速度10℃/分钟的条件下从30℃升温至280℃时所得到的dsc曲线中显示出特定的最大吸热峰的聚酰胺树脂预发泡颗粒,可解决上述课题,从而完成了本发明。特别发现,作为成型时的前处理,通过使聚酰胺树脂预发泡颗粒含水,可改善成型时的颗粒间的熔合性,提高弯曲断裂强度。
6、即,本发明如下所述。
7、(1)
8、一种聚酰胺预发泡颗粒,其特征在于,
9、在使用差示扫描量热计在升温速度10℃/分钟的条件下从30℃升温至280℃时所得到的dsc曲线中,最大吸热峰的峰温度为150℃以上275℃以下,
10、将上述最大吸热峰的高温侧的逼近熔解终止后的dsc曲线的直线作为基线,相当于外推熔解起始温度与外推熔解终止温度之差的上述最大吸热峰的峰宽为30℃以上80℃以下,该外推熔解起始温度是上述最大吸热峰的低温侧的拐点处的切线与上述基线的交点的温度,该外推熔解终止温度是上述最大吸热峰的高温侧的拐点处的切线与上述基线的交点的温度。
11、(2)
12、如(1)所述的聚酰胺预发泡颗粒,其中,在颗粒内以4.5质量%以上15质量%以下的比例含有水。
13、(3)
14、如(1)或(2)所述的聚酰胺预发泡颗粒,其中,以平均粒径(d1)与独立气泡的平均径(d2)之比表示的d1/d2为6.0以上。
15、(4)
16、如(1)~(3)中任一项所述的聚酰胺预发泡颗粒,其中,上述聚酰胺为聚酰胺6/66。
17、(5)
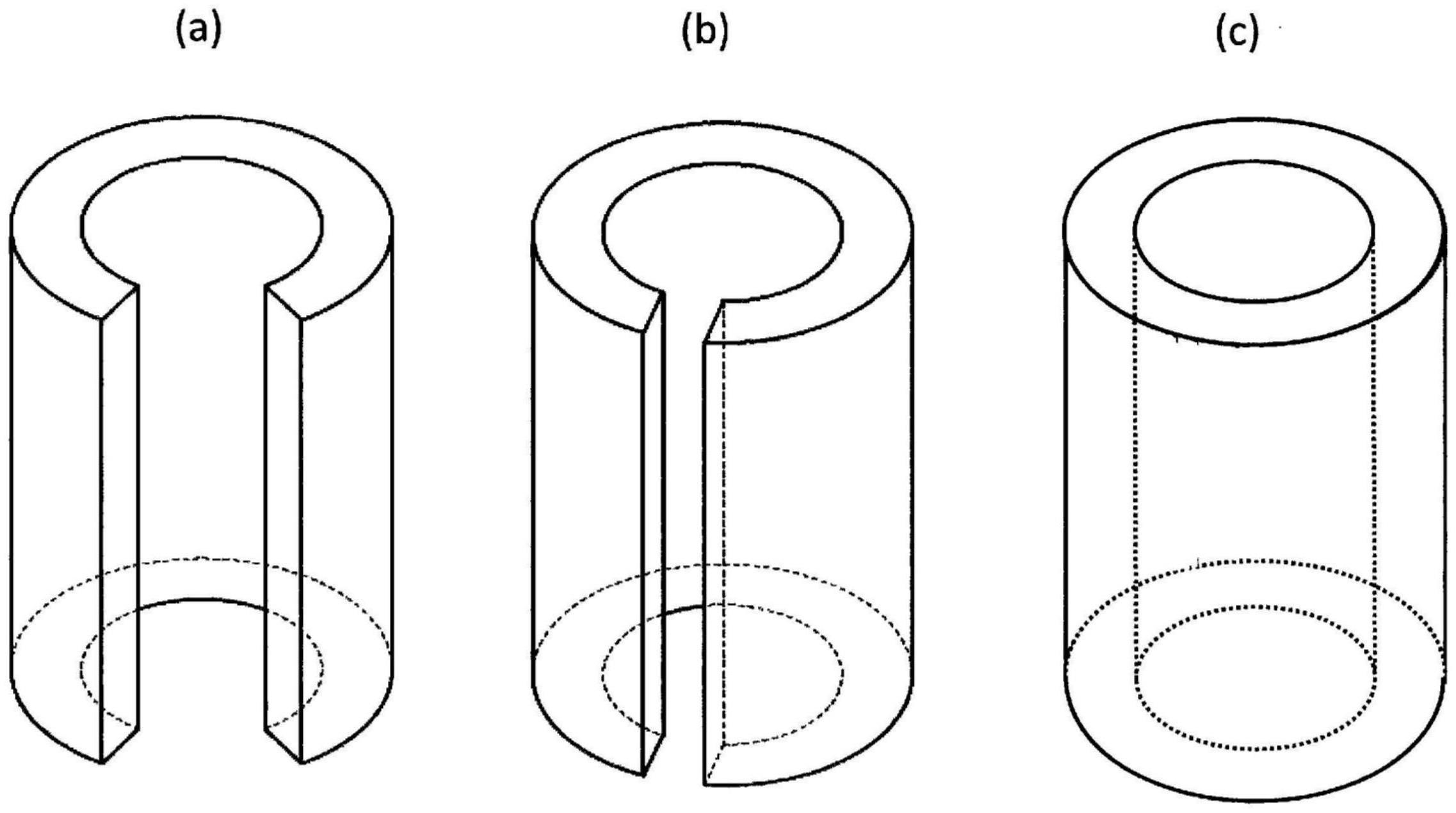
18、如(1)~(4)中任一项所述的聚酰胺预发泡颗粒,其具有中空部或凹状外形部。
19、(6)
20、如(1)~(5)中任一项所述的聚酰胺预发泡颗粒,其中,表面附着水的量为14%以下。
21、(7)
22、如(1)~(6)中任一项所述的聚酰胺预发泡颗粒,其中,表面附着水的量比颗粒内的含水量少。
23、(8)
24、一种聚酰胺发泡成型体,其特征在于,成型体中(1)~(7)中任一项所述的聚酰胺预发泡颗粒相互发生了熔合。
25、(9)
26、一种聚酰胺发泡成型体的制造方法,其特征在于,使(1)~(7)中任一项所述的聚酰胺预发泡颗粒加热熔合。
27、(10)
28、一种聚酰胺发泡成型体的制造方法,其特征在于,进行含水处理使(1)~(7)中任一项所述的聚酰胺预发泡颗粒以3质量%以上15质量%以下的比例包含水后,使聚酰胺预发泡颗粒加热熔合。
29、(11)
30、如(10)所述的聚酰胺发泡成型体的制造方法,其中,上述含水处理是浸渍在40℃以上的温水中的工序。
31、(12)
32、如(10)或(11)所述的聚酰胺发泡成型体的制造方法,其中,含水处理时间为30分钟以下。
33、(13)
34、如(10)~(12)中任一项所述的聚酰胺发泡成型体的制造方法,其具有以下工序:
35、在对聚酰胺预发泡颗粒进行含水处理后,除去表面附着水以使表面附着水量为14%以下。
36、(14)
37、如(13)所述的聚酰胺发泡成型体的制造方法,其具有以下工序:
38、在对聚酰胺预发泡颗粒进行含水处理后,除去表面附着水以使表面附着水量比含水量少。
39、(15)
40、一种聚酰胺发泡成型体的制造方法,其特征在于,将(1)~(7)中任一项所述的聚酰胺预发泡颗粒填充在模具内,设定成型温度为100℃以上,利用(上述成型温度-5℃)以下的温度的饱和水蒸气加热1秒以上10秒以下,之后利用上述成型温度的饱和水蒸气使其加热熔合。
41、(16)
42、一种聚酰胺发泡成型体的制造方法,其特征在于,将含水量为0质量%以上12质量%以下的聚酰胺预发泡颗粒填充在模具内,设定成型温度为100℃以上,利用(上述成型温度-5℃)以下的温度的饱和水蒸气加热15秒以上,之后利用上述成型温度的饱和水蒸气使其加热熔合。
43、发明的效果
44、根据本发明,能够提供出可提供机械强度和成型性优异的聚酰胺发泡成型体的聚酰胺预发泡颗粒;机械强度和成型性优异的聚酰胺发泡成型体;以及可改善成型时的颗粒间的熔合性、机械强度优异的聚酰胺发泡成型体的制造方法。
- 还没有人留言评论。精彩留言会获得点赞!